пленки 10. Между трафаретами 6 и 7 размещена шторка, выполненная в виде ряда пластин 11, расположенных с двух боковых сторон каждого ряда окон В трафаретов 6 м 7 и связанных с приводом их перемещения.
Привод перемещения пластин 11 содержит установленные с возможностью перемещения в пазах 12 нижнего трафарета 7 две пары тяг 13, подпружиненные одним концом пружинами 14 и 15 к упорам 16 и 17, расположенным на противоположных сторонах трафарета, а также поворотные в направлении перемещения тяг 13 скобы 18 и 19 с фиксаторами (не показаны), установленные на жестко связанном с нижним трафаретом 7 кронштейне (не показан). Скоба 18 расположена с одной стороны трафаретов и связана проходящими через обводной валик 20 гибкими лентами 21 со свободными концами одной пары подпружиненных тяг 13, а скоба 19 расположена с другой стороны трафаретов и связана проходящими через обводной валик 22 гибкими лентами 23 со свободными концами другой пары подпружиненных тяг 13. При этом скобы 18 и 19 кинематически связаны между собой посредством жесткого элемента 24. Тяги 13 выполнены П-образной формы и жестко связаны с пластинами 11. Каждая пара тяг 13 жестко связана с пластинами 11, расположенными со стороны скобы (18 и 19), соединяющей эту пару тяг. В местах, где тяги 13 не связаны с пластинами 11, между ними образован зазор, необходимый для беспрепятственного перемещения тяг 13.
Кассета соединена с приспособлением (не показано), перемещающим ее и изделия 25 с загрузочного стола 2 на упаковочный стол 4. Над упаковочным столом 4 расположены зажимное приспособление 26 для удержания верхней пленки 27 и нагреватель 28.
Устройство работает следующим образом.
На загрузочном столе 2 на листе эластичного материала 3, например резины, укладывают кусок пленки 10, вырезанной предварительно по формату упаковочного стола 4. Затем на загрузочный стол 2 посредством приспособления, выполненного в виде манипулятора (не показано), опускают кассету, содержащую верхний 6 и ниж- ний 7 трафареты. Происходит перфорирование пленки 10 иглами 9. Поворачивая скобу 18 против часовой стрелки, смещают ее с фиксатора (не показан), скоба 19 посредством элемента 24 поворачивается по часовой стрелке, что ослабляет натяжение лент 23 и 21. а пружины 14 и 15 перемещают тяги 13 до упоров 16 и 17. Жестко связанные с тягами 13 пластины 11 перекрывают окна 8 трафарета 6 снизу. Затем в окна верхнего трафарета 6 загружают пакуемые изделия 26. После окончания рас- кладки изделий 25 кассету вместе с пленкой
10,которая удерживается на иглах 9 за счет сил трения, перемещают на упаковочный стол 4, находящийся в верхнем положении. Поворачивая скобу 18 вместе с лентой 21 по
0 часовой стрелке до фиксатора (не показан), одновременно посредством элемента 24 поворачивают скобу 19 против часовой стрелки вместе с лентой 23. Связанные с лентами 21 и 23 тяги 13, преодолевая усилия пружин
5 14 и 15, перемещаются вместе с пластинами
11,которые смещаются под поперечные перемычки между окнами верхнего трафарета 6. При этом упаковываемые изделия 25 под действием сил тяжести опускаются на упа0 ковочный стол 4 через окна 8 нижнего трафарета 7, снимая пленку 10 с игл 9. Затем кассету возвращают на загрузочный стол 2, предварительно поместив туда кусок пленки 10. Упаковочный стол 4 вместе с лежащей
5 на нем пленкой 10 и упаковываемыми изделиями 25 опускают. Над ними протягивают пленку 27, которую зажимают приспособлением 26. После этого подводится нагреватель 28, который разогревает пленку 27. При
0 достижении пленки вязко-текучего состояния упаковочный стол 4 поднимают и пленка 27 облегает упаковываемые изделия 25. Включают вакуумирование, и воздух отсасывается из-под пленки 27 через отверстия
5 в упаковочном столе 4 и в пленке 10.
В ходе процесса вакуумирования происходит схлопывание пленок в промежутках между упаковываемыми изделиями, в результате чего пленки 10 и 27 свариваются.
0 При этом отверстия в пленке 10 от игл 9 завариваются и отрицательного влияния на герметичность не оказывают. По окончании вакуумирования открывают зажимное приспособление 26 и производят отрезку паке5 та упаковываемых изделий, а затем его извлечение с упаковочного стола 4.
Для сокращения времени цикла упаковывания изделий во время нагрева пленки и вакуумирования на столе 2 производят рас0 кладку очередной партии упаковываемых изделий 25 в кассету и перфорирование нижней пленки.
Предлагаемая конструкция обеспечивает одновременное перекрытие всех окон
5 трафаретов перед загрузкой изделий в кассету и одновременное раскрытие всех окон при выгрузке пакуемых изделий на упаковочный стол. Причем раскрытие и закрытие окон осуществляется при незначительном поперечном перемещении каждой
из пластин составной шторки. Указанные факторы позволяют сократить вспомогательное время, а следовательно, повысить производительность устройства. Кроме того, сокращение времени на загрузку и выгрузку изделий приводит к уменьшению времени, необходимого для питания нагревателей пленки из-за инерционности в нерабочем состоянии, в результате чего сокращается непроизводительная потеря электроэнергии.
Формула изобретения Устройство для упаковывания изделий в пленку, содержащее смонтированные на корпусе загрузочный и упаковочный столы, вакуумную камеру, кассету, включающую верхний и нижний сменные трафареты с рядами окон, нижний из которых оснащен иглами, размещенную между трафаретами
шторку и привод ее перемещения, отличающееся тем, что, с целью повышения производительности и снижения энергоемкости, шторка образована рядом пластин, расположенных с двух боковых сторон каждого ряда окон трафаретов, на нижнем трафарете выполнены пазы, а привод включает две паря тяг, расположенные в пазах нижнего трафарета, и кинематически связанные между собой скобы.
смонтированные с противоположных сторон кассеты с возможностью поворота в направлении перемещения тяг, при этом каждая тяга подпружинена одним концом, а каждая пара тяг свободными концами посредством гибкой связи соединена с одной из скоб и жестко связана с пластинами, расположенными со стороны соединения скобы с тягами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания изделий в пленку | 1985 |
|
SU1316911A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1988 |
|
SU1570946A1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2010 |
|
RU2516134C2 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1659301A1 |
| Устройство для упаковывания плоских изделий | 1984 |
|
SU1274958A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1989 |
|
SU1768457A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для упаковывания изделий в термопластичный материал | 1990 |
|
SU1747314A1 |
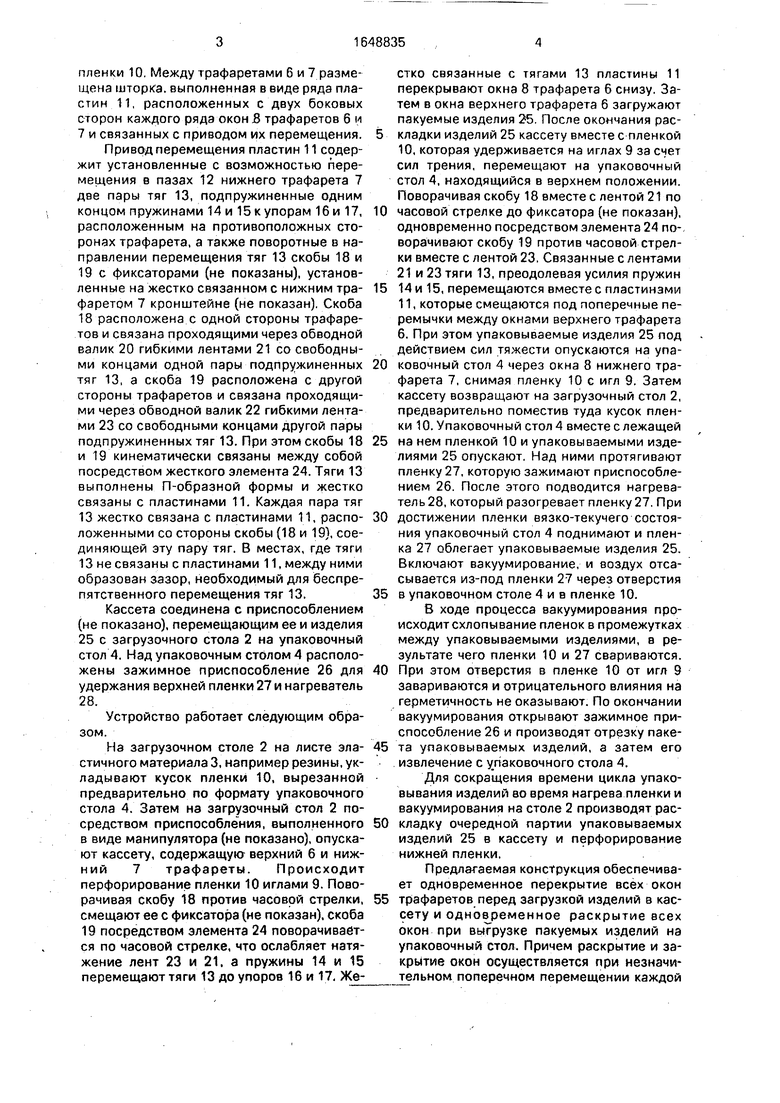
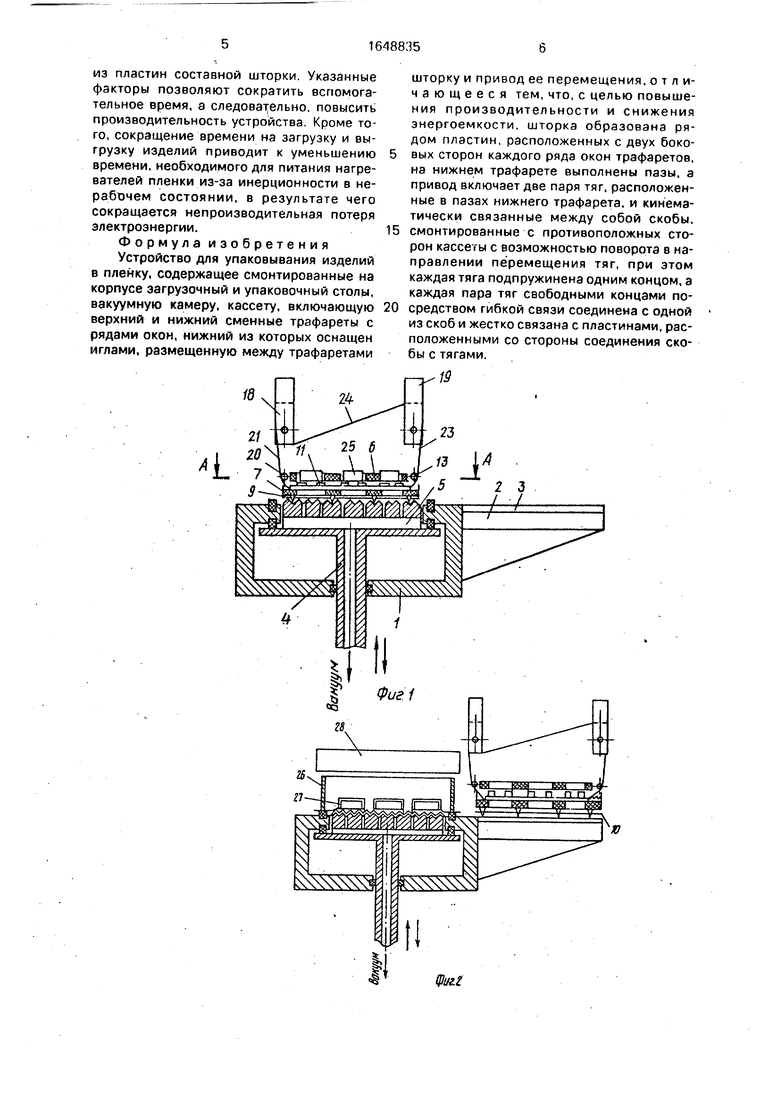
Изобретение относится к технике упаковывания изделий в термопластическую пленку и может быть использовано в пищевой, приборостроительной, машиностроительной и других отраслях промышленности. Целью изобретения является повышение производительности и снижение энергоемкости. Устройство содержит корпус 1, на котором закреплены загрузочный и упаковочный столы 2 и 4, вакуумная камера 5. Устройство включает кассету, содержащую сменные верхний и нижний трафареты 6 и 7. С помощью игл 9 для перфорирования производится перфорирование нижней пленки. Между трафаретами 6 и 7 размещена шторка, выполненная в виде ряда пластин 11, Изобретение относится к технике упаковывания изделий в термопластическую пленку и может быть использовано в пищевой, приборостроительной, машиностроительной и других отраслях промышленности. Целью изобретения является повышение производительности и снижение энергоемкости. На фиг.1 изображено предлагаемое устройство для упаковывания изделий в пленку в момент, когда кассета с упаковываемыми изделиями и нижней пленкой находится на расположенных с двух боковых сторон каждого ряда окон трафаретов 6 и 7 и связанных с приводом их перемещения. Последний содержит установленные с возможностью перемещения в пазах нижнего трафарета 7 подпружиненные две пары тяг 13 и расположенные на противоположных сторонах трафарета поворотные в направлении перемещения тяг 13 скобы 18 и 19. Скоба 18 связана гибкими лентами 21с одной парой тяг 13, а скоба 19 - гибкими лентами 23 с другой парой тяг 13. Скобы 18 и 19 кинематически связаны между собой посредством жесткого элемента 24. Каждая пара тяг 13 жестко связана с пластинами 11, расположенными со стороны скобы 18 или 19, соединяющей эту пару тяг. При поворачивании одной из скоб 18 одновременно в противоположную сторону поворачивается другая скоба 19, связанные с лентами 21 и 23 тяги 13, преодолевая усилия пружин, перемещаются вместе с пластинами 11, которые смещаются под поперечные перемычки между окнами верхнего трафарета 6, при этом изделия 25 опускаются на стол 4, снимая пленку с игл 9. 3 ил. упаковочном столе; на фиг.2 - то же, в период упаковывания с кассетой на загрузочном столе; на фиг.З - сечение А-А на фиг.1. Устройство состоит из корпуса 1, на котором закреплены загрузочный стол 2. покрытый эластичным материалом .3, упаковочный стол 4 с возможностью движения вверх - вниз, вакуумная камера 5. Устройство включает кассету, содержащую сменные верхний и нижний трафареты 6 и 7 с рядами окон 8. Нижний трафарет 7 снабжен иглами 9 для перфорирования нижней (Л С Os со 00 со ел
фаг.
17 П ч
А-А
П
/
Фиг.З
/
15
/
73
16
| Устройство для упаковывания изделий в пленку | 1985 |
|
SU1316911A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
