Изобретение относится к измерительной технике и может быть использовано при производстве и переработке движущихся полосовых материалов, имеющих относительную продольную деформацию.
Цель изобретения - повышение информативности за счет определения также и потери материала от удаления бракованного гофрокартона.
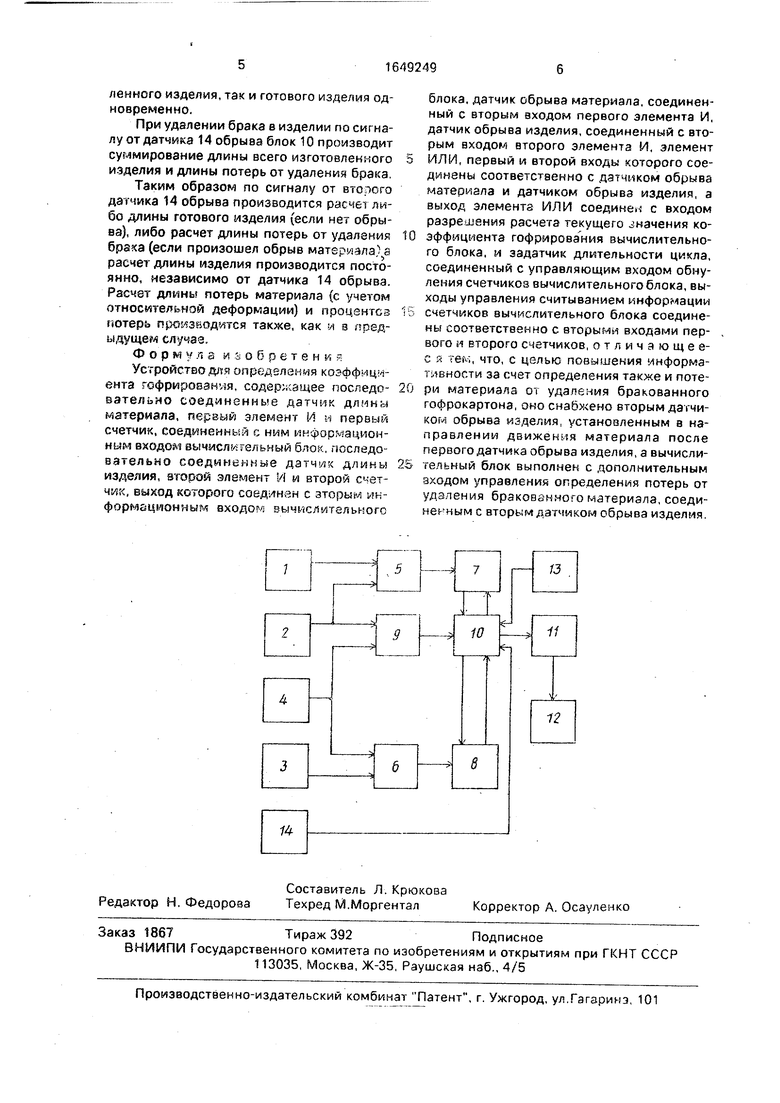
На чертеже приведена структурная схема устройства.
Устройство содержит датчик 1 длины материала, датчик 2 обрыва материала, датчик 3 длины изделия, датчик 4 обрыва изделия, элементы И 5, 6, счетчики 7, 8, элемент
ИЛИ 9, вычислительный блок 10, регистр 11, блок 12 индикации, задатчик 13 длительности цикла и второй датчик 14 обрыва изделия.
Устройство работает следующим образом.
Датчики 1, 3 длины формируют импульсы, количество которых пропорционально длине соответственно материала и изделия. Сигналы от датчиков 2, 4 обрыва, поступая на элементы И 5,6 (совпадения) при наличии материала и изделия, разрешают счет импульсов от датчиков 1, 3 длины,при отсутствии материала - запрещает. Счетчики 7, 8 суммируют импульсы от датчиков 1, 3 длиО -N Ю N
О
ны, при заполнении счетчика 8 вычислительный блок 10 производит считывание показаний счетчиков 7, 8 и преобразует их в длину материала и изделия путем перемножения количества импульсов от датчиков 1, 3 длины на коэффициент масштабирования (цену импульса), затем вычисляет коэффициент Кд относительной деформации (коэффициент гофрирования) как отношение длины материала к длине изделия по формуле
K«-cs
где LM - длина материала до деформации;
Ц«д - длина изделия.
Полученный результат (текущее значение относительной деформации) вычислительный блок 10 записывает в соответствующие ячейки оперативной памяти и регистр 11. Для подготовки нового цикла вычислительный блок 10 сначала суммирует значение длины материала и изделия в соответствующие ячейки оперативной памяти, а затем производит сброс 8, 9 и цикл измерения повторяется. После каждого нового цикла измерения блок 10 производит вычисление среднего значения коэффициента Кд относительной деформации по формуле
КДСр5-1Г (1-1) + Кд1
К дер :
I
(2)
где КдСр| - среднее значение коэффициента относительной деформации после 1-го цикла;
Кдср(Ы) - среднее значение коэффициента относительной деформации после (М) цикла измерения;
Кд - текущее значение коэффициента относительной деформации;
t - количество циклов измерения.
Среднее значение коэффициента относительной деформации записывается в соответствующие ячейки оперативной памяти и регистр 11.
В случае обрыва материала или изделия сигнал от датчика 2 или 4 поступает на элемент ИЛИ 9, по сигналу которого блок 10 прекращает расчет текущего значения коэффициента относительной деформации, хотя счет длины по одному из датчиков 1 или 3 длины продолжится. После восстановления обрыва расчет коэффициента относительной деформации начинается с нового цикла, задаваемого задатчиком 13 длительности цикла.
При обнаружении брака в изделии оператор производит удаление отрезка изделия либо вручную, либо с использованием специального устройства. Датчик 14 обрыва расположен а технологическом потоке в направлении движения материала после первого датчика обрыва изделия. Срабатывает блок 10 по сигналу от второго
датчика 14 обрыва изделия, заносит в ячейки памяти значение длины LI изделия, на момент начала удаления отрезка бракованного изделия, сбрасывает счетчики 7, 8 и начинает новый цикл расчета текущего и
среднего коэффициентов относительной деформации бракованного изделия по датчикам 1 и 2. По окончании удаления брака по сигналу от второго датчика 14 обрыва изделия блок 10 производит занесение в ячейки
памяти длины La изделия и среднего значения коэффициента относительной деформации удаленного материала.
По формуле 3 вычислительный блок производит расчет длины удаленного изделия
Lnn L2-Li,,(3)
где U - длина изготовленного изделия на момент окончания удаления бракованного изделия;
Li - длина изделия на момент начала
удаления изделия и расчет потерь материала с учетом его относительной деформации
1 пм 1-пи Кдсрп.(4)
где Кдсрп - среднее значение коэффициента относительной деформации удаленного изделия.
Блок 10 производит суммирование потерь от удаления брака в течение всей рабочей смены и в конце смены по запросу оператора производит расчет длины готового изделия и материала в готовом изделии с учетом относительной деформации
, (5)
LTM ,(6)
где 1ги - длина готового изделия;
- длина всего изготовленного изделия;
UM длина материала в готовом изделии;
LM - длина изготовленного материала.
Затем вычислительный блок 10 производит расчет потерь готовой продукции в процентах к общему значению длины готовой продукции по формулам
W Jgf-100%;
5nM -100%.
Возможен также и другой алгоритм измерения длины готового изделия и матери- ала в готовом изделии.
По сигналу от второго датчика 14 обрыва (при наличии материала) блок 10 производит по сигналам от датчика 3 длины изделия суммирование длины как изготов() (8)
ленного изделия, так и готового изделия одновременно.
При удалении брака в изделии по сигналу отдатчика 14 обрыва блок 10 производит суммирование длины всего изготовленного изделия и длины потерь от удаления брака
Таким образом по сигналу от втспого датчика 14 обрыва производится расчет либо длины готового изделия (если нет обрыва), либо расчет длины потерь от удаления (если произошел обрыв материала) а расчет длины изделия производится постоянно, независимо от датчика 14 обрыва. Расчет длины потерь материала (с учетом относительной деформации) и процент&з потерь производится также, как и в предыдущем случае.
Ф о р м w rs з и „обретени
Устройство для определения коэффициента гофрировзн ля, содержащее последовательно соединенные датчик длины материала, первый элемент И и первый счетчик, соединенный с ним информационным входом вычислительный блок, последовательно соединенные датчик длины изделия, второй элемент /( и второй с«ет- ч-лк, выход которого соедлнан с зторы информационным входов вычислительного
блока, датчик обрыва материала, соединенный с вторым входом первого элемента И, датчик обрыва изделия, соединенный с вторым входом второго элемента И, элемент
ИЛИ, первый и второй входы которого соединены соответственно с датчиком обрыва материала и датчиком обрыва изделия, а выход элемента ИЛИ соединен с входом разрешения расчета текущего значения коэффициента гофрирования вычислительного блока, и задатчик длительности цикла, соединенный с управляющим входом обнуления счетчиков вычислительного блока, выходы управления считыванием информации
счетчиков вычислительного блока соединены соответственно с вторыми входами первого и второго счетчиков, отличающее- с я esv., что, с целью повышения мнформа- ; лености за счет определения также и потери материала от удаления бракованного гофрокартона, оно снабжено вторым датчиком обрыва изделия, установленным в направлении движения материала после первого датчика обрыва изделия, а вычислигепьный блок выполнен с дополнительным входом управления определения потерь от удзтения браковсжно -о материала, соединенным с вторым датчиком обрыва изделия
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения коэффициента гофрирования | 1987 |
|
SU1446452A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Устройство для контроля и учета работы формовочного агрегата для производства абразивного инструмента | 1982 |
|
SU1067519A1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| Контрольно-сортировочное устройство | 1983 |
|
SU1155311A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СИГАРЕТ | 2001 |
|
RU2226968C1 |
| Автомат контроля диаметра тел вращения | 1988 |
|
SU1534312A1 |
| Устройство для автоматической сортировки изделий,отрезаемых от заготовок | 1985 |
|
SU1240477A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для измерения длины наматываемого в рулон материала в намоточной установке | 1986 |
|
SU1456763A1 |
Изобретение относится к измерительной технике и может быть использовано при производстве и переработке движущихся полосовых материалов, имеющих относительную продольную деформацию. Цель изобретения - повышение информативности за счет определения также и потери материала от удаления бракованного гофрокартона. Датчик 1 длины материала и датчик 3 длины изделия формируют количество импульсов пропорционально длине материала и изделия. При наличии сигналов с датчиков 2, 4 обрыва материала и изделия элементы И 5, 6 разрешают счет импульсов. Счетчики 7, 8 суммируют импульсы от датчиков 1, 3 и при переполнении счетчика 8 вычислительный блок 10 вычисляет коэффициент относительной деформации (коэффициент гофрирования). При обнаружения брака в изделии срабатывает второй датчик 14 обрыва изделия. Блок 10 заносит в ячейки памяти значение длины LI изделия на момент начала удаления бракованного отрезка изделия, сбрасывает счетчики 7, 8 и начинает новый цикл расчета текущего и среднего коэффициентов относительной деформации бракованного изделия. По окончании удаления брака по сигналу от второго датчика 14 обрыва изделия вычислительный блок 10 производит занесение в ячейки памяти длины изделия, среднего значения коэффициента относительной деформации удаленного материала и расчет длины удаленного изделия. 1 ил. w Ё
| Устройство для определения коэффициента гофрирования | 1987 |
|
SU1446452A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
