Изобретение относится к машиностроению, а именно к механической обработке деталей методами поверхностного пластического деформирования. Цель изобретения - улучшение качества обработки путем уменьшения поверхностного точения металла на кромках детали. На фиг. 1 изображена схема положения инструмента в моменты касания края детали и выхода его на обрабатываемую поверхность; на фиг. 2 - эпюра изменения усилия на инструмент при перемещении его от момента касания кромки детали до выхода на обрабатываемую поверхность. Способ осуществляют следующим образом. Перед началом работы устанавливают на выглаживающем приспособлении усилие обработки Р , равное 25-30% от значения Р обработки средней части детали при заданном радиусе рабочей части инструмента. Обрабатываемую деталь 1 закрепляют в шпинделе станка и сообщают ей вращательное движение. Устанавливают выглаживающий инструмент 2 на размер обработки D с учетом заданного натяг b и подводят к детали до соприкосновения рабочей части инструмента с кромкой 3 детали. При этом ось 4 инструмента располагается на расстоянии / от кромки детали. Затем включают продольную подачу S и одновременно начинают монотонно увеличивать усилие выглаживания, доводя его на расстоянии L от кромки детали до значения Р, при этом L определяют из выражений E y2kb-b2; / +У2/ 6-6 ; где R - радиус рабочей части инструмента; заданное усилие обработки; диаметр обрабатываемой поверхности;ЯУ- твердость поверхности по Виккерсу; b - натяг обработки. Величину L контролируют по лимбу продольного суппорта станка. При дальнейшем выглаживании пятно контакта удаляется от кромки и перемещается вдоль образующей поверхности детали. Выглаживание производится при постоянном усилии Р на требуемую длину обработки, после чего инструмент отводят от детали, останавливают станок и снимают деталь. Изменение усилия может осуществляться как по линейному закону, так и по более сложной зависимости, но с условием монотонности возрастания. Пример. Алмазное выглаживание цилиндрической поверхности плунжера. Материал детали сталь 40Х закаленная (ЯУ400), диаметр 22 мм, длина 50 мм, требуемая шероховатость аО, 16 мкм. Выглаживание производят после щлифования (,5 мкм) взамен абразивного полирования. Обработку осуществляют в центрах токарно-винторезного станка мод. 16К,20 с использованием пружинной оправки, оснащенной выглаживателем со сферической рабочей частью алмаза радиусом 2,5 мм. Усилие выглаживания составляет 12 кгс при подаче 0,04 мм/об. Усилие на кромках устанавливают 25%, т. е. 3,0 кгс. Частота враиления детали 100 об/мин, натяг обработки 0,03 мм. После включения вращения детали касание инструмента и кромки детали происходит в момент, когда ось инструмента находится на расстоянии 0,4 мм от кромки. После этого плавно увеличивают усилие и при перемещении оси инструмента на расстоянии 1,1 мм от кромки устанавливают его равным 12 кгс. После выглаживания шероховатость поверхности плунжера около кромки составляет ,16 мкм, на остальной длине ,10...€, 12 мкм. Величина наплыва на кромке не превышает допустимого значения мкм. Применение предлагаемого способа обработки позволяет повысить качество обработки детали путем уменьшения поверхностного течения металла на краях обрабатываемой поверхности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU625911A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2011 |
|
RU2482953C1 |
| Устройство для алмазного выгла-жиВАНия | 1979 |
|
SU806383A2 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1423361A1 |
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ВЫГЛАЖИВАЮЩЕГО ИНСТРУМЕНТА НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 2004 |
|
RU2257286C1 |
| Способ отделочно-упрочняющей обработки поверхности деталей из стали аустенитного класса | 1977 |
|
SU1124044A1 |
СПОСОБ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ, при котором инструмент прижимают к обрабатываемой поверхности заданным усилием при относительном перемещении инструмента и детали, отличающийся тем, что, с целью повышения качества обработки деталей, с острыми кромками за счет выравнивания контактных Фиг.1 напряжений по всей длине детали, усилие выглаживания предварительно выбирают равным 25-30% от заданного значения, а затем по мере перемещения инструмента вдоль детали усилие монотонно увеличивают, доводя его на расстоянии L до заданного значения, при этом L определяют из выражения ь-Уд -1н--Др- ру) , где радиус рабочей части инструмента; Р - заданное усилие обработки; X) - диаметр обрабатываемой поверхности; HY- твердость поверхности по Виккерсу; b - натяг обработки.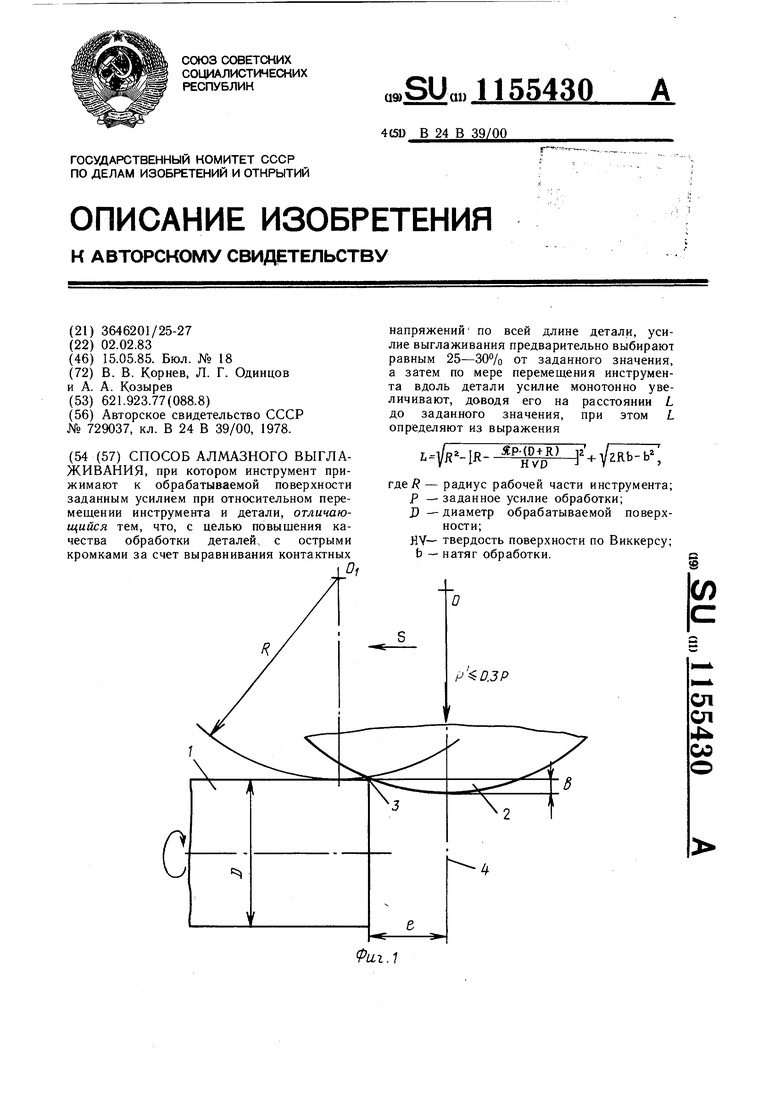
| Устройство для алмазного выглаживания | 1978 |
|
SU729037A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
