Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для горячей объемной штамповки.
Цель изобретения - повышение надежности и долговечности штампа.
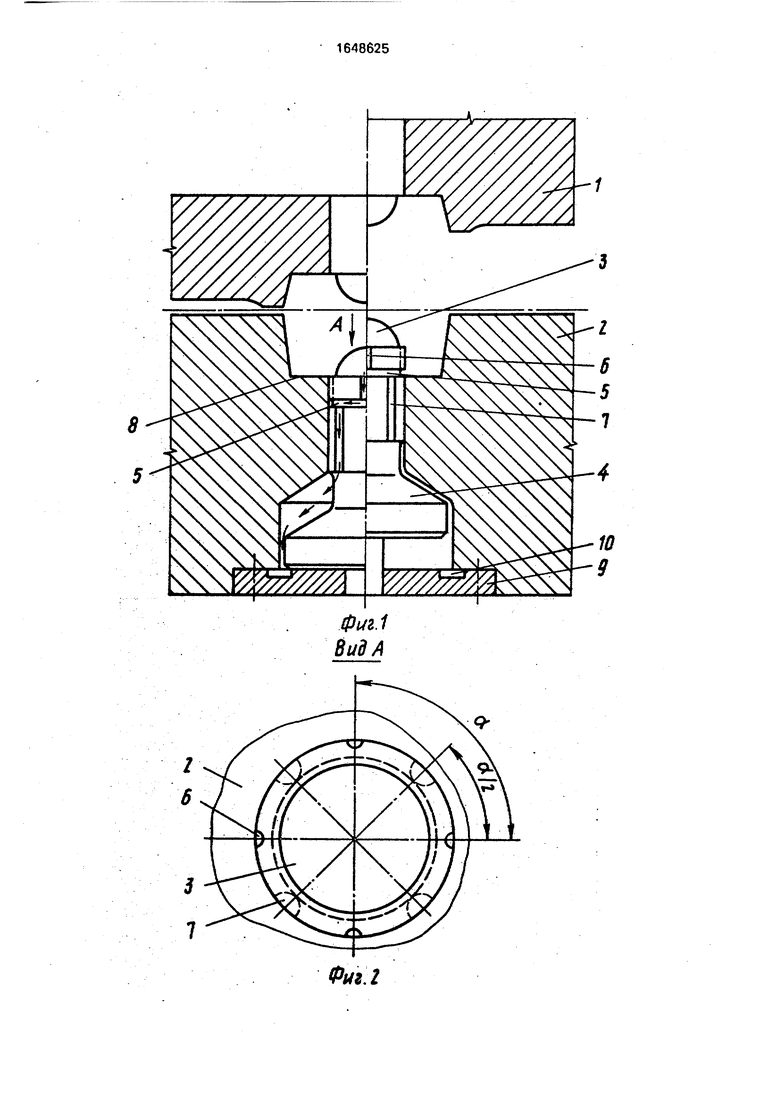
На фиг. 1 показан штамп, общий вид; на фиг. 2 - вид А на фиг. 1.
Штамп для горячей объемной штамповки включает смонтированные на соответствующих плитах (не показаны) верхнюю 1 и нижнюю 2 вставки с ручьевыми полостями в каждой из них. В нижней вставке смонтирован выталкиватель 3, имеющий фланцевое основание 4. На боковой поверхности выталкивателя 3 выполнены кольцевая канавка 5, равномерно расположенные продольные газоотводящие каналы 6, а также продольные шламоотводящие каналы 7, равномерно расположенные по окружности боковой поверхности выталкивателя 3. Число шламоотводящих каналов 7 равно числу газоотводящих каналов 6 Однако каждый шламоотводящий канал расположен между двумя смежными газоотводящими каналами на равных от них расстояниях. Шламоотводящие каналы имеют большие размеры поперечных сечений, чем газоотводящие каналы, с тем чтобы обеспечить свободное прохождение по каналам частиц шлама небольших размеров.
Нижняя кромка кольцевой канавки 5 расположена при утопленном выталкивателе 3 на расстоянии от дна 8 полости ручья штампа, равном величине рабочего хода выталкивателя 3. Под фланцевым основанием выталкивателя размещено опорное кольцо 9, на обращенной к этому основанию поверхности которого выполнен карман для сбора шлама в виде кольцевой проточки 10, которая расположена в зоне наружного диамето
00 Os N СЛ
pa фланцевого основания 4 выталкивателя 3.
В работающем штампе удаление твердых частиц смазки и окалины с сопрягаемых поверхностей вставки 2 и выталкивателя 3 происходит следующим образом.
При перемещении выталкивателя 3 вверх на величину рабочего хода нижняя кромка кольцевой канавки 5 совпадает с уровнем дна 8 полости штамповой вставки 2. При обратном ходе выталкивателя верхняя кромка кольцевой канавки снимает шлам с сопрягаемой поверхности отверстия вставки 2, собирая его в канавке 5. Образующиеся при штамповке следующей поковки газы под давлением поступают через газо- отводящие каналы б в кольцевую канавку 5, в ее зону между шламоотво дящими каналами 7, Потоки газов из каналов 6 разделяются в кольцевой канавке и встречаются с встречными потоками из соседних каналов 6 на входе каналов 7. При этом происходят захват потоками газа твердых частиц шлама из кольцевой канавки и транспортировка их по шламоотводным каналам 7 в кольцевую проточку 10 опорного кольца 9. Удаление, накопленного шлама из проточки 10 производят при замене нижней штамповой вставки 2.
Расположение шламоотводящих каналов 7 между газоотводящими каналами 6 обеспечивает оптимальные условия распределения газовых потоков в кольцевой канавке 5. При несимметричном расположении каналов 7 относительно газоотводящих каналов 6 возникают застойные зоны ни удлиненных участках кольцевой канавки 5, где не происходит удаление шлама.
Пример выполнения штампа.
Опробован штамп для горячей объемной штамповки на кривошипном горячеш- тамповочном прессе усилием 4000 т. с. для изготовления поковок на дет. буровая коронка. В нижней вставке штампа, размеры которой 340x400x285 мм, выполнено центральное отверстие ф 60 мм, в котором установлен выталкиватель поковок высотой 130 мм. Сопрягаемые поверхности выталкивателя и отверстия выполнены с допускаемыми по одиннадцатому квалитету 60 Н 11/11. На выталкивателе выполнены кольцевая канавка шириной 8 мм на расстоянии 20 мм от его рабочего торца и четыре газоотводящих канала шириной 3 мм. Ниже кольцевой канавки на поверхности выталкивателя расположены шламоотводящие каналы шириной 8 мм, которые смещены относительно газоотводящих каналов на 45°. Выталкиватель
опирается на опорное кольцо ф 140 мм и высотой 25 мм, в котором выполнен карман в виде кольцевого паза 20x10 мм на расстоянии 40 мм от центра.
Выполнение на выталкивателе штампа кольцевой канавки и газошламоотводящих каналов позволяет производить удаление шлама посредством выделяющихся при штамповке газов с сопрягаемых поверхностей выталкивателя и нижней вставки штам- па, что снижает абразивное действие спекшихся частиц смазки и окалины на концевые элементы гравюры штампа, которое способствует развитию разгарных трещин.
В результате повышаются стойкость штампа и надежность его работы. В конкретном примере штампа для поковок типа буровая коронка повышение стойкости по сравнению с известными штампами составляет в среднем 10%.
Формула изобретения
1.Штамп для горячей объемной штамповки, содержащий смонтированные на соответствующих плитах верхнюю и нижнюю штамповые вставки с ручьевыми полостями, в последней из которых смонтирован выталкиватель с кольцевой канавкой для сбора шлама на боковой поверхности, фланцевым
основанием с продольными шламоотводя- щими каналами, а также размещенное под фланцевым основанием выталкивателя опорное кольцо, отличающийся тем, что, с целью повышения долговечности и
надежности, нижняя кромка кольцевой канавки выталкивателя отстоит от поверхности дна полости ручья нижней вставки на расстоянии, равном величине рабочего хода выталкивателя, на боковой поверхности выталкивателя от кольцевой канавки до его рабочего торца равномерно по окружности выполнены продольные гаэоотводящие каналы, а от упомянутой канавки до начала фланцевого основанияЧакже равномерно
по окружности выполнены продольные шламоотводящие каналы, при этом каждый шламоотводящий канал расположен между смежными газоотводящими каналами на равных от них расстояниях, а площадь поперечного сечения шламоотводящего канала больше площади поперечного сечения газо- отводящего канала.
2,Штамп по п. 1,отличающийся тем, что карман для сбора шлама выполнен
в виде кольцевой проточки на обращенной к фланцевому основанию выталкивателя поверхности опорного кольца в зоне наибольшего диаметра фланцевого основания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| Матричный узел к штампам для объемной штамповки | 1982 |
|
SU1158275A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
Изобретение относится к обработке металлов давлением, в частности к конструкциям титанов для горячей объемной штамповки. Цель изобретения - повышение надежности и долговечности штампа. На боковой поверхности выталкивателя нижней вставки штампа выполнена кольцевая канавка для сбора шлама. От этой кольцевой канавки к рабочему торцу выталкивателя выполнены продольные газоотродящие каналы, а к фланцевому основанию выталкивателя - такое же число шламоотводящих каналов Благодаря тому, что шламоотводящие каналы имеют большее поперечное сечение, чем газоотводящие, и расположены со смещением в окружном направлении на половину центрального угла между газоот- водящими каналами, шлам имеет возможность перемещаться от потоков газа и собираться в специальный карман. Этому способствует также то. что нижняя кромка кольцевого канала расположена на расстоянии от рабочего торца выталкивателя, равном величине хода выталкивателя 1 з п. ф-лы, 2 ил. сл с
Ј
гпф
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| Ручной ткацкий станок | 1923 |
|
SU821A1 |
