1
(21) 4624048/21 I (22) 22.12.88 (46) 30.03.91. Бюл. В 12
(72) В.И.Чепчур, Г.И.Тульчинский
и И.Д.Довбий
(53)621.3.049.5.002(088.8)
(56)Авторское свидетельство СССР IP 1339662, кл. Н 01 В 13/00, 1985
(54)ШАБЛОН ДЛЯ РАСКЛАДКИ ПРОВОДОВ В ЖГУТ
(57)Изобретение может быть использовано в приборостроении. Цель изобретения - улучшение эксплуатационных возможностей шаблона путем обеспечения фиксации рядов концов проводов. Для ее достижения каждый концевой
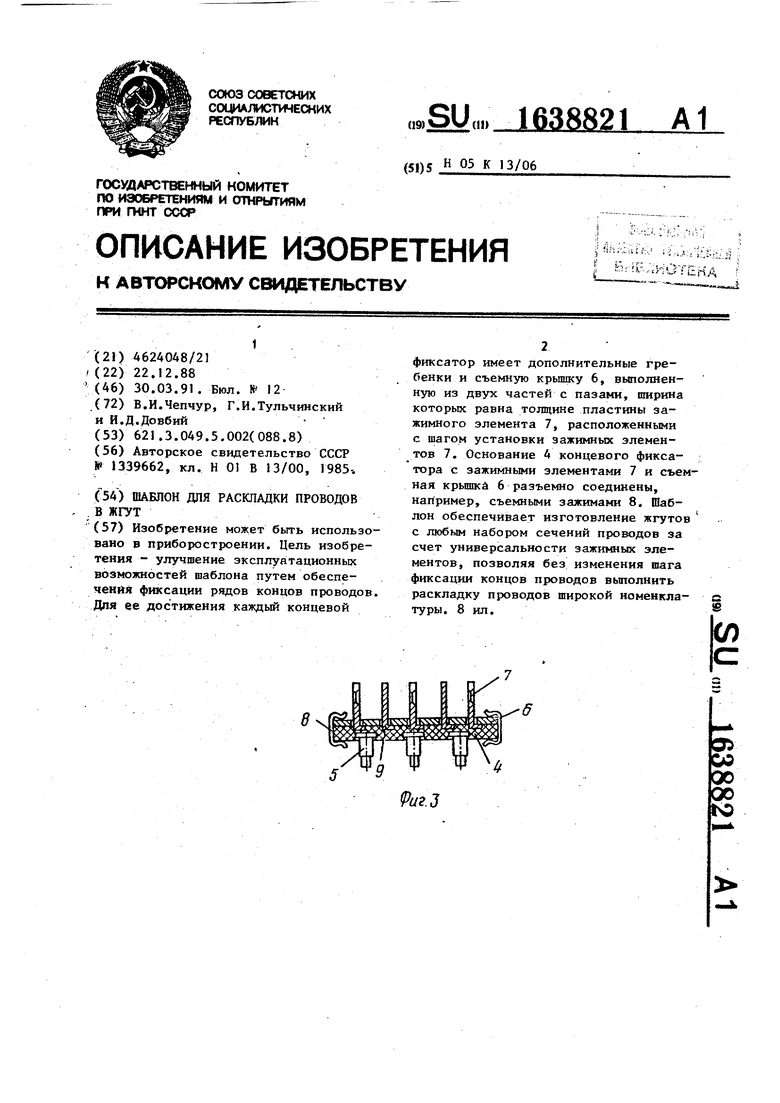
фиксатор имеет дополнительные гребенки и съемную крышку 6, выполненную из двух частей с пазами, ширина которых равна толщине пластины зажимного элемента 7, расположенными с шагом установки зажимных элементов 7. Основание 4 концевого фиксатора с зажимными элементами 7 и съемная крышка 6 разъемно соединены, например, съемными зажимами 8. Шаблон обеспечивает изготовление жгутов с любым набором сечений проводов за счет универсальности зажимных элементов, позволяя без изменения шага фиксации концов проводов выполнить раскладку проводов широкой номенклатуры. 8 ил.
S
S
(Л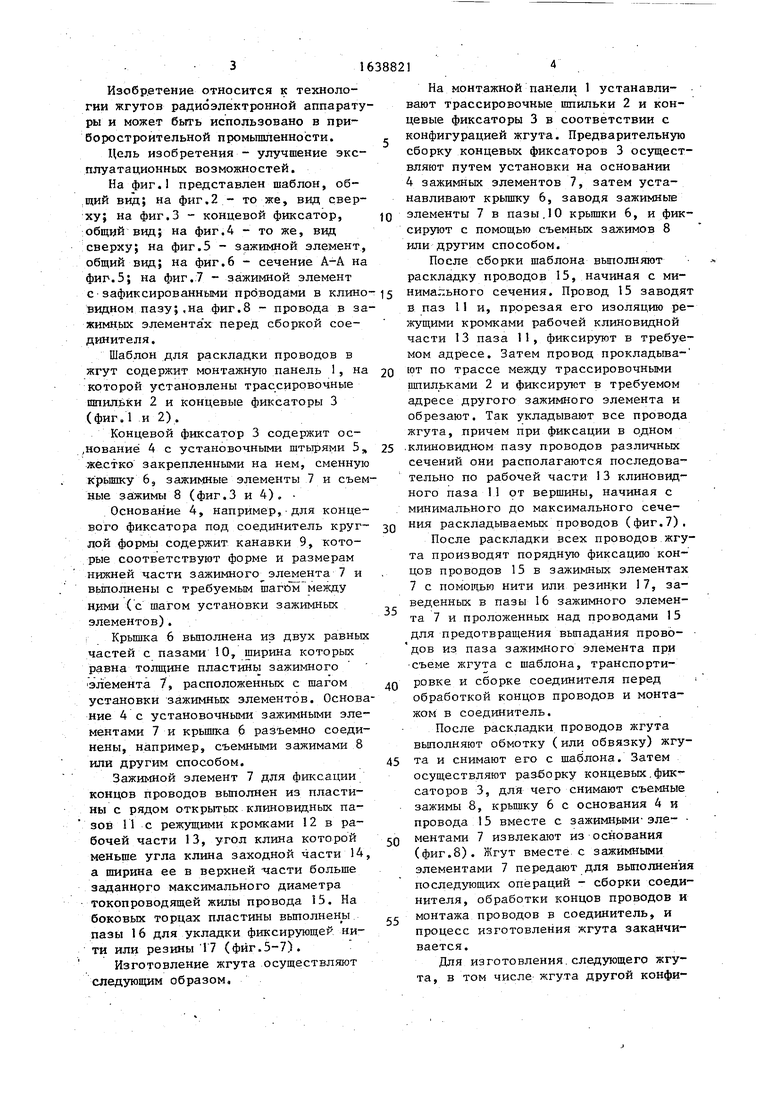
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для раскладки проводов в жгут | 1989 |
|
SU1647940A1 |
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Шаблон для изготовления жгутов проводов | 1983 |
|
SU1112414A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
Изобретение относится к технологии жгутов радиоэлектронной аппаратуры и может быть использовано в приборостроительной промышленности.
Цель изобретения - улучшение эксплуатационных возможностей.
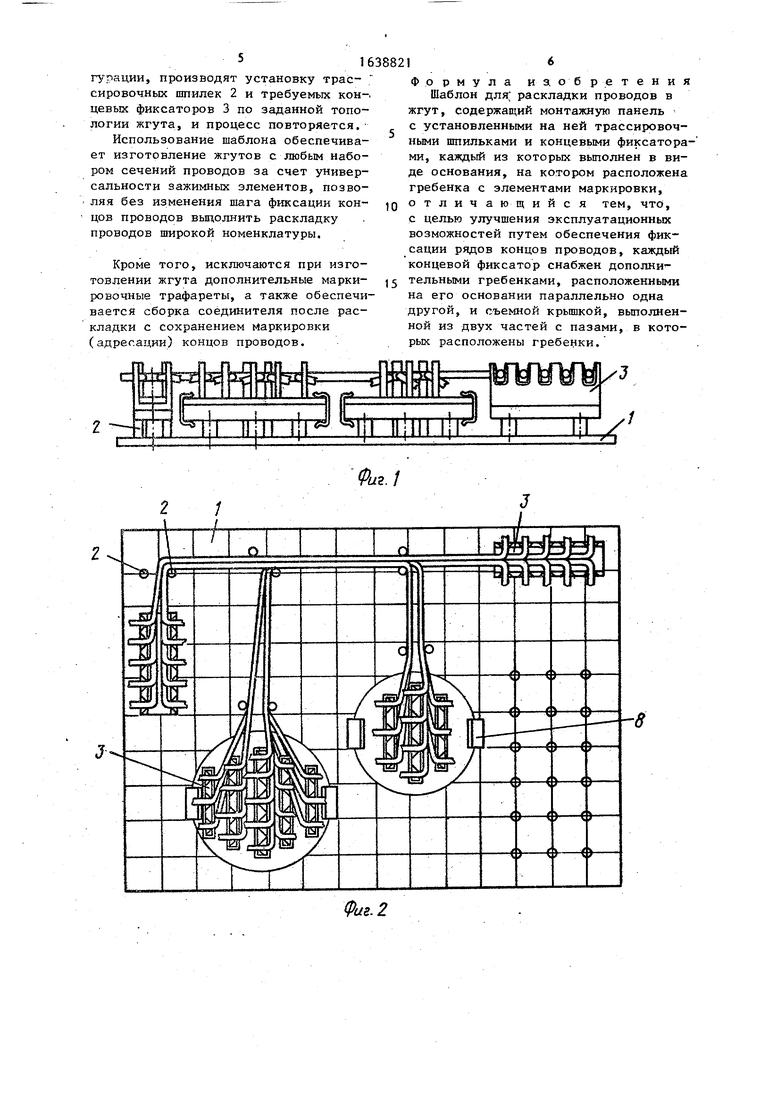
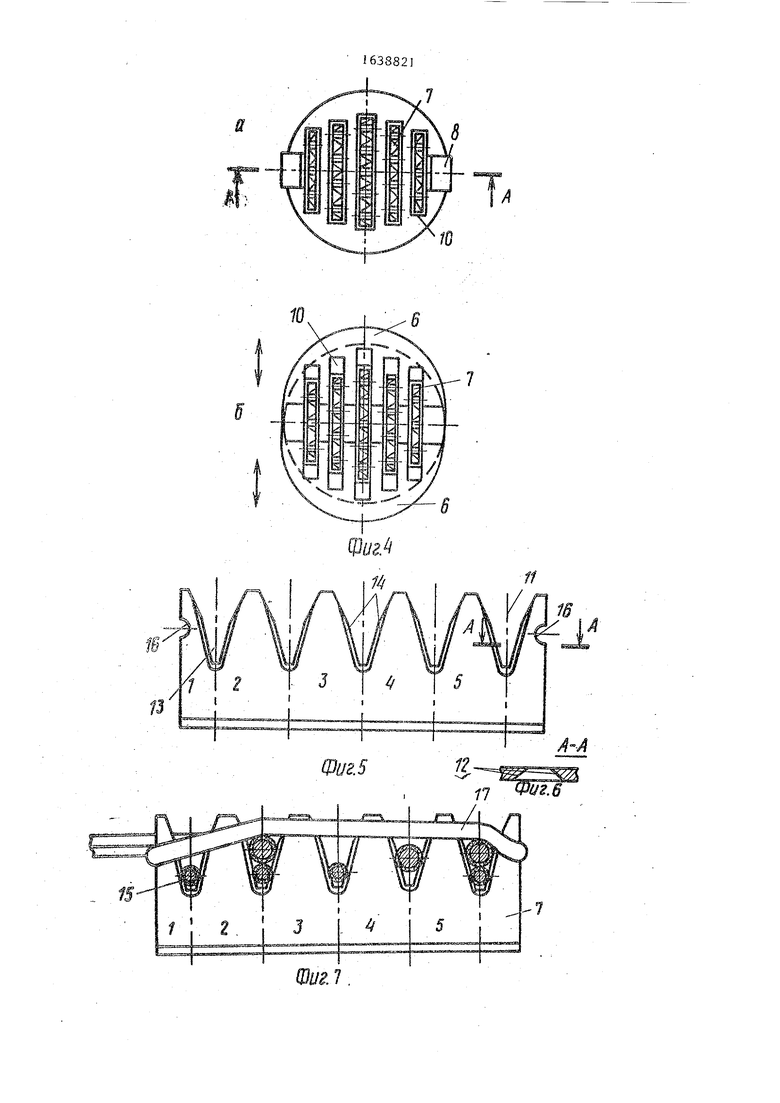
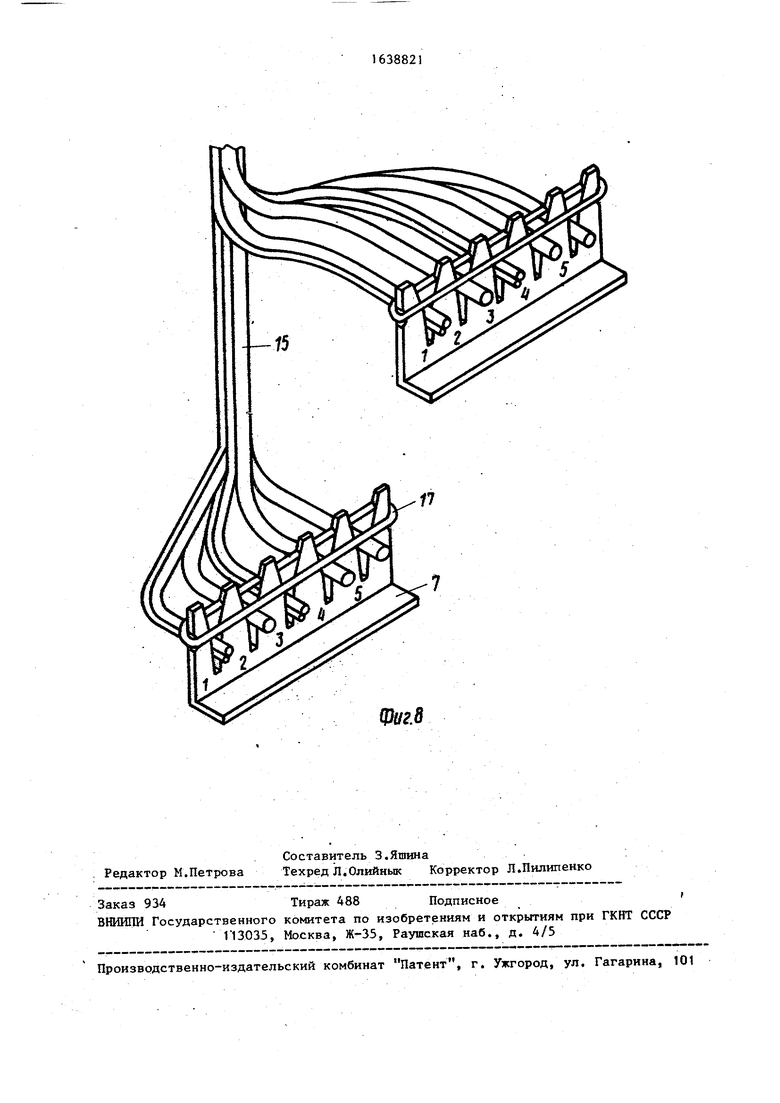
На фиг. представлен шаблон, общий вид; на фиг,2 - то же, вид сверху; на фиг.З - концевой фиксатор, общий вид; на фиг,4 - то же, вид сверху; на фиг.З - зажимной элемент, общий вид; на фиг.6 - сечение А-А на фиг.З; на фиг.7 - зажимной элемент с зафиксированными проводами в клиновидном пазу;,на фиг.8 - провода в зажимных элемента х перед сборкой соединителя.
Шаблон для раскладки проводов в жгут содержит монтажную панель 1, на которой установлены трассировочные шпильки 2 и концевые фиксаторы 3 (фиг.1 и 2).
Концевой фиксатор 3 содержит ос- ,нование 4 с установочными штырями 5 жестко закрепленными на нем, сменную крышку 6, зажимные элементы 7 и съемные зажимы 8 (фиг.З и 4)„
Основание 4, например, для концевого фиксатора под соединитель круглой формы содержит канавки 9, которые соответствуют форме и размерам нижней части зажимного элемента 7 и выполнены с требуемым шагом между ними (с тагом установки зажимных элементов).
Крышка 6 выполнена из двух равных частей с пазами 10, ширина которых равна толщине пластины зажимного элемента 7, расположенных с шагом установки зажимных элементов. Основание 4 с установочными зажимными элементами 7 и крышка 6 разъемно соединены, например, съемными зажимами 8 или другим способом.
Зажимной элемент 7 для фиксации концов проводов выполнен из пластины с рядом открытых клиновидных пазов 11 с режущими кромками 12 в рабочей части 13, угол клина которой меньше угла клина заходной части 14, а ширина ее в верхней -части больше заданного максимального диаметра токопроводящей жилы провода 15. На боковых торцах пластины выполнены пазы 16 для укладки фиксирующей нити или резины 17 (фиг.5-7).
Изготовление жгута осуществляют следующим образом.
На монтажной панели 1 устанавливают трассировочные шпильки 2 и концевые фиксаторы 3 в соответствии с конфигурацией жгута. Предварительную сборку концевых фиксаторов 3 осуществляют путем установки на основании 4 зажимных элементов 7, затем устанавливают крышку 6, заводя зажимные
элементы 7 в пазы.10 крышки 6, и фиксируют с помощью съемных зажимов 8 или другим способом.
После сборки шаблона выполняют раскладку проводов 15, начиная с ми5 нимального сечения. Провод 15 заводят в паз 11 и, прорезая его изоляцию режущими кромками рабочей клиновидной части 13 паза 11, фиксируют в требуемом адресе. Затем провод прокладывао ют по трассе между трассировочными шпильками 2 и фиксируют в требуемом адресе другого зажимного элемента и обрезают. Так укладывают все провода жгута, причем при фиксации в одном
5 клиновидном пазу проводов различных сечений они располагаются последовательно по рабочей части 13 клиновидного паза 11 от вершины, начиная с минимального до максимального сече0 ния раскладываемых проводов (фиг.7).
После раскладки всех проводов жгута производят порядную фиксацию концов проводов 15 в зажимных элементах 7 с помощью нити или резинки 17, заведенных в пазы 16 зажимного элемента 7 и проложенных над проводами 15 для предотвращения выпадания прово- дов из паза зажимного элемента при съеме жгута с шаблона, транспортип ровке и сборке соединителя перед обработкой концов проводов и монтажом в соединитель.
После раскладки проводов жгута выполняют обмотку (или обвязку) жгу5 та и снимают его с шаблона. Затем осуществляют разборку концевых фиксаторов 3, для чего снимают съемные зажимы 8, крышку 6 с основания 4 и провода 15 вместе с зажимными эле-
0 ментами 7 извлекают из основания (фиг.8). Жгут вместе с зажимными элементами 7 передают для выполнения последующих операций - сборки соединителя, обработки концов проводов и
г монтажа проводов в соединитель, и процесс изготовления жгута заканчивается.
Для изготовления следующего жгута, в том числе жгута другой конфи5
Фиг. 2
ф ИМИ 1|Г ijl
лиг
Й1 /
I28SЈ9J
Фиг.д
