Изобретение относится к производству пружин из проволоки, а также прутки различных длин и диаметров.
Цель изобретения -- расширение технологических возможностей и повышение надежности.
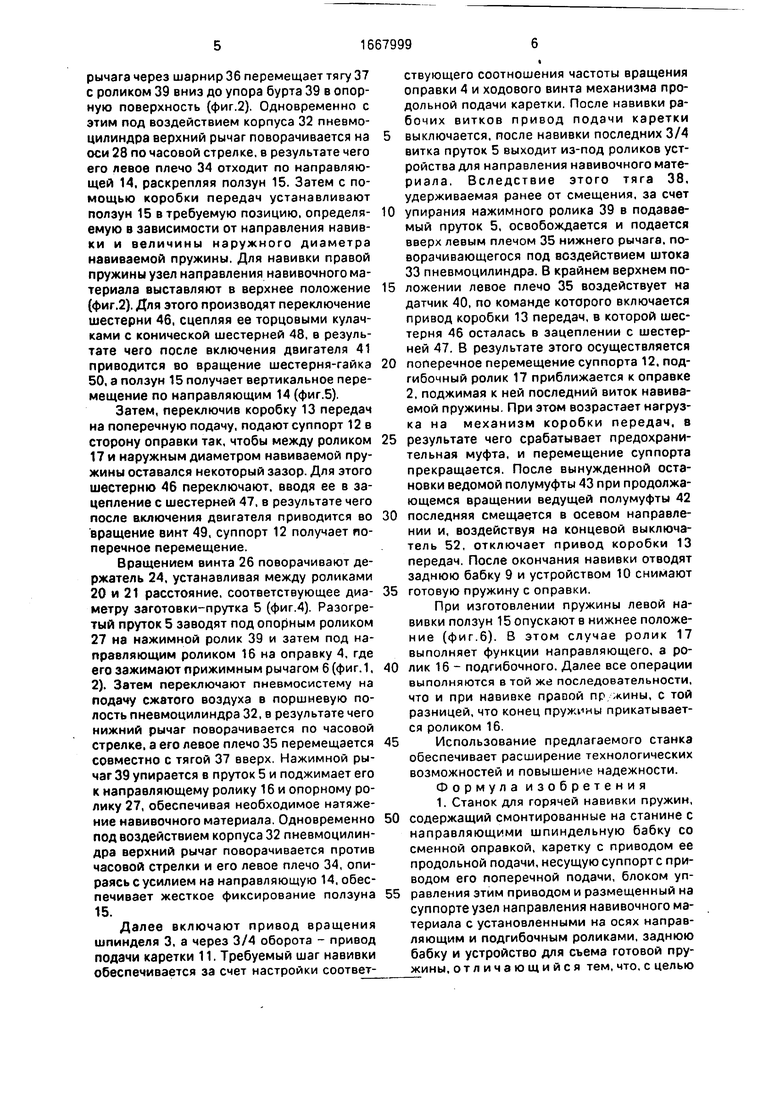
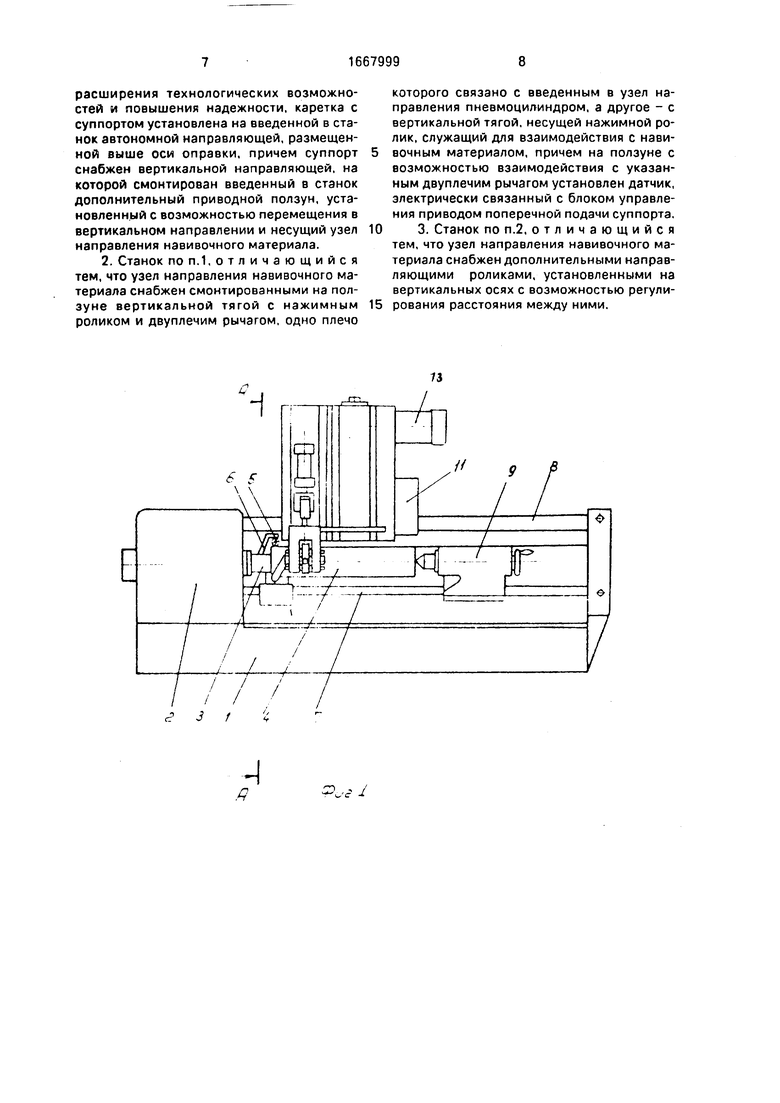
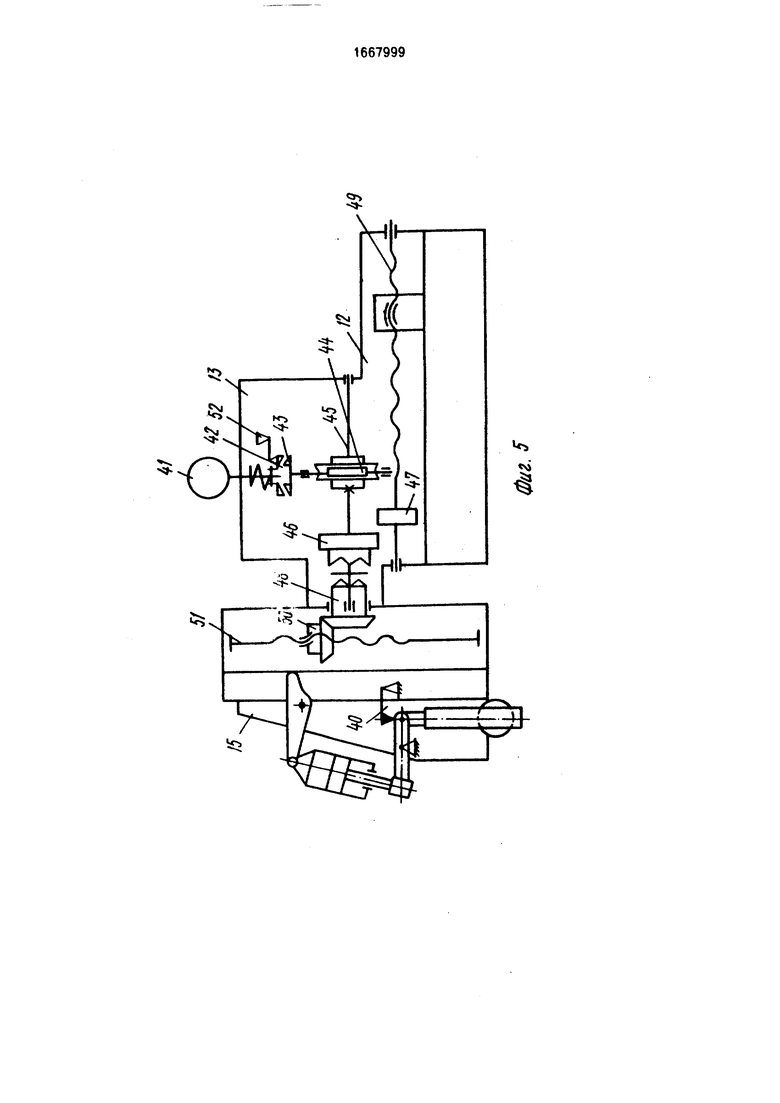
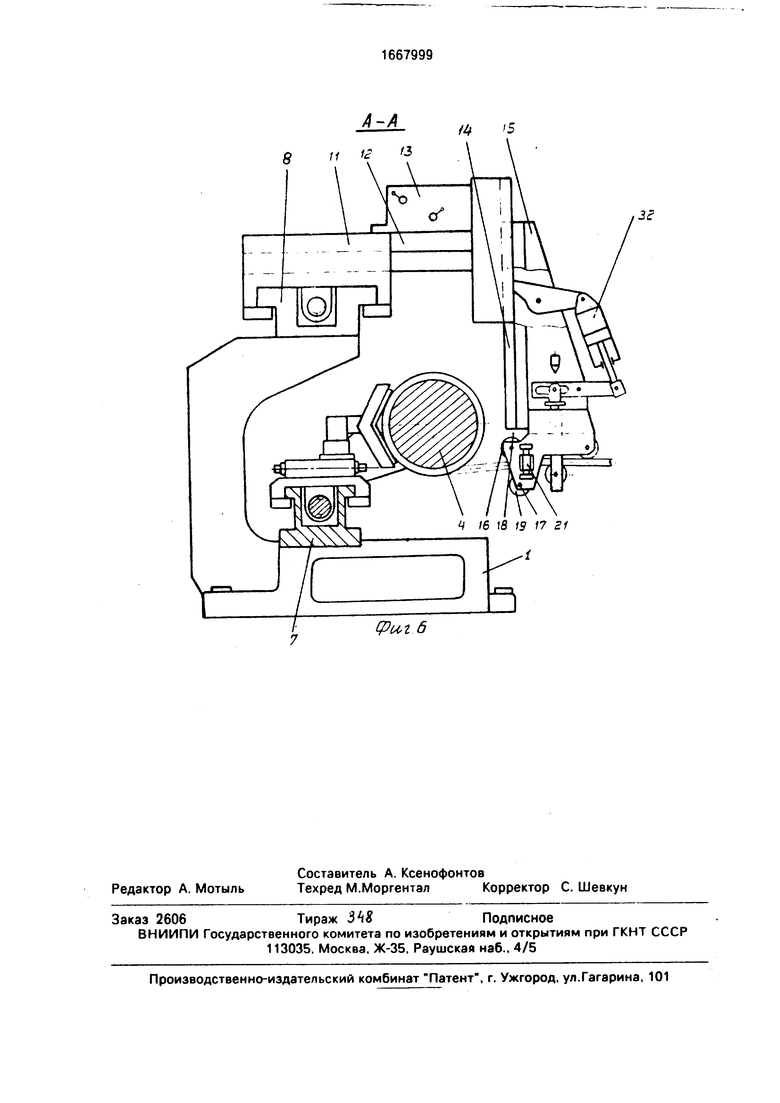
На фиг.1 изображен станок, общий вид; на фиг.2 - разрез А-А на фиг.1 (при наладке на навивку правой пружины); на фиг.З - разрез Б-Б на фиг.2 (по узлу направления навивочного материала): на фиг.4 - вид В на фиг.З; на фиг,5 - кинематическая схема коробки передач суппорта; на фиг.6 - разрез А-А на фиг.1 (при настройке на навивку левой пружины).
Станок для горячей навивки пружин включает смонтированную на станине 1 (фиг.1) шпиндельную бабку 2, к шпинделю 3 которой крепится сменная оправка 4. Для крепления навивочного материала (в дальнейшем прутка 5) предусмотрен прижимной рычаг 6 с пневмоприводом (не показан).
Станина состоит из двух автономных направляющих - нижней 1, смещенной относительно оси оправки 4 по горизонтали, и верхней направляющей 8, размещенной выше оси оправки (фиг.1 и 2). На нижней направляющей 7 размещены задняя бабка 9 и устройство 10 для съема готовой пружины (фиг.2), На верхней направляющей 8 установлена каретка 11 с приводом продольной подачи (не показан), несущая суппорт 12, имеющий коробку 13 передач, обеспечивающую поперечную подачу суппорта, снабженного своейвертикальной направляющей 14. На последней смонтирован ползун 15, вертикальная подача которого обеспечивается от упомянутой коробки 13 передач, выполненной с возможностью переключения как на поперечную подачу суппорта 12, так и на вертикальную подачу ползуна 15. На последнем смонтирован узел направления навивочного материала. Данный узел включает направляющие ролики. Два из них 16 и 17 размещены на горизонтальных осях 18 и 19 (фиг.2-4).
Еще два направляющих ролика 20 и 21 размещены на вертикальных осях. Ось 22 установлена в неподвижной опоре, а ось 23 размещена в поворотном держателе 24, который в свою очередь смонтирован на оси 25и взаимодействуете винтом 26. имеющий правую и левую резьбу, Один из направляющих роликов в зависимости от направления навивки выполняет функции подгибочного: при правой навивке эту роль выполняет ролик 17, при левой - ролик 16 (фиг.2 и 6).
Узел направления навивочного материала снабжен дополнительными элементами
для создания натяжения навивочного материала в виде опорного ролика 27 и механизма с пневмоприводом, Данный механизм включает два двуплечих рычага: верхний рычаг, установленный на оси 28, и нижний - на оси 29. Наружные (фиг.2, правые) плечи 30 и 31 связаны между собой пневмоцилиндром, точнее корпусом цилиндра 32 и штоком 33, и взаимодействуют с ним. Внутреннее (ле0 вое) плечо 34 верхнего рычага взаимодействует с вертикальной направляющей 14, а внутреннее (левое) плечо 35 нижнего рычага имеет продольный паз, куда входит шарнир 36 тяги 37, установленный с возможностью
5 аксиального перемещения в направляющем отверстии, выполненном в нижней части ползуна 15. В верхней части тяги 37 выполнен ограничительный бурт 38, а на ее нижнем конце смонтирован нажимной ролик 39.
0 Над плечом 35 нижнего рычага установлен датчик 40, электрически связанный с блоком включения привода коробки 13 передач. При этом предусмотрена блокировка, обеспечивающая автоматическое включе5 ние указанного привода только после переключения коробки передач на поперечную подачу суппорта 12.
Коробка 13 передач включает электродвигатель 41 (фиг.5), связанный с механиз0 мом кулачковой муфтой, состоящей из подпружиненной аксиально подвижной ведущей полумуфты 42 и ведомой полумуфты 43, жестко сидящей на валу червяка 44. Последний зацепляется с червячной шестер5 ней, посаженной на вал 45, на котором смонтирована переключающая шестерня- муфта 46, выполненная с возможностью зацепления либо зубцами с шестерней 47, либо торцовыми кулачками с ответными ку0 лачками на конической шестерне 48. Шестерня 47 жестко посажена на ходовой винт 49, обеспечивающий поперечную подачу суппорта 12. Коническая шестерня 48 зацепляется с шестерней-гайкой 50, взаимо5 действующей с винтом 51, обеспечивающим вертикальную подачу ползуна 15. Для автоматического отключения привода подачи предусмотрен датчик 52, взаимодействующий с полумуфтой 42.
0 Станок работает следующим образом.
В гнездо шпинделя 3 шпиндельной бабки 2 устанавливают оправку 4 необходимого диаметра и поджимают ее задней бабкой 9. Для приведения узла направления навивоч5 ного материала в исходное положение включают подачу сжатого воздуха в штоко- вую полость пневмоцилиндра. Под воздействием штока 33 нижний рычаг поворачивается на оси 29 против часовой стрелки, в результате чего левое плечо 35
рычага через шарнир 36 перемещает тягу 37 с роликом 39 вниз до упора бурта 39 в опорную поверхность (фиг.2). Одновременно с этим под воздействием корпуса 32 пневмо- цилиндра верхний рычаг поворачивается на оси 28 по часовой стрелке, в результате чего его левое плечо 34 отходит по направляющей 14, раскрепляя ползун 15. Затем с помощью коробки передач устанавливают ползун 15 в требуемую позицию, определяемую в зависимости от направления навивки и величины наружного диаметра навиваемой пружины. Для навивки правой пружины узел направления навивочного материала выставляют в верхнее положение (фиг.2). Для этого производят переключение шестерни 46, сцепляя ее торцовыми кулачками с конической шестерней 48, в результате чего после включения двигателя 41 приводится во вращение шестерня-гайка 50, а ползун 15 получает вертикальное перемещение по направляющим 14 (фиг.5).
Затем, переключив коробку 13 передач на поперечную подачу, подают суппорт 12 в сторону оправки так, чтобы между роликом 17 и наружным диаметром навиваемой пружины оставался некоторый зазор. Для этого шестерню 46 переключают, вводя ее в зацепление с шестерней 47, в результате чего после включения двигателя приводится во вращение винт 49, суппорт 12 получает поперечное перемещение.
Вращением винта 26 поворачивают держатель 24, устанавливая между роликами 20 и 21 расстояние, соответствующее диаметру заготовки-прутка 5 (фиг.4). Разогретый пруток 5 заводят под опорным роликом 27 на нажимной ролик 39 и затем под направляющим роликом 16 на оправку 4, где его зажимают прижимным рычагом 6(фиг.1, 2). Затем переключают пневмосистему на подачу сжатого воздуха в поршневую полость пневмоцилиндра 32, в результате чего нижний рычаг поворачивается по часовой стрелке, а его левое плечо 35 перемещается совместно с тягой 37 вверх. Нажимной рычаг 39 упирается в пруток 5 и поджимает его к направляющему ролику 16 и опорному ролику 27, обеспечивая необходимое натяжение навивочного материала. Одновременно под воздействием корпуса 32 пневмоцилиндра верхний рычаг поворачивается против часовой стрелки и его левое плечо 34, опираясь с усилием на направляющую 14, обеспечивает жесткое фиксирование ползуна 15.
Далее включают привод вращения шпинделя 3, а через 3/4 оборота - привод подачи каретки 11. Требуемый шаг навивки обеспечивается за счет настройки соответствующего соотношения частоты вращения оправки 4 и ходового винта механизма продольной подачи каретки. После навивки рабочих витков привод подачи каретки
выключается, после навивки последних 3/4 витка пруток 5 выходит из-под роликов устройства для направления навивочного мате- риала. Вследствие этого тяга 38, удерживаемая ранее от смещения, за счет
0 упирания нажимного ролика 39 в подаваемый пруток 5, освобождается и подается вверх левым плечом 35 нижнего рычага, поворачивающегося под воздействием штока 33 пневмоцилиндра. В крайнем верхнем по5 ложении левое плечо 35 воздействует на датчик 40, по команде которого включается привод коробки 13 передач, в которой шестерня 46 осталась в зацеплении с шестерней 47. В результате этого осуществляется
0 поперечное перемещение суппорта 12. под- гибочный ролик 17 приближается к оправке 2, поджимая к ней последний виток навиваемой пружины. При этом возрастает нагрузка на механизм коробки передач, в
5 результате чего срабатывает предохранительная муфта, и перемещение суппорта прекращается. После вынужденной остановки ведомой полумуфты 43 при продолжающемся вращении ведущей полумуфты 42
0 последняя смещается в осевом направлении и, воздействуя на концевой выключатель 52, отключает привод коробки 13 передач. После окончания навивки отводят заднюю бабку 9 и устройством 10 снимают
5 готовую пружину с оправки.
При изготовлении пружины левой навивки ползун 15 опускают в нижнее положе- ние (фиг.6). В этом случае ролик 17 выполняет функции направляющего, а ро0 лик 16 - подгибочного. Далее все операции выполняются в той же последовательности, что и при навивке правой пр жины, с той разницей, что конец пружины прикатывается роликом 16.
5 Использование предлагаемого станка обеспечивает расширение технологических возможностей и повышение надежности. Формула изобретения 1. Станок для горячей навивки пружин,
0 содержащий смонтированные на станине с направляющими шпиндельную бабку со сменной оправкой, каретку с приводом ее продольной подачи, несущую суппорт с приводом его поперечной подачи, блоком уп5 равления этим приводом и размещенный на суппорте узел направления навивочного материала с установленными на осях направляющим и подгибочным роликами, заднюю бабку и устройство для съема готовой пружины, отличающийся тем, что, с целью
расширения технологических возможностей и повышения надежности, каретка с суппортом установлена на введенной в станок автономной направляющей, размещенной выше оси оправки, причем суппорт снабжен вертикальной направляющей, на которой смонтирован введенный в станок дополнительный приводной ползун, установленный с возможностью перемещения в вертикальном направлении и несущий узел направления навивочного материала.
2. Станок по п. 1,отличающийся тем, что узел направления навивочного материала снабжен смонтированными на ползуне вертикальной тягой с нажимным роликом и двуплечим рычагом, одно плечо
0
которого связано с введенным в узел направления пневмоцияиндром, а другое - с вертикальной тягой, несущей нажимной ролик, служащий для взаимодействия с нави- вочным материалом, причем на ползуне с возможностью взаимодействия с указанным двуплечим рычагом установлен датчик, электрически связанный с блоком управления приводом поперечной подачи суппорта, 3. Станок по п.2, отличающийся тем, что узел направления навивочного материала снабжен дополнительными направляющими роликами, установленными на вертикальных осях с возможностью регулирования расстояния между ними.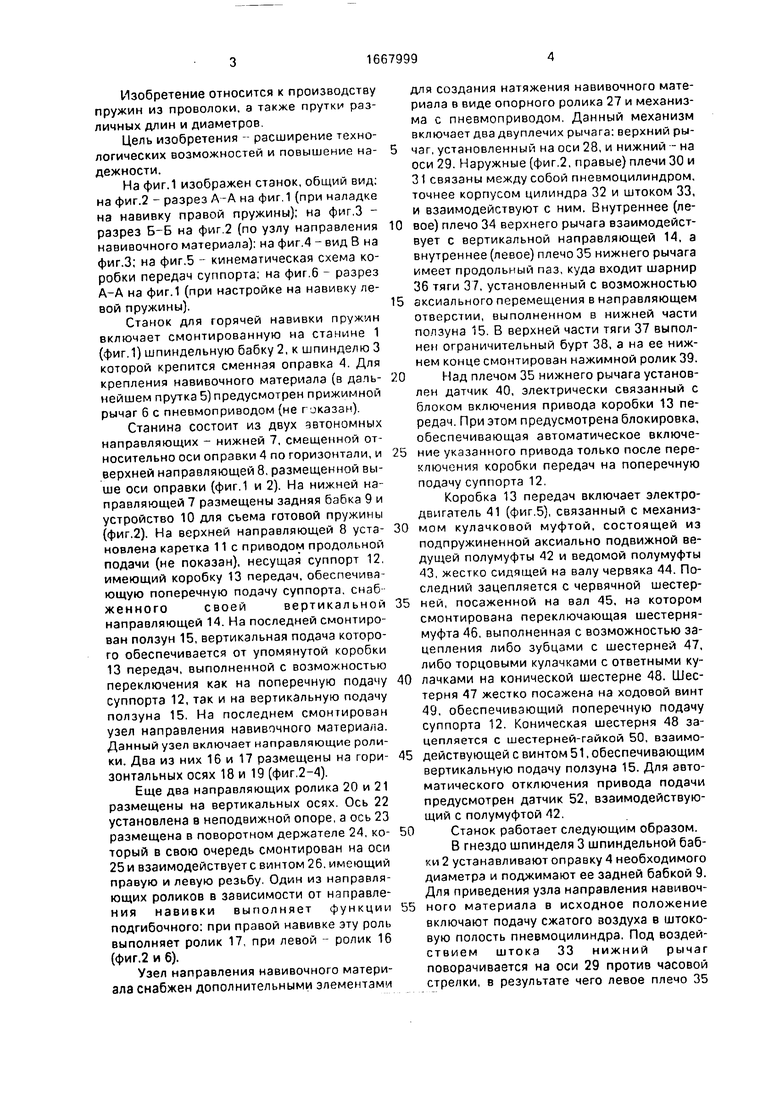
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для горячей навивки пружин | 1990 |
|
SU1726098A2 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Устройство для навивки пружин | 1977 |
|
SU738725A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Сборочный комплекс для изготовления витых теплообменников | 2019 |
|
RU2726859C1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Автомат для изготовления пружин | 1988 |
|
SU1595612A1 |
Изобретение относится к производству пружин, может быть использовано для горячей навивки пружин различных типоразмеров и позволяет расширить технологические возможности и повысить надежность. Станок содержит смонтированные на станине 1 с направляющими шпиндельную бабку со сменной оправкой 4, каретку 11, снабженную приводом продольной подачи, заднюю бабку и устройство для съема готовой пружины. Каретка 11 с суппортом 12 установлена на автономной направляющей 8, размещенной выше оси оправки 4. Суппорт снабжен своей направляющей 14, на которой расположен дополнительно введенный ползун 15, подвижный в вертикальном направлении. На указанном ползуне смонтирован узел направления навивочного материала с установленными на осях 17 и 18 направляющим 16 и подгибочным 19 роликами. Узел направления навивочного материала снабжен двуплечим рычагом, одно плечо 31 которого взаимодействует и соединено с пневмоцилиндром, а другое связано с тягой 37, несущей нажимной ролик 39, посредством которого тяга взаимодействует с навивочным материалом 5. На ползуне 15 с возможностью взаимодействия с указанным двуплечим рычагом установлен датчик 40, электрически связанный с блоком управления приводом поперечной подачи суппорта. Узел направления навивочного материала снабжен дополнительными направляющими роликами, установленными с возможностью регулирования расстояния между ними. 2 з.п. ф-лы, 6 ил.
-J
Л
т .
.-г J.
Фиг.3
Bueff
фиг.t
8
А-А
| Устройство для навивки пружин | 1975 |
|
SU611707A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
