Изобретение относится к обработке металлов давлением и может использоваться при изготовлении различных деталей с отверстиями.
Цель изобретения - повышение стойкости деформирующего инструмента и производительности за счет исключения необходимости использования специального пуансона с тонким кольцевым выступом по периферии торца, формирующим канавку на перемычке заготовки и обладающим низкой стойкостью, а также за счет совмещения операции формирования кольцевой канавки с последней операцией прошивки углублений.
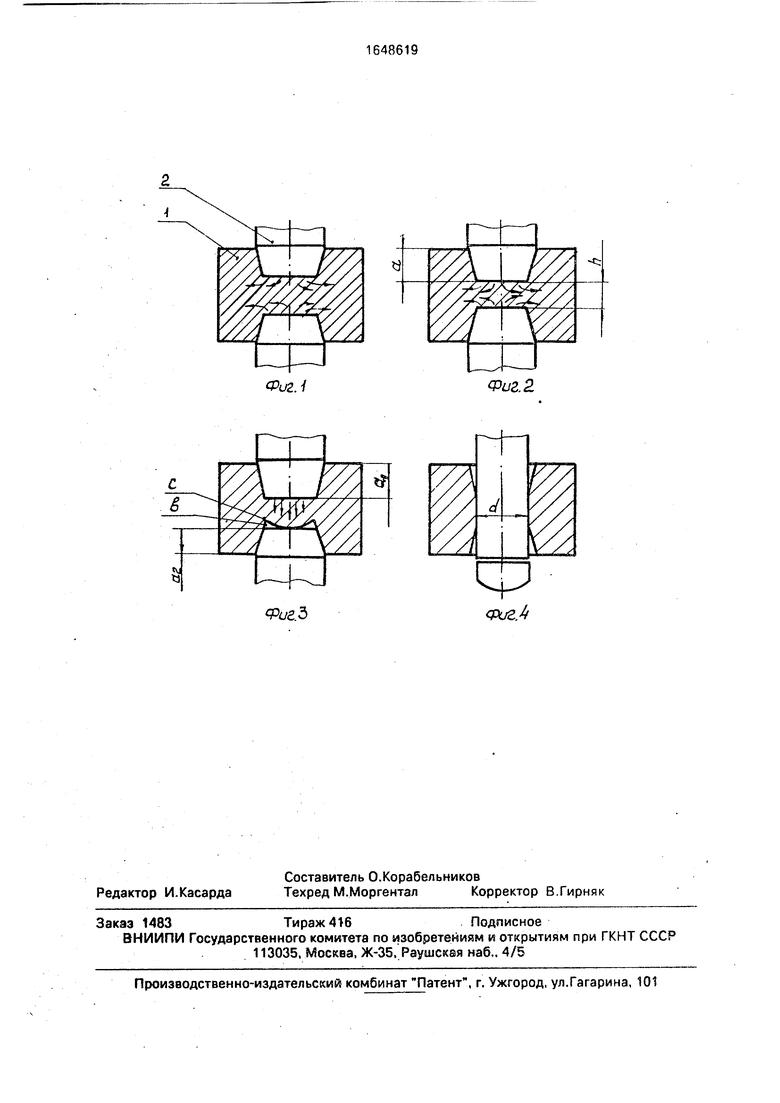
На фиг.1 показана первая стадия прошивки углублений в заготовке двусторонним выдавливанием в месте формирования отверстия в заготовке детали; на фиг. 2 - последующая стадия прошивки углублений
более длинными пуансонами, чем на первой стадии; на фиг. 3 - последняя стадия прошивки с одновременным смещением центральной части перемычки, позволяющим получить периферийную кольцевую канавку; на фиг. 4 - пробивка перемычки.
Способ осуществляется следующим образом.
В предварительно сформированной заготовке детали 1 сближением пуансонов 2, т. е. путем прошивки выдавливанием, образуют двусторонние углубления и перемычку в месте формирования отверстия (фиг. 1). Причем на каждой последующей стадии формирования углублений, кроме последней, оставшуюся перемычку обжимают, уменьшая по высоте h за счет увеличения длины а оформляющей части пуансона или увеличения степени сближения пуансонов (фиг. 2). При этом, так как давление прилось
Јь
00 О
чэ
жено пуансонами с двух сторон, течение обжимаемого материала в перемычке приобретает преимущественно поперечное направление.,
На последней стадии прошивки углублений осуществляют смещение центральной части перемычки на величину (0,03-0,05)d, где d - номинальный диаметр готового отверстия, с образованием кольцевой канавки b по образующей перемычки (фиг. 3) за счет того, что на этой операции оформляющая часть 32 пуансона, расположенного противоположно прошивному пуансону, выполнена короче оформляющей части ai прошивного пуансона. При этом перемычка не опирается на противоположный пуансон, а следовательно, не получает от него встречного давления. Поэтому течение материала направлено по оси получаемого отверстия, в пространство между перемычкой и укороченным противоположным пуансоном. В результате по периферии перемычки благодаря свободному выпучиванию ее поверхности возникает концентратор напряжения с в виде острого угла кольцевой канавки (фиг. 3).
После смещения центральной части перемычки осуществляют ее пробивку. Образовавшийся концентратор напряжений с значительно уменьшает усилие отделения перемычки (фиг. 4) при образовании сквозного отверстия диаметром d.
Кроме того, по периферии перемычки, из-за того, что она перемещается относительно основного металла, возникают микротрещины, которые дополнительно снижают усилие пробивки.
Пример. Для получения отверстий при штамповке гзек М22 из стали 10, 15 и 20 разница эысот оформляющих частей последнего и предыдущего пуансонов на операциях формирования углублений равна 0,03-0,05 диаметра готового отверстия. Экспериментальным путем установлено, что если разница меньше 0,03 диаметра отверстия, то концентратор напряжения с недостаточный, а следовательно, усилие отделения перемычки уменьшается незначительно. При увеличении этой разницы более 0,05 диаметра получаемого отверстия, по
образующей отверстия возникают трещины, ухудшающие качество отверстия, а так как для гаек необходима высокая чистота поверхности отверстий под резьбу, то выбран предел величины смещения перемычки 0,03 - 0,05 диаметра отверстия, что позволяет получить чистоту поверхности отверстия не ниже 12,5.
Использование предлагаемого способа обеспечивает повышение стойкости деформирующего инструмента, так как он не имеет тонкого кольцевого выступа для формирования канавки в перемычке заготовки, а также обеспечивает повышение производительности благодаря тому, что канавка
формируется на последней стадии прошивки отверстия, т. е. не требуется отдельной операции формирования канавки. Формула изобретения
1.Способ получения отверстий в заго- товках деталей преимущественно типа втулок и гаек, заключающийся в постадийной прошивке прошивными пуансонами соос- ных углублений двусторонним выдавливанием в заготовке с образованием перемычки,
формировании кольцевой канавки по периферии перемычки и последующей пробивке перемычки, отличающийся тем, что, с целью повышения стойкости деформирующего инструмента и производительности,
формирование кольцевой канавки по периферии перемычки осуществляют на последней стадии прошивки путем смещения центральной части перемычки одним из прошивных пуансонов в пространство между перемычкой и торцом противоположного пуансона,
2,Способ поп, 1, отличающийся тем, что смещение центральной части перемычки осуществляют на величину (0,030,05)d, где d - диаметр готового отёерстия после пробивки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий в деталях | 1984 |
|
SU1222388A1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1994 |
|
RU2074049C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Инструмент для изготовления изделий типа заготовок гаек | 1992 |
|
SU1811431A3 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей с отверстиями. Цель изобретения - повышение стойкости деформирующего инструмента и производительности. В заготовке детали осуществляют постадийную прошивку отверстия путем двустороннего выдавливания встречными пуансонами соосных углублений с перемычкой: На последней стадии прошивки за счет использования укороченного противопуансона сдвигают прошивным пуансоном сформированную перемычку вдоль оси углублений. Происходит свободное выпучивание поверхности перемычки в сторону противопуансона, благодаря чему по периферии перемычки образуется острая кольцевая канавка. При последующей пробивке она выполняет роль концентратора напряжений. Специального инструмента и отдельной операции для формообразования этой канавки не требуется. 1 з. п. ф-лы, 4 ил. сл с
Фиг.1
Фиг.З
Фиг. 2
/
Фиг.4
| Способ получения отверстий в деталях | 1984 |
|
SU1222388A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
