Изобретение относится к обработке металлов давлением, в частности к отделочно- упрочняющей обработке алмазным выглаживанием, и может быть использовано при изготовлении С-образных прокладок уплотнительных узлов.
Целью изобретения является повышение надежности работы прокладки в уплот- нительном узле за счет увеличения контактного давления,
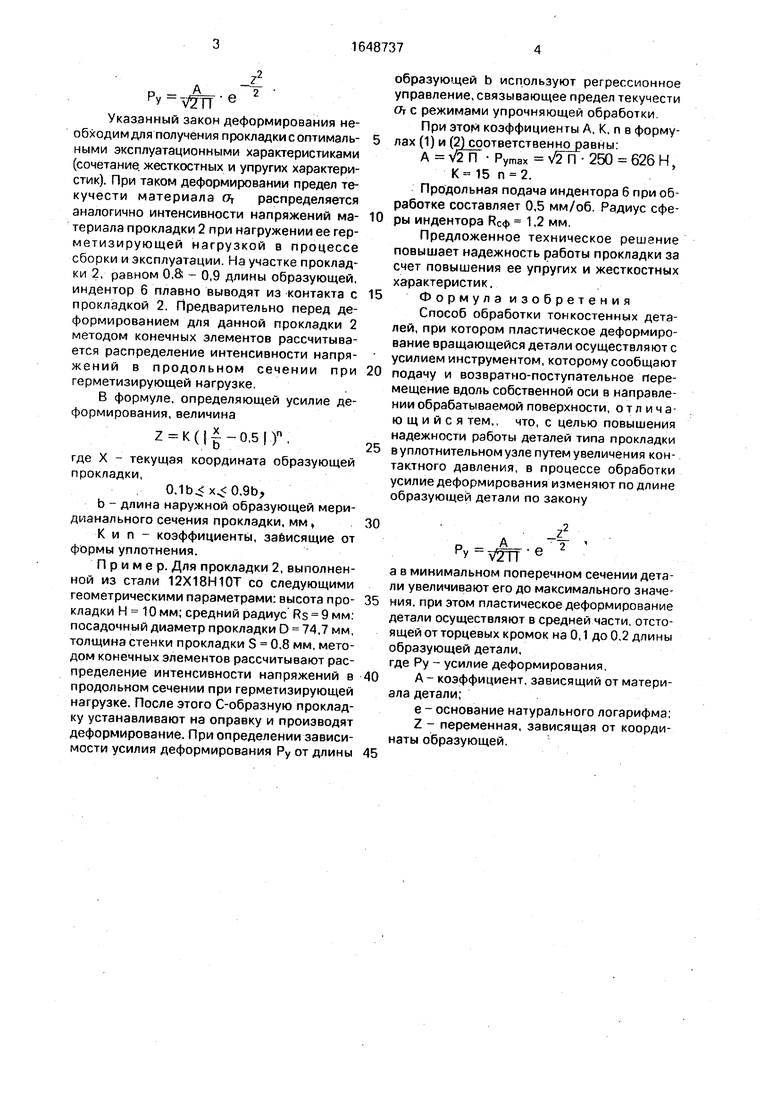
На фиг. 1 представлена схема устройства для алмазного выглаживания С-образных уплотнений; на фиг. 2 - распределение интенсивности напряжений (а) и усилие дефор- мирования (б) по длине образующей прокладка
Устройство для реализации предложенного способа выполнена в виде оправки, содержащей сменные вкладыши 1, рабочая
поверхность которых эквидистантна части обрабатываемой С-обрэзной прокладки 2, устанавливаемой на эти вкладыши 1 В конструкцию оправки входят также зажимы 3, подпружиненные относительно вкладышей и установленные с возможностью перемеще ния относительно корпуса 4 при помоцп зй- ки 5 Алмазный инден ор 6 смонтирован с возможностью продольного и поперечною перемещения относительно оправки с закрепленной на ней прокладкой 2
о
00 ч|
00
vl
Способ реализуется следующим образом.
Алмазный индентор 6 плавно вводят в контакт с прокладкой 2 на участке, отстоящем от ее торца на величину, равную 0,1,„,0 2 длины образующей с силой Ру и затем осуществляют деформирование по закону
Z
Py vЈfTe 2 Указанный закон деформирования необходим для получения прокладки с оптимальными эксплуатационными характеристиками (сочетание, жесткостных и упругих характеристик). При таком деформировании предел текучести материала Or распределяется аналогично интенсивности напряжений материала прокладки 2 при нагружении ее герметизирующей нагрузкой в процессе сборки и эксплуатации. На участке прокладки 2, равном 0,8; - 0,9 длины образующей, индентор б плавно выводят из контакта с прокладкой 2. Предварительно перед деформированием для данной прокладки 2 методом конечных элементов рассчитывается распределение интенсивности напряжений в продольном сечении при герметизирующей нагрузке,
В формуле, определяющей усилие деформирования, величина
Z K(|Ј-0,5|)n,
где X - текущая координата образующей прокладки,
0,,9Ь,
b - длина наружной образующей мери- дианального сечения прокладки, мм
Кип- коэффициенты, зависящие от формы уплотнения.
Пример. Для прокладки 2, выполненной из стали 12Х18Н10Т со следующими геометрическими параметрами: высота прокладки Н 10мм; средний радиус Rs 9 мм: посадочный диаметр прокладки D 74,7 мм, толщина стенки прокладки S 0,8 мм, методом конечных элементов рассчитывают распределение интенсивности напряжений в продольном сечении при герметизирующей нагрузке. После этого С-образную прокладку устанавливают на оправку и производят деформирование. При определении зависимости усилия деформирования Ру от длины
образующей b используют регрессионное управление, связывающее предел текучести От с режимами упрочняющей обработки
При этом коэффициенты А, К. п в форму- лах (1) и (2J соответственно равны:
А ЈТГ Рутах 250 626 Н,
К 15 п 2.
Продольная подача индентора 6 при обработке составляет 0,5 мм/об. Радиус сферы индентора Рсф 1,2 мм.
Предложенное техническое решение повышает надежность работы прокладки за счет повышения ее упругих и жесткостных характеристик.
Формула изобретения
Способ обработки тонкостенных деталей, при котором пластическое деформирование вращающейся детали осуществляют с усилием инструментом, которому сообщают
подачу и возвратно-поступательное перемещение вдоль собственной оси в направлении обрабатываемой поверхности, отличающийся тем,, что, с целью повышения надежности работы деталей типа прокладки
в уплотнительном узле путем увеличения контактного давления, в процессе обработки усилие деформирования изменяют по длине образующей детали по закону
-Ј
2
а в минимальном поперечном сечении детали увеличивают его до максимального значения, при этом пластическое деформирование детали осуществляют в средней части, отстоящей от торцевых кромок на 0,1 до 0.2 длины образующей детали, где Ру - усилие деформирования,
А - коэффициент, зависящий от материала детали;
е - основание натурального логарифма; Z - переменная, зависящая от координаты образующей.
/2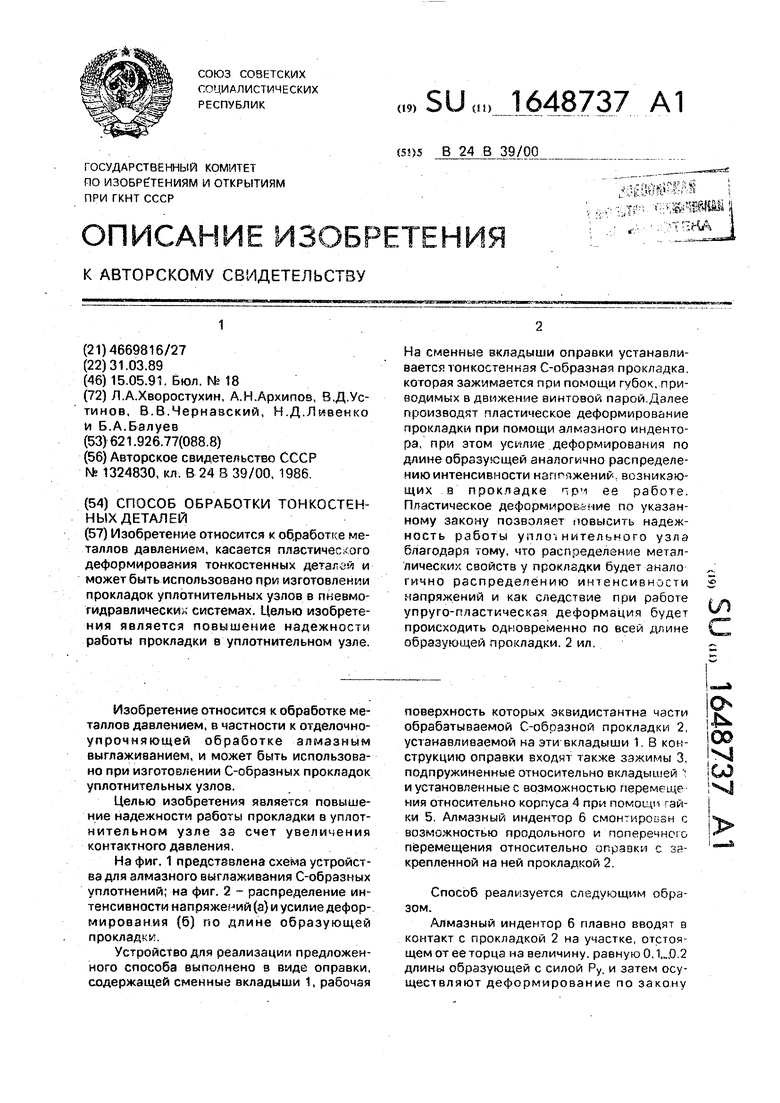
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сферы поверхностным пластическим деформированием | 1990 |
|
SU1726218A1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1986 |
|
SU1324830A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| СПОСОБ НАНОСТРУКТУРИРУЮЩЕГО УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2011 |
|
RU2460628C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ОСНОВОЙ | 2016 |
|
RU2624616C1 |
| СПОСОБ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2067519C1 |
| Способ термомеханической обработки поршневых колец из легированного чугуна | 1985 |
|
SU1299773A1 |
| Способ алмазного выглаживания | 1983 |
|
SU1155430A1 |
| Устройство для чистовой обработки отверстий | 1989 |
|
SU1646814A1 |
Изобретение относится к обработке металлов давлением, касается пластического деформирования тонкостенных деталям и может быть использовано при изготовлении прокладок уплотнительных узлов в пневмо- гидравлическил системах. Целью изобретения является повышение надежности работы прокладки в уплотнительном узле. На сменные вкладыши оправки устанавливается тонкостенная С-образная прокладка которая зажимается при помощи n/бок, приводимых в движение винтовой парой Далее производят пластическое деформирование прокладки при помощи алмазного инденто- ра, при этом усилие деформирования по длине образующей аналогично распределению интенсивности напряжений возникающих в прокпадке грм ее работе Пластическое деформироь -мие по указанному закону позволяет повысить надежность работы упло.нительного узла благодаря тому, что распределение металлических свойств у прокладки будет знало гично распределению интенсивности напряжений и как следствие при работе упруго-пластическая деформация будет происходить одновременно по всей длине образующей прокладки. 2 ил (Л
| Способ обработки деталей поверхностным пластическим деформированием | 1986 |
|
SU1324830A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
