Изобретение относится к обработке металлов давлением, в частности к отделочно-упрочняющей обработке гшмазным выглаживанием, и может быть использовано при отделочно-упрочняющей обработке ответственных поверхностей деталей машин.
Цель изобретения - повышение качества обработки деталей типа колец за счет исключения проскальзывания . инструмента относительно обрабатываемой поверхности.
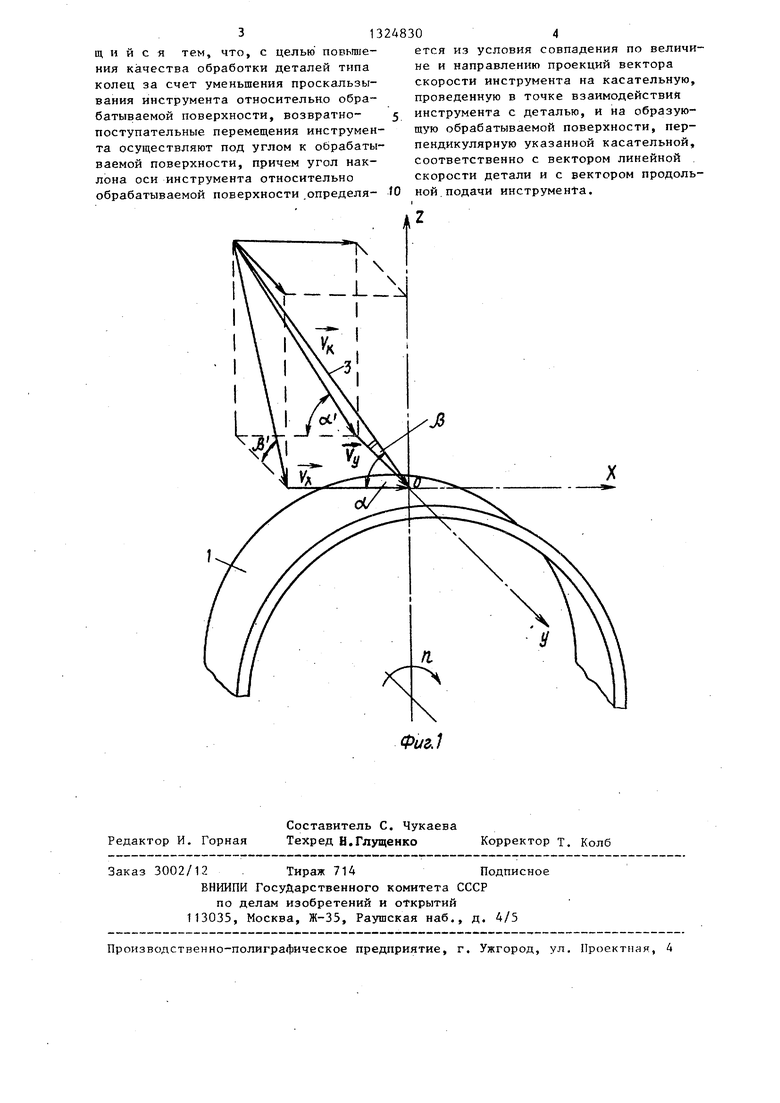
На фиг. 1 изображена схема, показывающая момент взаимодействия рабочеекциями угла сб на плоскость XOZ (или на плоскость, параллельную ей) и угла В на плоскость YOZ (или на плоскость, параллельную ей).
Углы d п в определяются по зави.симостям
гЛ
arccos
Vv
10
i R arccos
4V -V 2 M X
П p и M e p. Деталь, представляющую из себя тонкостенную трубу S 42х го инструмента с обрабатываемой де- 5 х1,00 мм из стали, устанавливают на талью и разложение вектора скорости оправку и задают ей.вращение с п инструмента в момент удара; на фиг.2- 1,2,5 об/мин, что соответствует ско- устройство для реализации предлагаемого способа.
рости.вращения детали v 27,49 мм/с.
Продольная подача при этом ,2 мм/об,
Обрабатываемую деталь 1 закрепляют на оправке устройства, содержащего корпус 2, установленный с возможностью перемещения относительно детали 1, инструмент 3, смонтированный в сферической кинематической паре 4 с воз- мсжностью возвратно-поступательного перемещения относительно нее, и механизм 5 перемещения инструмента 3 требуемое положение (координатный механизм).
При виброударной обработке деталей для получения з.аданного рельефа, как правило, задается соотношение между
fDn
)
скоростью вращения детали (v .. , ллл
ц bU lUuU
числом ударов (двойных ходов) инструмента (Нд51,.у) , величиной продольной подачи (S) и скоростью инструмента в момент удара (, определяющей его кинетическую энергию. Однако для устранения вероятности образования., остаточных касательных напряжений необходимо уменьшить проскальзывание инструмента 3 относительно поверхности вращающейся детали 1. Для реализации этого условия необходимо, чтобы угол между вектором скорости инструмента v и осью X, совпадающей с указанной касательной, равнялся вёличи
не
arccos
а угол между вектором скорости инструмента и осью У, совпадающей с направлением подачи
равнялся LR--arcos -- Vu
Для удобства измерения углов на практике пользуются углами е( и в , которые являются соответственно проекциями угла сб на плоскость XOZ (или на плоскость, параллельную ей) и угла В на плоскость YOZ (или на плоскость, параллельную ей).
Углы d п в определяются по зави.симостям
гЛ
arccos
Vv
i R arccos
4V -V 2 M X
П p и M e p. Деталь, представляющую из себя тонкостенную трубу S 42х 5 х1,00 мм из стали, устанавливают на оправку и задают ей.вращение с п 1,2,5 об/мин, что соответствует ско-
рости.вращения детали v 27,49 мм/с.
20 2530
35
40
45
50
55
Продольная подача при этом ,2 мм/об,
S
что соответствует v - 0,25 мм/с.
Число двойных ходов Ндц инструмента 3 в устройстве 1374 дв.х/мин, при этом скорость инструмента в момент удара v 462 мм/с.
Таким образом, исходя из условия исключения возможности появления касательных напряжений и значений указанных параметров устройства, ось инструмента, совпадающую с вектором скорости инструмента, располагают по отношению к обрабатываемой поверхности так, что Lci 86°35 и/в - .
После установки инструментов под углами d и в производится виброударное поверхностное пластическое деформирование. Последующие измерения показывают на отсутствие скручивающей и осевой деформаций концов деталей после разрезки,, что свидетельствует об отсутствии наведения остаточных касательных напряжений в процессе обработки.
Предлагаемое техническое решение позволяет повысить качество получаемых деталей.
Формула изобретения
Способ обработки деталей поверхностным пластическим деформированием, при котором осуществляют пластическое деформирование вращающейся детали инструментом, совершаюш;им вдоль собственной оси возвратно-поступательные перемещения в направлении обрабатываемой поверхности с сообщением ему продольной подачи, отличающ и и с я тем, что, с целью повьпие- ния качества обработки деталей типа колец за счет уменьшения проскальзывания инструмента относительно обрабатываемой поверхности, возвратно- поступательные перемещения инструмента осуществляют под углом к обрабатываемой поверхности, причем угол наклона оси инструмента относительно обрабатываемой поверхности .определя-
ется из условия совпадения по величине и направлению проекций вектора скорости инструмента на касательную, проведенную в точке взаимодействия инструмента с деталью, и на образующую обрабатываемой поверхности, перпендикулярную указанной касательной, соответственно с вектором линейной , скорости детали и с вектором продольной, подачи инcтpyмeнta.
Редактор И. Горная
Составитель С. Чукаева
Техред Н.Глущенко Корректор т. Колб
Заказ 3002/12 Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи,1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2341364C2 |
| Способ выглаживания деталей | 1990 |
|
SU1752529A1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Устройство для алмазного выглаживания | 1983 |
|
SU1235705A1 |
| Способ обработки сферы поверхностным пластическим деформированием | 1990 |
|
SU1726218A1 |
| Способ обработки тонкостенных деталей | 1989 |
|
SU1648737A1 |
| Способ алмазного выглаживания | 1974 |
|
SU513838A1 |
| Способ центробежно-планетарной обработки рабочим агентом | 1979 |
|
SU921828A1 |
Изобретение относится к обработке металлов давлением, в частности к отделочно-упрочняющей обработке алмазным выглаживанием. Целью изобретения является повышение качества получаемых деталей путем исключения проскальзывания инструмента относительно обрабатываемой поверхности. Обрабатываемую деталь 1 закрепляют на оправке. Приводят деталь во вращательное движение. Ось обрабатываемого инструмента 3 располагают так, что проекция rj, вектора скорости инструмента на касательную, проведенную в точке взаимодействия инструмента с деталью, и на образующую цилиндрической поверхности, совпадает по величине и направлению соответственно с вектором линейной скорости детали и с вектором продольной подачи инструмента. Корпус 2 устройства с закрепленными в нем инструментами перемещается вдоль оси обрабатываемой детали. Расположение инструментов под углом, определенным из условия исключения проскальзывания инструмента относительно поверхности вращающейся детали, позволяет устранить вероятность наведения остаточных касательных напряжений в процессе обработки. 2 ил. с S (Л с 
| Устройство для наклепа деталей | 1973 |
|
SU460174A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
