Известен способ изготовления пружин путем лавивки проволоки на оправу при формировке винтов пружины во внутренних пазах втулки. При этом способе трудно осуществить навивку пружин с отношением среднего ее диаметра к диаметру проволоки, меньшим четырех, так как от натяжения проволоки оправка изгибается и быстро ломается, необходимо чдалять оправку из пружины и, кроме того, требуются сложные по КОНструкции автоматы, в которых враш,ение передается оправке с обеих концов.
Предложенный способ упрощает изготовленне пружин с отношением ее среднего диаметра к диаметру проволоки меньшим четырех, за счет того, что отсутствует оправка, а навивку пружин осуществляют вращением предварительно протянутого через направляюн-;ие отверстия втулки навитого и уложенного в формирующие пазы свободного конца проволо.ки, сматываемой с бунта, при осевом перемещении втулки в направлении, противоположном осевому перемещению пружин, возникающему при затягивании проволоки в формующие пазы втулки. При этом первый полувиток изгибается по архимедовой опирали с последующим оформлением до заданного диамет)а пруЖины,
пружнны осуществляют принудительную подачу проволоки с определенным усилием.
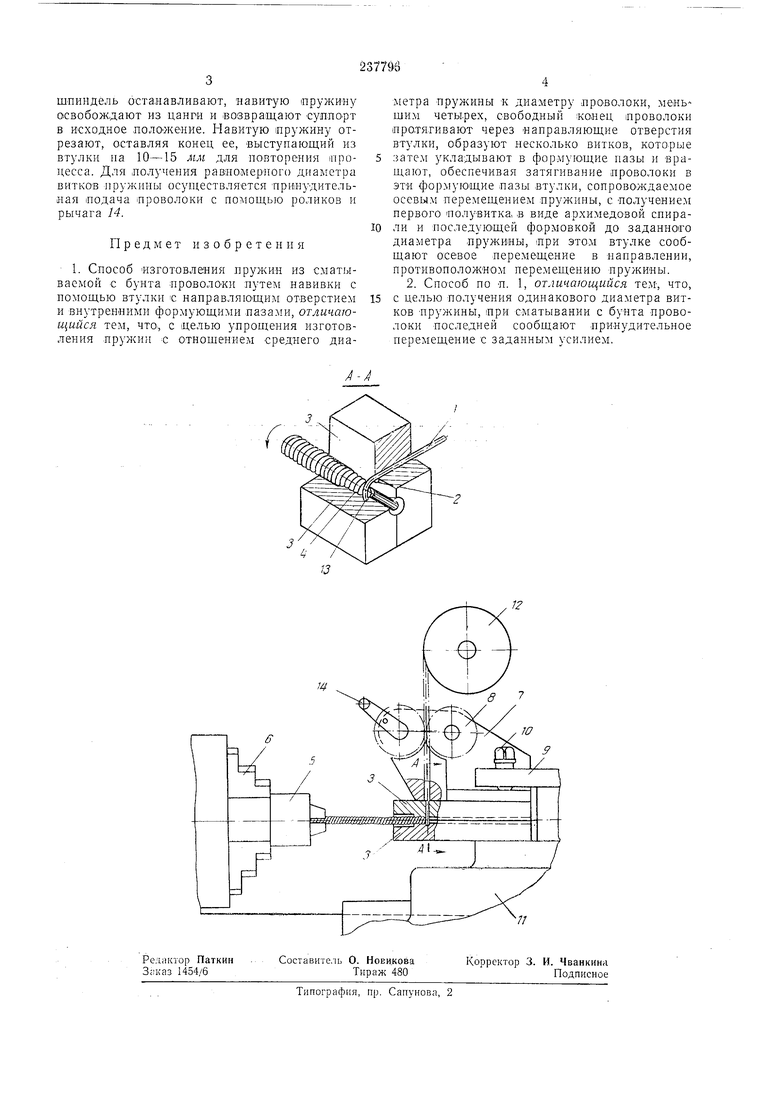
Ма чертеже изображено устройство для осуществления предложен)1ого способа изготовления пружин.
Свободный конец пружины / протягивают через направляющие отверстия 2 втулки 3, состоящеГ) из двух половин. Свободный конец проволоки навивают с помощью вспомогательного приспособлення и укладывают в формующие пазы 4. Конец проволоки, выступающий из втулки на 10-15 м.ч, закрепляют при помощи цанги 5 шпинделя 6 токарного станка. Втулку в собранном виде вместе с кронштейном 7, в котором установлены два подающих ролика 8, закрепляют на резцедержателе .9 токарного винтом 10. Продольньи суппорт // станка устанавливают на нужный шаг пружины. При сообшении шпинделю вращения пружина вывинчивается нз формующих пазов втулки, затягивая за собой нроволо.к} из бунта 12. Прн этом проволока проходит но направляющему отверстию и, попадая в первый виток 13 втулки, выполненный по архимедовой спирали на половину диаметра витка пружины, скручивается в предварительный виток, который в следующих формующих пазах втулки оформляется до необходимого диаметра пружины. Когда суппорт дойдет до крайнего правого положения,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1991 |
|
RU2031752C1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Приспособление для навивки пружин | 1978 |
|
SU745581A2 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАВИВКИ ПРУЖИИ | 1971 |
|
SU422509A1 |
