(Л
4;
4
О5
со
lN3
Изобретение относится к переработке листовых пластичных материалов. С целью уменьшения отходов лист 1 закрепляют половиной общего количества захватов 2, разогревают до высокоэластичного состояния, охлаждают захваты и материалы под ними при помощи специальной системы и производят вытяжку до половины линейной вытяжки. Затем зажимают лист захватами 3 второй половины, охлаждают их и материал под ними и производят полную линейную вытяжку ли. .М. После этого производят охлаждение листа т €|1мопласта. i ил.. 1 табл.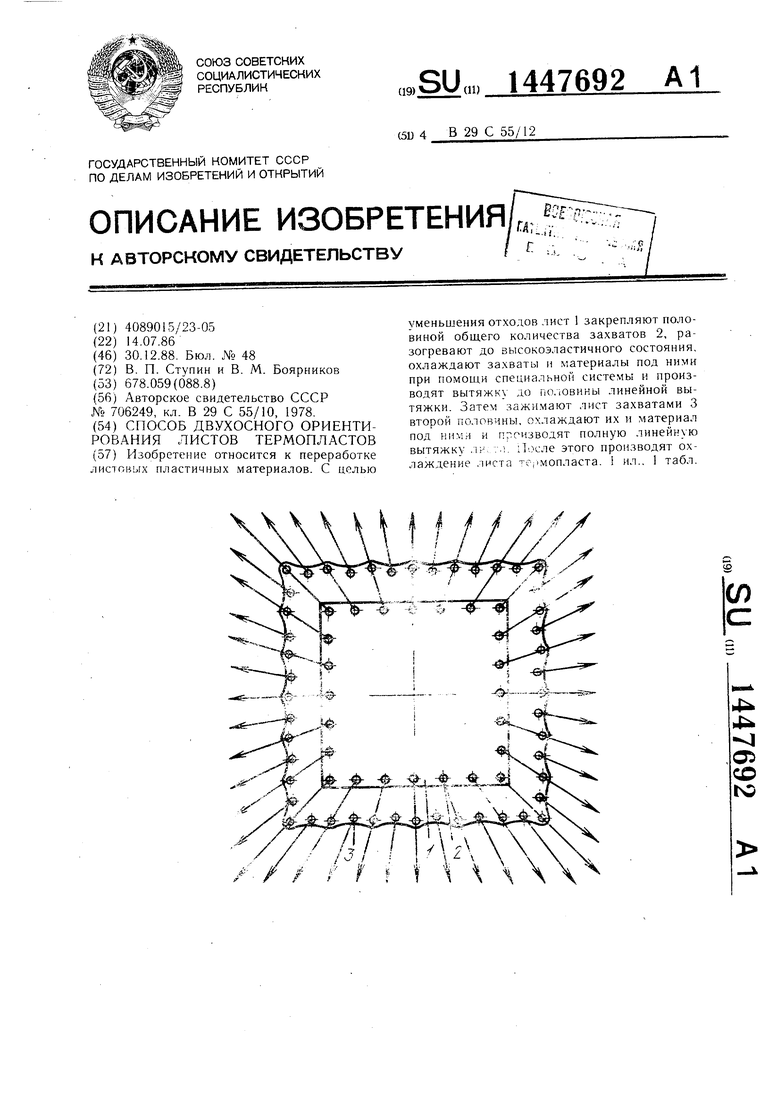
Х X / 1 i - . ЧЧ,1
/ / / f Г г 1 Ч
Изобретение относится к области переработки листовых термопластичных материалов и может быть использовано при производстве листов органического стекла.
Цель - уменьшение отходов.
На чертеже представлена схема, поясняющая способ.
На схеме обозначено: 1 - лист термопласта, 2 - первоначально закрепленная равномерно распределенная по периметру листа первая половина захватов, 3 - вторая половина захватов, размещенная равномерно между первоначально закрепленн-ьши захватами.
Способ осуществляется следующим образом.
Лист термопласта 1 закрепляют половиной общего количества захватов 2, разогревают до высокоэластичного состояния, охлаждают захваты и материал под ними при помощи специальной системы (не показана) и производят вытяжку до половины линей- нОй вытяжки, затем зажимают лист захватами 3 второй половины, охлаждают их, производят полную вытяжку листа и охлаждают его.
Пример 1. Для вытяжки взят лист органического стекла с размерами 1000Х ЮОО мм. Заданная степень вытяжки ЕЬ 70%. Заготовку закрепили половиной общего количества захватов. Замерили расстояние между противоположными захватами и рассчитали величину линейной вытяжки по формуле
где I - расстояние между противоположными захватами; ЕЬ - степень вытяжки в процентах,
, 890-70 01 q,,
Разогрели заготовку до высокоэластич- fioro состояния, охладили захваты и мате
риал под ними, произвели вытяжку до половины линейной вытяжки, зажали заготовку захватами второй половины, охладители их и материал под ними и произвели полную линейную вытяжку заготовки.
Габаритные размеры вытянутого листа: 1623X1623 мм. Технологические отходы: 100-110 мм на сторону по допускаемым оптическим характеристикам в зонах захватов. Выход полезной площади 75-76%.
Для сравнения такую же заготовку растягивали по способу-прототипу, т. е. на установке с щахматным расположением захватов рядами. Расстояние между противоположными захватами 800 мм. Габарит- 5 ные размеры растянутого листа: 15.60Х Х1560 мм. Технологические отходы: 150- 160 мм на сторону. Выход полезной площади 60,,6%.
Результаты сравнений при вытяжке листов по старому и новому способам с раз- 0 ной степенью вытяжки сведены в таблицу.
Результат показывает, что предлагаемый способ позволяет снизить отходы в среднем на 10-12%.
25
Формула изобретения
Способ двухосного ориентирования листов термопластов вытяжкой, включающий закрепление по периметру листа равномерно расположенных захватов, разогрев листа
с одновременным охлаждением захватов, вытяжку листа путем перемещения захватов и последующее его охлаждение, отличающийся тем, что, с целью уменьшения отходов, вытяжку проводят постадийно, на первой стадии - половиной от общего количества
захватов до половины линейной вытяжки, а на второй стадии - общим количеством захватов до полной линейной вытяжки, при этом вторая половина захватов размещена по периметру вытянутого листа равномерно между первоначально закрепленными захватами.
| Станок для вытяжки листов термопластов | 1978 |
|
SU706249A1 |
| Солесос | 1922 |
|
SU29A1 |
