2
Фиг. I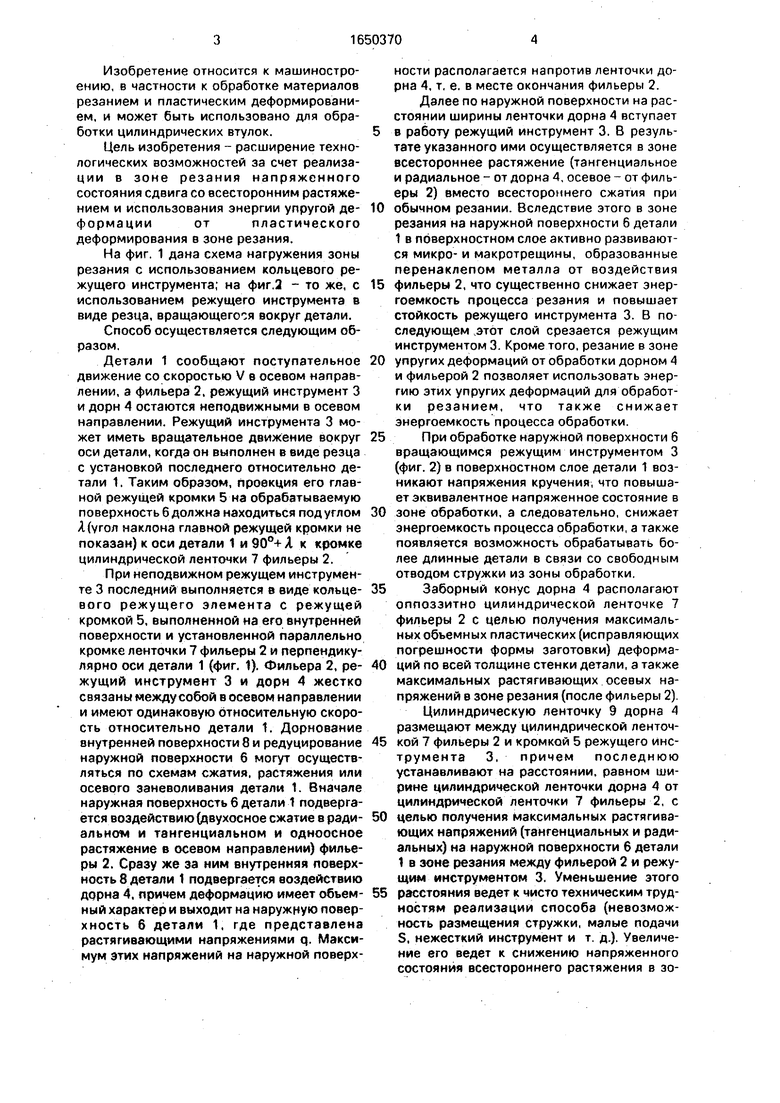

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| ИНСТРУМЕНТ ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1993 |
|
RU2072277C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| Комбинированный инструмент для обработки внутренней и наружной цилиндрических поверхностей | 1988 |
|
SU1655760A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Способ обработки отверстий | 1979 |
|
SU792690A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
Изобретение относится к области машиностроения, в частности к обработке металлов резанием и пластическим деформированием. Цель изобретения - расширение технологических возможностей за счет реализации в зоне резания напряженного состояния сдвига со всесторонним растяжением и использованием энергии упругой деформации от опережающего пластического деформирования. Указанная цель достигается тем, что опережающее пластическое деформирование наружной поверхности детали 1 осуществляют фильерой 2 с заборным конусом и цилиндрической ленточкой 7, при этом заборный конус дорна 4 располагают оппозитно цилиндрической ленточке 7 фильеры 2, цилиндрическую ленточку 9 дорна 4 размещают между цилиндрической ленточкой 7 фильеры 2 и режущей кромкой 5 режущего инструмента 3, а последнюю устанавливают от цилиндрической ленточки 7 фильеры 2 на расстояние, равное ширине цилиндрической ленточки 9 дорны 4. 2 ил.
| Способ комбинированной обработки полых цилиндрических поверхностей деталей | 1985 |
|
SU1329913A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
