Изобретение относится к металлообработке и может быть использовано для обработки отверстий пластическим деформированием.
Цель изобретения - снижение энергозатрат при рабочем и обратном ходе.
На фиг. 1 показан инструмент для до- рнования; на фиг. 2 - схема процесса дорно- вания при рабочем ходе.
Инструмент для дорнования (дорн) содержит установленные на оправке 1 деформирующие элементы 2 и 3. Последний (с наибольшим диаметром) деформирующий „элемент 4 установлен на оправке 1 с возможностью свободного осевого перемещения, ограниченного смежным деформирующим элементом 3 и жестко закрепленным на оправке калибрующим элементом 5. Длина свободного хода L выбирается равной длине обработки - длине L обрабатываемого отверстия заготовки 6.
Способ дорнования предлагаемым инструментом осуществляют следующим образом.
Оправке 1,закрепленной, например,на ползуне пресса, сообщают перемещение (рабочий ход) вниз с подачей S. Отверстие заготовки 6 подвергается обработке последовательно деформирующими элементами 2 и 3. После выхода их из отверстия заготовки 6 в работу вступают деформирующий эле- мент 4 наибольшего диаметра и калибрующий элемент 5 - этот момент обработки показан на фиг. 2. Разъединение в данном случае одновременно работающих элементов на группы уменьшает усилие до- рновэния.
После выхода калибрующего элемента из обработанного отверстия оправке 1 дорна сообщают обратный ход, при котором через обработанное отверстие возвращается вначале калибрующий элемент 5. После выхода калибрующего элемента осуществ- плют вывод деформирующего элемента 4 наибольшего диаметра, который благодаря наличию упругих деформаций поверхности обработанного отверстия выходит из последнего но свободно, а с определенным усилием. Остальные деформирующие эле- менты (2 и 3) выводятся из отверстия без натяга. Последовательность выхода вначале калибрующего 5, а затем наибольшего деформирующего 4 элементов при обратном ходе позволяет снизить усилие, прикла- дываемое к инструменту при обратном ходе,
В связи с тем, что усилие обратного хода гидравлических прессов составляет 10-20% рабочего усилия прямого хода, сни- женис усилия вывода инструмента позволяет использовать для дорнования прессы меньшей мощности. Это снижает энергозатраты при обработке.
Формула изобретения 1. Способ дорнования отверстий, заключающийся в последовательной обработ0 5
0
5
ке поверхности деформирующими элементами различного диаметра при рабочем ходе и их выведении из отверстия при обратном ходе, отличающийся тем, что, с целью снижения энергозатрат при рабочем и обратном ходе, после обработки деформирующими элементами поверхность обрабатывают калибрующим элементом, причем обработку поверхности деформирующим элементом с наибольшим диаметром осуществляют после завершения рабочего хода предыдущими деформирующими элементами, а обратный ход деформирующего элемента с наибольшим диаметром осуществляют после завершения обратного хода калибрующим элементом.
2. Инструмент для дорнования отверстий, содержащий установленные на оправке рабочие элементы различного диаметра, по меньшей мере два из которых являются деформирующими, отличающийся тем, что инструмент дополнительно содержит закрепленный на оправке калибрующий элемент, причем деформирующий элемент с наибольшим диаметром установлен с возможностью свободного осевого перемещения, ограниченного смежным деформирующим и калибрующим элементами.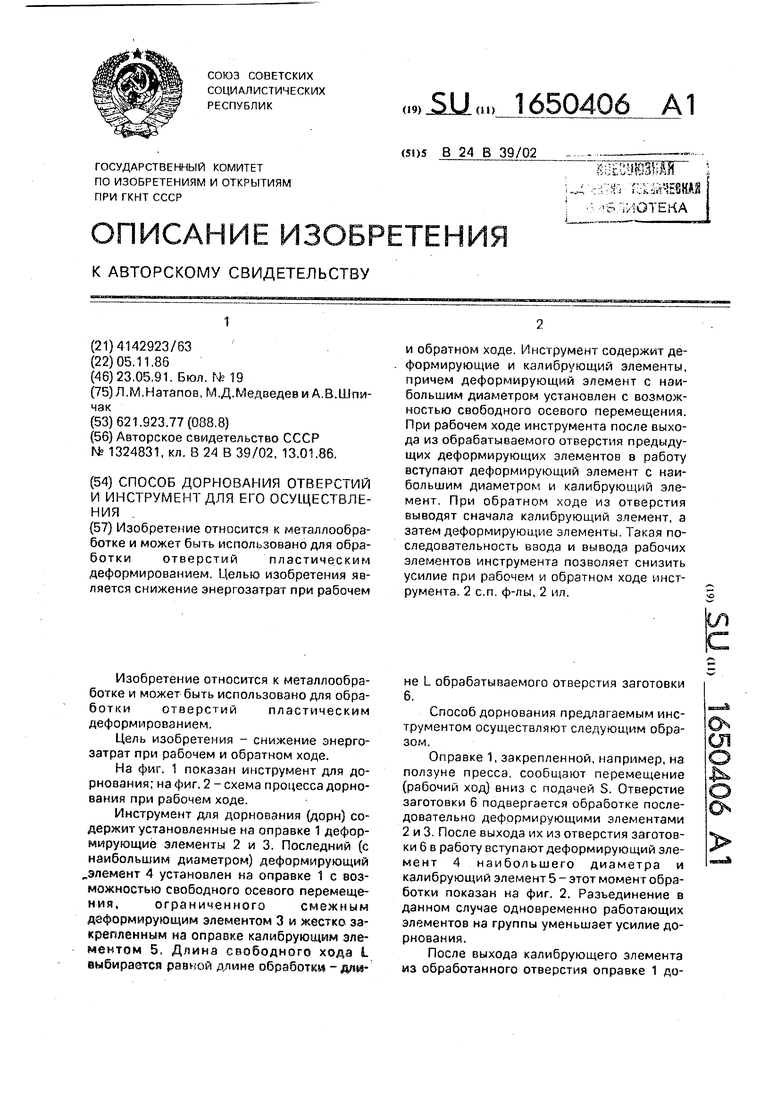

| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн | 1985 |
|
SU1785847A2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| Устройство для дорнования отверстий труб | 1988 |
|
SU1586896A1 |
Изобретение относится к металлообработке и может быть использовано для обработки отверстий пластическим деформированием. Целью изобретения является снижение энергозатрат при рабочем 2 и обратном ходе. Инструмент содержит деформирующие и калибрующий элементы, причем деформирующий элемент с наибольшим диаметрорл установлен с возможностью свободного осевого перемещения. При рабочем ходе инструмента после выхода из обрабатываемого отверстия предыдущих деформирующих элементов в работу вступают деформирующий элемент с наибольшим диаметром и калибрующий элемент. При обратном ходе из отверстия выводят сначала калибрующий элемент, а затем деформирукщие элементы. Такая последовательность ввода и вывода рабочих элементов инструмента позволяет снизить усилие при рабочем и обратном ходе инструмента. 2 с.п. ф-лы, 2 ил.
Фие.2
| Сборная деформирующая протяжка | 1986 |
|
SU1324831A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
