(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| ИНСТРУМЕНТ ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1993 |
|
RU2072277C1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
Изобретение относится к машиностроению, а именно к комбинированной обработке полых деталей, и может быть использовано для изготовления автотракторных деталей типа полых цилиндров. Цель изобретения - повышение качества комбинированной обработки полых цилиндрических поверхностей на стойкость. Поверхности дорна для обработки внутренней поверхности и фильеры для обработки наружной поверхности выполнены винтовыми с совпадающими или противоположными направлениями подъема винтовых поверхностей. Винтовые поверхности выполнены с различными параметрами винтовых нарезок. Это позволяет исключить адгезионное схватывание инструмента и заготовки и снизить усилия. 2 з.п.ф-лы, 2 ил.
Изобретение относится к машиностроению, преимущественно к устройствам для обработки полых цилиндрических поверхностей пластическим деформированием.
Целью изобретения является повышение качества и стойкости инструмента за счет снижения усилий и исключения перенаклепа.
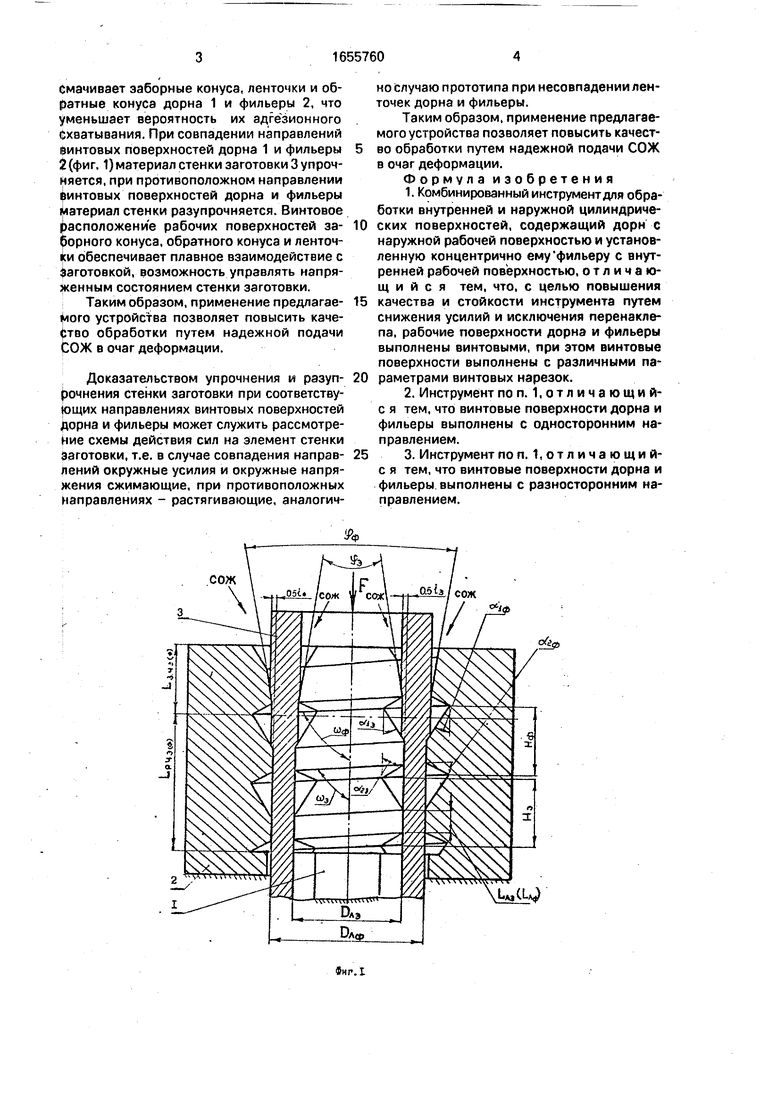
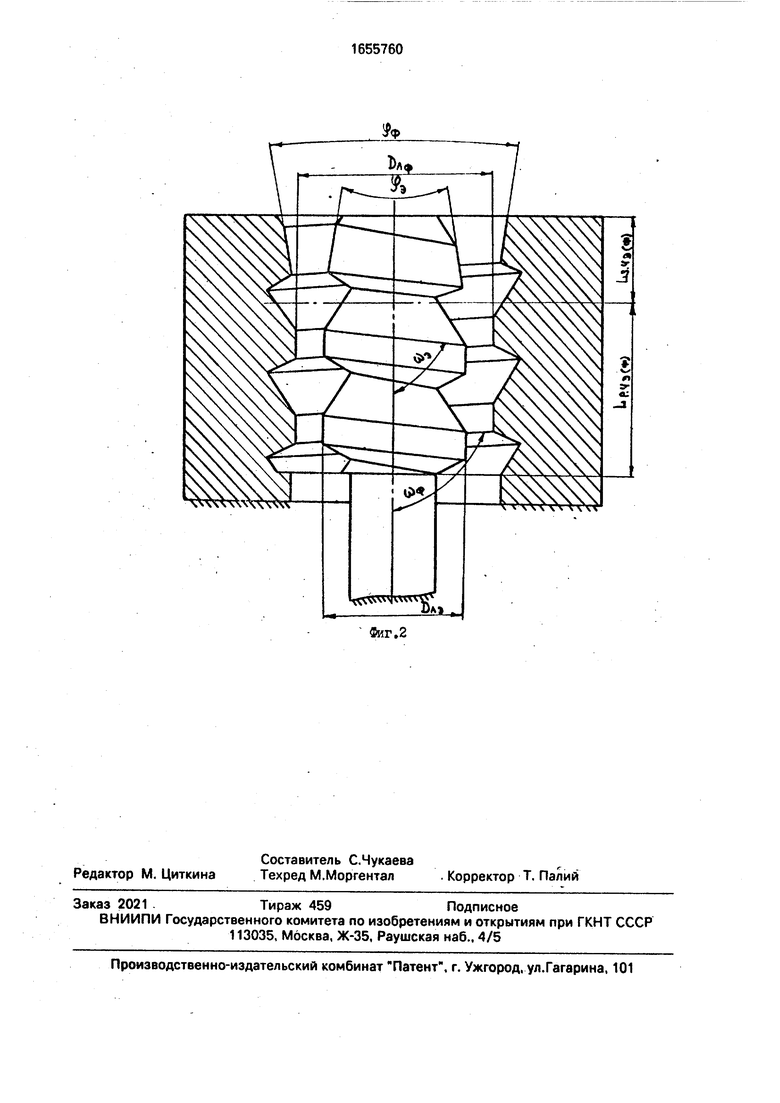
На фиг. 1 показан инструмент при совпадении направлений дорна и фильеры, разрез; на фиг. 2 - то же, с противоположным направлением дорна и фильеры.
Инструмент состоит из дорна 1, имеющего угол заборной части рэ , длину заборной части l-з.ч.э. длину рабочей части .ч.э., шаг винтовых поверхностей Нэ, угол наклона винтовых поверхностей oh , диаметр калибрующей ленточки Олэ, ширину калибрующей ленточки , угол заборного конугя cti3 . угол обратного конуса «2э
фильеры 2, имеющей угол заборной части рф, длину заборной части .ч.ф, длину рабочей части .ч.ф, шаг винтовых поверхностей Нф, угол наклона винтовых поверхностей щ , диаметр калибрующей ленточки 0Лф, ширину калибрующей ленточки Lf,, угол заборного конуса а 1ф, угол обратного конуса «2ф. 1Ф натяг пластического деформирования наружной стенки заготовки 3, U натяг пластического деформирования внутренней стенки заготовки 3.
Инструмент работает следующим образом.
Заготовка 3 проталкивается в зазор между дорном 1 и фильерой 2 с натягом 1Э по внутренней стенке и с натягом 1ф по наружной стенке, при этом СОЖ. подаваемая свободным потоком, стекает в винтовой канал, образованный углами a 13. я2э,я 1ф .
О
ел ел
VI
о о
смачивает заборные конуса, ленточки и обратные конуса дорна 1 и фильеры 2, что уменьшает вероятность их адгезионного схватывания. При совпадении направлений винтовых поверхностей дорна 1 и фильеры 2 (фиг. 1) материал стенки заготовки 3 упрочняется, при противоположном направлении винтовых поверхностей дорна и фильеры материал стенки разупрочняется. Винтовое расположение рабочих поверхностей за- борного конуса, обратного конуса и ленточки обеспечивает плавное взаимодействие с заготовкой, возможность управлять напряженным состоянием стенки заготовки.
Таким образом, применение предлагав- мого устройства позволяет повысить качество обработки путем надежной подачи СОЖ в очаг деформации.
Доказательством упрочнения и разуп- рочнения стенки заготовки при соответствующих направлениях винтовых поверхностей дорна и фильеры может служить рассмотрение схемы действия сил на элемент стенки заготовки, т.е. в случае совпадения направ- лений окружные усилия и окружные напряжения сжимающие, при противоположных направлениях - растягивающие, аналогично случаю прототипа при несовпадении ленточек дорна и фильеры.
Таким образом, применение предлагаемого устройства позволяет повысить качество обработки путем надежной подачи СОЖ в очаг деформации.
Формула изобретения
ig,
| Проскуряков Ю.Г | |||
| Объемное дорнова- ние отверстий | |||
| М.: Машиностроение, 1984, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
