Изобретение относится к области переработки листовых термопластичных материалов . и может быть использовано при производстве листов органического стекла.
Цель изобретения - уменьшение отходов за счет увеличения полезной площади листов.
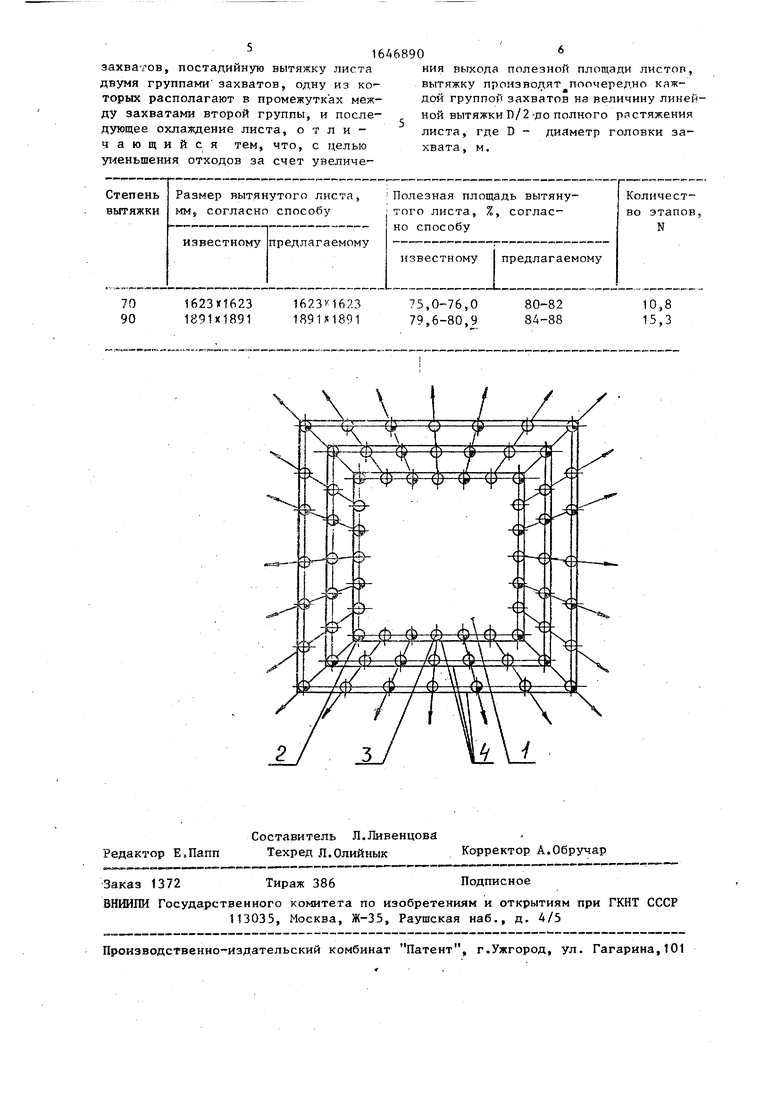
На чертеже представлена схема, поясняющая способ.
Схема включает лист 1 термопласта, первую группу 2 захватов, вторую группу 3 захватов, размещенную равномерно между захватами первой группы, линии 4, показывающие этапы вытяжки листа (этапы показаны условно).
Способ осуществляется следующим образом.,
На первом этапе лист 1 термопласта закрепляют захватами первой
группы 2, разогревают до высокоэластичного состояния, охлаждают захваты и материал под ними при помощи специальной системы (не показана) и производят вытяжку листа этими захватами на величину D/2, где D - диаметр захвата. Затем зажимют захватами второй группы, расположенными в промежутках между первыми, охлаждают их и материал под ними, отключают охлаждение захватов первой группы, при этом материал под захвата- ми первой группы под действием нагрева размягчается, и эти захваты не работают на растяжение листа. На втором этапе вытяжку ведут только захватами второй группы также на величину D/2. Под действием растягивающих усилий этих захватов растягивается и материал под захватами первой группы.Затем снова- включают охлаждение захватов перОЈь
& 00
вой группы, а охлаждение захватов второй группы отключают, при этом материал под захватами второй группы размягчается, растягивающие усилия осуществляются только захватами первой группы, при этом вытягивается и материал под захватами второй группы и т.д.
Поочередное растяжение листа пер вой и второй группами захватов производится до полной вытяжки листа. Количество этапов вытяжки листа определяется габаритами листа и необходимой степенью вытяжки. После этого производят охлаждение листа.
В зонах захватов,, где прилагаются усилия, материал вытягивается больше, чем в промежутках между захватами. В промежутках между захватами кромки листа вытягиваются к центру и образуют дуги. Чем больше расстояние между захватами по кромке листа, тем больше дуги и стрелы их прогиба,
При величине линейной вытяжки листа больше D/2 стрела прогиба дуги между тянущими захватами превышает размер головки захвата и выходит из захвата с отключенной системой ох« лаждения. При величине линейной вытяжки листа меньше D/2 количество этапов увеличивается, снижая производительность процесса.
Эксперименты показали, что при величине линейной вытяжки на одном этапе D/2 прогиб дуги к центру достаточно мал и надежное удержание листа в захватах гарантируется. Поэтому оптимальной величиной линейной вытяжки является D/2.
Величина диаметра головки захвата на выход полезной площади листа не влияет и выбирается с учетом конструктивных особенностей установки.
Пример. Для вытяжки взят лист органического стекла с размерами мм. Заданная степень вытяжки б& 70%. Заготовку закрепили первой группой захватов. Замерили расстояние между противоположными захватами и рассчитали величину линейкой вытяжки по формуле
т Ј
L 100-2
где 1 - расстояние между противоположными захватами, мм, ER- степень вытяжки в проценВ
тах.
L
890.70 100. 2
315 мм ,
Разогрели заготовку до высокоэластичного состояния, охладили захваты первой группы и материал под ними, произвели вытяжку на 29 мм (D 58 мм), зажали заготовку второй группой захватов, охладили их, разогрели захваты первой группы, произвели вытяжку заготовки на 29 мм и так далее поочередно каждой группой захватов до полной вытяжки заготовки.
Количество этапов N вытяжки ли- рта определяется по формуле
N L : ,
N
315 29
10,8
Установка для осуществления предлагаемого способа настроена на получение заданной величины растяжения и на последнем этапе автоматически отключается при достижении заданной величины линейной вытяжки, при этом последний этап может быть неполным
как видно из примера.
Габаритные размеры вытянутого листа 1623x1623 мм. Технологические отходы получились 70-80 мм на сторо- Ену по допускаемым оптическим характеристикам в зонах захватов. Выход полезной площади составлил 80-82%.
Подобный эксперимент, проведенный для степени вытяжки 90%, показал аналогичный результат. Для сравнения такую же заготовку растягивали по известному способу. Технологические отходы получились 100-110 мм на сторону. Выход полезной площади составил 75-76%. Результаты поставленных
экспериментов сведены в таблице.
Сравнительный анализ данных таблицы показывает, что предлагаемый способ позволяет снизить отходы в среднем на 5-8%.
Формула изобретения
Способ двухосного ориентирования листов термопластов, включающий закрепление по периметру листа равномерно расположенных захватов, разогрев листа до высокоэластического состояния с одновременным охлаждением
захватов, постадийную вытяжку листа двумя группами захватов, одну из которых располагают в промежутках между захватами второй группы, и последующее охлаждение листа, отличающийся тем, что, с целью уменьшения отходов за счет увеличения выхода полезной площади листов, вытяжку производят поочередно каждой группой захватов на величину линейной вытяжки П/2-до полного растяжения листа, где D - диаметр головки захвата, м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухосного ориентирования листов термопластов | 1986 |
|
SU1447692A1 |
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| Способ растяжения листа термопласта | 1991 |
|
SU1821391A1 |
| Станок для вытяжки листов термопластов | 1978 |
|
SU706249A1 |
| Установка для двухосного растяжения термопластичных материалов | 1978 |
|
SU716845A1 |
| Устройство для двухосной вытяжки листов термопласта | 1989 |
|
SU1763229A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2005614C1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2010718C1 |
| Устройство для растяжения листов термопласта | 1980 |
|
SU925647A1 |
| Станок для вытяжки листов термопластов | 1988 |
|
SU1597289A1 |
Изобретение относится к переработке листовых пластичных материалов. Цель уменьшение отходов листа. Для этого лист термопласта закрепляют захватами первой группы, разогревают до высокоэластического состояния, охлаждают захваты и материал под ними при помощи специальной системы и производят вытяжку листа. Затем зажимают лист захватами второй группы, расположенными в промежутках между первыми, охлаждают их и материал под ними, отключают охлаждение захватов первой группы и производят вытяжку только захватами второй группы. Поочередное растяжение листа каждой группой захватов на величину линейной вытяжки D/2 производят до полной вытяжки листа, где D - диаметр головки захвата, 1 ил., 1 faбл. i
| ПОДЪЕМНЫЙ КРАН С ПОВОРОТНОЮ УКОСИНОЮ | 1926 |
|
SU7062A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ двухосного ориентирования листов термопластов | 1986 |
|
SU1447692A1 |
| Солесос | 1922 |
|
SU29A1 |
