Изобретение относится к системам автоматической сортировки изделий, отрезаемых от заготовки, и может быть использовано на поточных линиях для сортировки гибких пластин, например, в резино-технической промышленности.
Цель изобретения - повышение эффективности сортировки путем корректировки дефектного параметра сортируемого изделия.
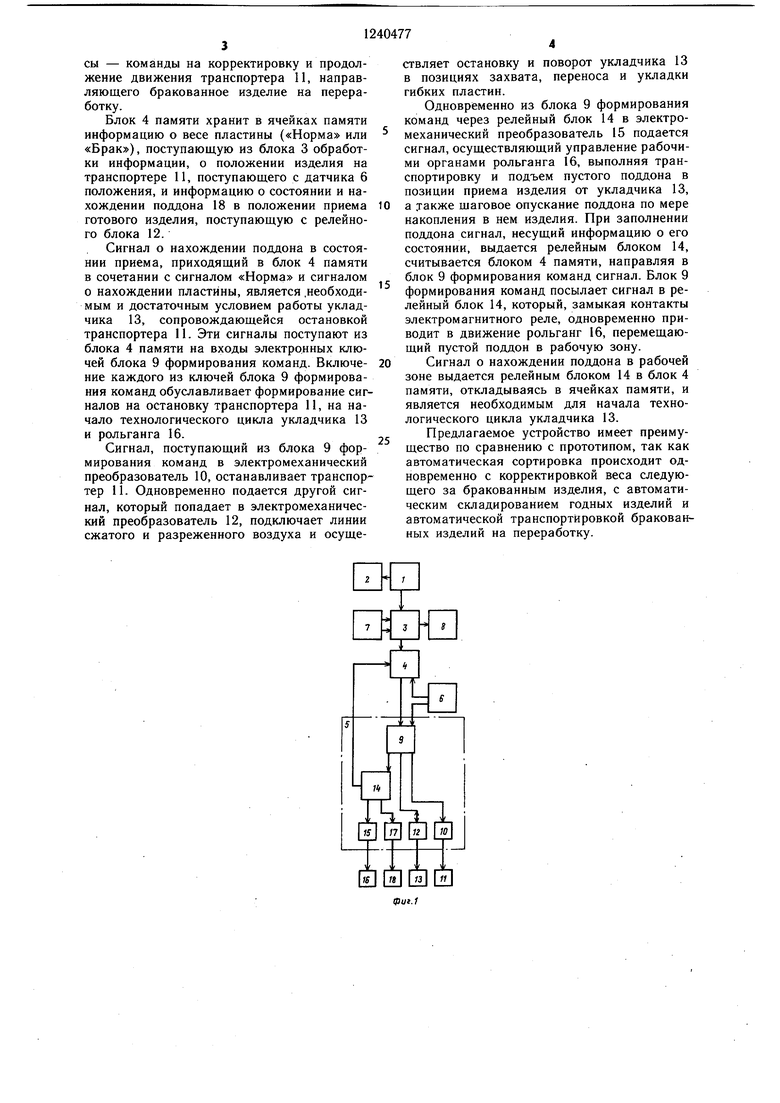
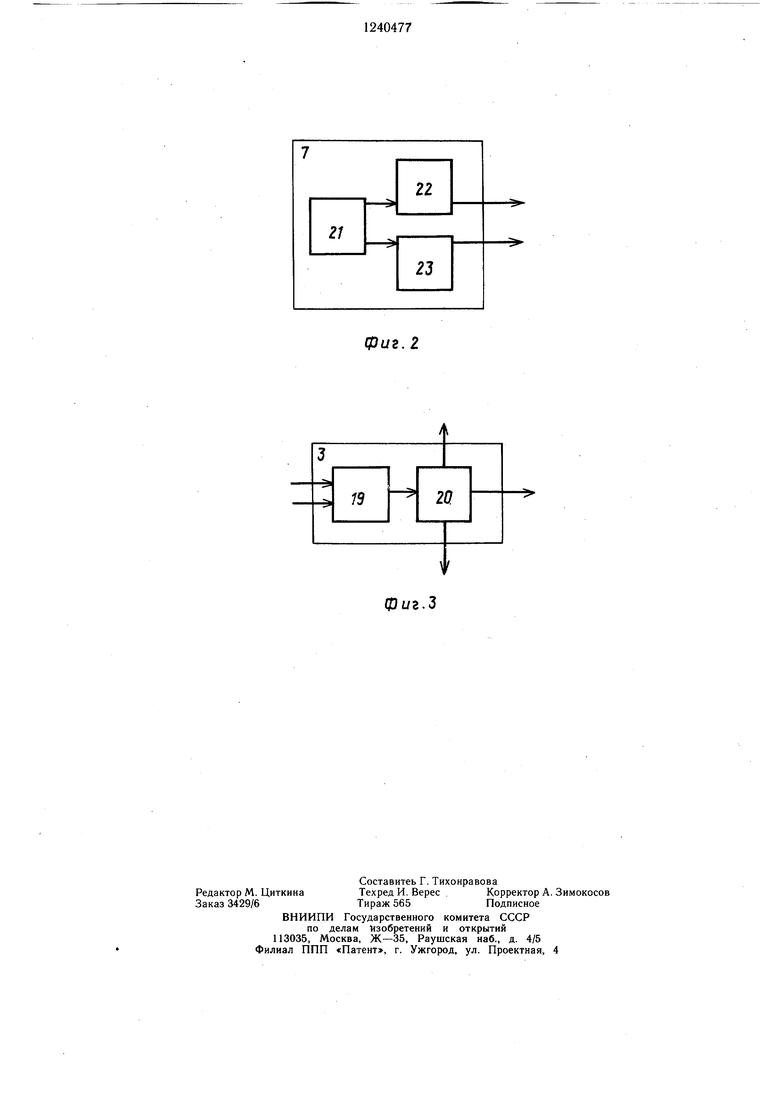
На фиг. 1 приведена структурная схема предлагаемого устройства; на фиг. 2 - структурная схема блока контроля веса; на фиг. 3 - структурная схема блока обработки информации.
Устройство содержит блок 1 коррекции, соединенный с датчиком 2 реза. Блок 1 коррекции через последовательно соединенные блок 3 обработки информации и блок 4 памяти соединен с узлом 5 управления. Узел 5 управления через датчик 6 положения соединен с блоком 4 памяти. Входы блока 3 обработки информации соединены с блоком 7 контроля веса, а выход - со счетчиком 8 импульсов. Узел 5 управления включает в себя блок 9 формирования команд, первый выход которого соединен с электро- механическим преобразователем 10, приво- дяшим в движение транспортер 11. Второй выход блока 9 формирования команд соединен с электромеханическим преобразователем 12, включающим пневмосистему укладчика 13. Третий выход блока 9 формиро- вания команд соединен с релейным блоком 14, первый выход которого соединен с блоком 4 памяти.
Второй выход релейного блока 14 соединен с электромеханическим преобразователем 15, приводящим в движение роль- ганг 16, а третий выход релейного блока 14 соединен с электромеханическим преобразователем 17, приводящим в движение накопитель 18 пустых поддонов.
При этом блок 1 коррекции выполнен из трех электромагнитных реле типа РПУ-0-У4 а датчик 2 реза представляет собой реверсивный двигатель перемещения рабочего органа-гильотины.
Блок 3 обработки информации может быть выполнен из пакета восьми электричес- ки соединенных электромагнитных реле 19 типа РПУ-0-У4, входы которых соединены с блоком 7 контроля веса, а выход подключен к линии 20 задержки, состоящей из LC-це- почек и имеющей три выхода.
Блок 7 контроля веса состоит, например из фотодатчика 21, выполненного на четырех фотодиодах, смонтированных на шкале весов типа ВКК-5, один выход которого подается на четырехканальный тиристорно-тран- зисторный усилитель 22, с которого снима- ется си.гнал, несущий информацию о весе изделия, а другой выход - на одноканаль- ный усилитель 23, с выхода которого сни
s
0 5 о
5
5
0
мается сигнал, разрешающий снятие информации.
Счетчик 8 импульсов представляет собой, например, блок из двух электрических счетчиков типа СИ 206 X 04. Блок 9 формирования команд включает в себя, например, четыре электронных ключа, выполненных по мостовой диодной схеме с тиристором, включенным в диагональ моста.
Блок 4 памяти может быть выполнен из четырех ячеек памяти, каждая из которых включает в себя тиристор и RC-цепочку. Датчик 6 положения может представлять собой электрически соединенные конечные выключатели типа ВК-200.
Электромеханический преобразователь 10 представляет собой, например, пускатель типа ПМЕ-111.
Электромеханические преобразователи 15 и 12 представляют собой, например, воздухораспределители типа ПВ64-23.
Релейный блок 14 может быть выполнен из пакета электромагнитных реле типа РПУ- -0-У4 и фотореле типа ФР-3.
Электромеханический преобразователь 15 представляет собой, например, соединение электромагнитных реле типа РПУ-0-У4.
Устройство работает следуюш.им образом.
Информация о весе изделия, отрезаемого от заготовки гибкой пластины, поступает с фотодатчика 21, преобразующего световой сигнал в электрический. Фотодатчик 21 фиксирует пять положений, два из которых являются началом коррекции веса и расположены на границах зоны «Норма, а два других - на границах зоны «Брак в стороны увеличения или уменьшения веса отрезанного изделия, пятое положение фиксирует момент полного успокоения рычажной системы весов.
Обработка сигнала, несущего информацию, полученного фотодатчиком 21 и усиленного усилителем 22, происходит в блоке 3 обработки информации только после поступления туда с усилителя 23 усиленного сигнала, поступающего на последний с фотодатчика 21. Формирование и снятие данного сигнала начинается с момента полного успокоения рычажной системы весов ВКК-5.
Сигналы, фиксирующие положения «Норма и «Брак, регистрируются счетчиком 8 импульсов, учитывающим количество годных и бракованных изделий.
При получении сигнала «Больше нормы или «Меньще нормы в блок 3 обработки информации линиями 20 задержки, формирующими импульсы разной длительности, выдаются короткие импульсы, что является командой на корректировку веса последующей пластины, остановку транспортера 11 и на начало цикла работ по укладке пластин
При получении сигнала «Брак линия 20 задержки вырабатывает длинные импульсы - команды на корректировку и продолжение движения транспортера 11, направляющего бракованное изделие на переработку.
Блок 4 памяти хранит в ячейках памяти информацию о весе пластины («Норма или «Брак), поступающую из блока 3 обработки информации, о положении изделия на транспортере 11, поступающего с датчика 6 положения, и информацию о состоянии и нахождении поддона 18 в положении приема готового изделия, поступающую с релейного блока 12.
Сигнал о нахождении поддона в состоянии приема, приходящий в блок 4 памяти в сочетании с сигналом «Норма и сигналом о нахождении пластины, является .необходимым и достаточным условием работы укладчика 13, сопровождающейся остановкой транспортера 11. Эти сигналы поступают из блока 4 памяти на входы электронных ключей блока 9 формирования команд. Включение каждого из ключей блока 9 формирования команд обуславливает формирование сигналов на остановку транспортера 11, на начало технологического цикла укладчика 13 и рольганга 16.
Сигнал, поступающий из блока 9 формирования команд в электромеханический преобразователь 10, останавливает транспортер 11. Одновременно подается другой сигнал, который попадает в электромеханический преобразователь 12, подключает линии сжатого и разреженного воздуха и осуще0
5
0
ствляет остановку и поворот укладчика 13 в позициях захвата, переноса и укладки гибких пластин.
Одновременно из блока 9 формирования команд через релейный блок 14 в электромеханический преобразователь 15 подается сигнал, осуществляющий управление рабочими органами рольганга 16, выполняя транспортировку и подъем пустого поддона в позиции приема изделия от укладчика 13, а .также щаговое опускание поддона по мере накопления в нем изделия. При заполнении поддона сигнал, несущий информацию о его состоянии, выдается релейным блоком 14, считывается блоком 4 памяти, направляя в блок 9 формирования команд сигнал. Блок 9 формирования команд посылает сигнал в релейный блок 14, который, замыкая контакты электромагнитного реле, одновременно приводит в движение рольганг 16, перемещающий пустой поддон в рабочую зону.
Сигнал о нахождении поддона в рабочей зоне выдается релейным блоком 14 в блок 4 памяти, откладываясь в ячейках памяти, и является необходимым для начала технологического цикла укладчика 13.
Предлагаемое устройство имеет преимущество по сравнению с прототипом, так как автоматическая сортировка происходит одновременно с корректировкой веса следующего за бракованным изделия, с автоматическим складированием годных изделий и автоматической транспортировкой бракованных изделий на переработку.
фиг. 2
фиг.З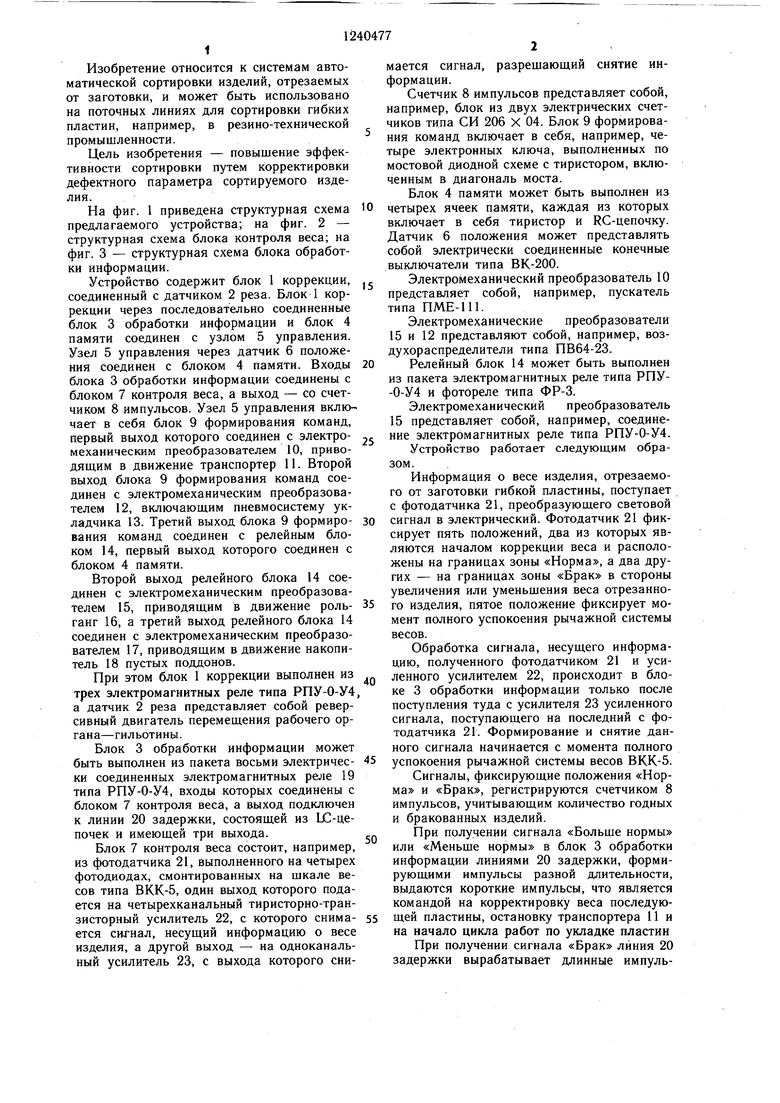
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для контроля и учета продукции при формовании абразивного инструмента | 1979 |
|
SU877589A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ РАДИАТОРОВ НА ГЕРМЕТИЧНОСТЬ | 1992 |
|
RU2049317C1 |
| Устройство для контроля и учета работы формовочного агрегата для производства абразивного инструмента | 1982 |
|
SU1067519A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Устройство для автоматической сортировки изделий,отрезаемых от заготовок | 1987 |
|
SU1443980A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАМОРОЖЕННЫХ ТОРТОВ | 2019 |
|
RU2725748C1 |
| Устройство для управления к сортировочным автоматам | 1982 |
|
SU1102643A1 |
| Устройство контроля количества и целостности печенья | 1983 |
|
SU1109611A1 |
| Устройство для автоматической сортировки изделий, отрезаемых от заготовки | 1976 |
|
SU608569A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
