Изобретение относится к металлообработке и может быть использовано при обработке труб.
Целью изобретения является расширение технологических возможностей за счет увеличения диапазона, обрабатываемых криволинейных отверстий с постоянным и переменным радиусами кривизны.
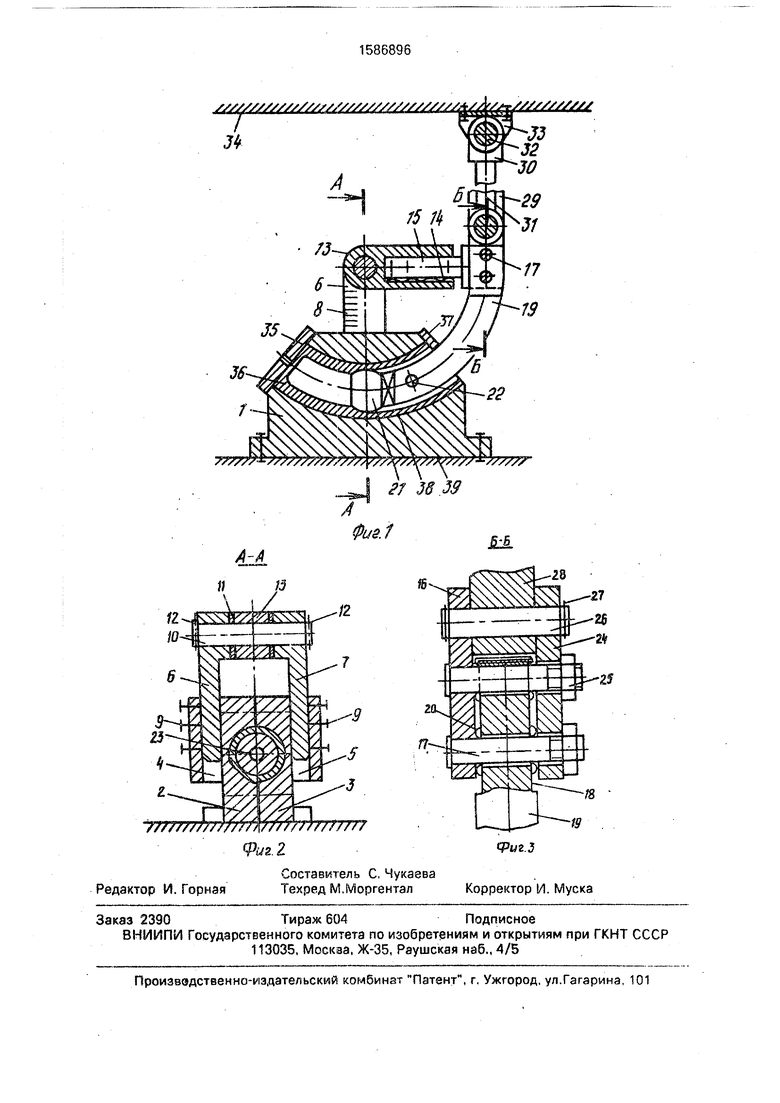
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение - А-А на фиг. 1; на фиг. 3 -сечение Б - Б на фиг. 1.
Устройство для дорнования отверстий труб состоит из основания 1 (фиг. 1), которое выполнено разьемным из.двух половин 2 и 3 (фиг.2), в которых выполнены вертикально
расположенные отверстия 4 и 5 прямоугольной формы. В отверстиях 4 и 5 установлены с возможностью выдвижения стойки 6 и 7 с .нанесенными шкалами 8 для настройки устройства на обработку детали с требуемым радиусом кривизны. Фиксация стоек 6 и 7 осуществляется с помощью нажимных винтов 9, установленных в половинах 2 и 3. В верхней части стоек 6 и 7 имеются цилиндрические отверстия, в которых шарнирно с помощью оси 10, шайб 11 и запорных колец 12 установлено водило 13, в отверстии прямоугольного сечения которого расположены пружины 14 и телескопически выдвигающийся элемент 15, в основании 16 которого закреплена на паре шипов 17 с гарантироел сх о сх о с
ванным диаметральным зазором оправка 18дорна 19, Кроме того, из шипах 17 по обе стороны ст оправки 18 дорна 19 установлены пружинные волновые кольца 20, Дорн 19 снабжен быстросьемным дорнирующим элементом 21, Для выхода воздуха при до- рновании деталей с глухими отверстиями в оправке дорна и дорнируюа ем элементе выполнены отверстия 22 и 23. Закрепление оправки дорна на основании 16 осуществляется с помощью планки 24 и гаек 25, устанавливаемых на резьбовую часть шипов 17, В отверстиях основания 16 и планки 24 шар- нирно с помощью оси 26 и.запорных колец 27 закреплен толкатель 28,-выполненный раздвижным из двух половин 29 и 30, фиксируемый с помощью нажммных винтов 31 в зависимости от требуемой длины хода толкателя 28. Другой.конец (половина) 30 толкателя 28 шарнирно с помощью оси 32 устанавливается в кронштейне 33, закрепленном на ползуне 34 пресса. Кроме того, в состав устройства входят элемент 35 осевого подпора заднего конца трубы 36 и быст- роотводной упор 37 для переднего конца трубы, а также отверстие 38 для установки трубы (детали) 36 и нижняя плита 39 пресса, на которой установлено основание 1 устройства.
Устройство работает следуюа им образом.
Дорнование трубной ззготовк /; с отверстием, ось которого имеет гюстоянный радиус кривизны.
Перед началом работы осуществляется наладка устройства для обработки конкретной детали. Для этого стойки 6 и 7 выдвигаются из половин корпуса 2 и 3 по шкалам 8 на требуемую высоту, соответствующую радиусу обрабатываемой детали 36, после чего фиксируются нажимн1; ми винтами 9, Водило 13 с выдвижным элементом 15 настраивается также на радиус обрабатывае- мой детали (размер :от оси отверстий в стойках 6 и 7 до оси шипов 17) с последующей фиксацией относительного положения элементов 13 и 15 нажимными винтами, Раздвижной толкатель 28 настраивается по длине так,чтобы обеспечить устройству необходимый ход от ползуна пресса, равный длине дорнируемого отверстия, после чего половины 29 W 30 толкателя фиксируются нажимными винтами 31. Волновые пружинные кольца 20 снимаются с шипов 17, вместо них устанавливаются плоские стандартные шайбы, после чего осуществляют затяжку гает 25 до упора.
Обрабатываемую поверхность детали покрывают те.хнологической смазкой и устанавливают в отверстие 38 до упора в элемент 35 осевого подпора заднего конца трубы. Передний конец трубы фиксируют быс- троотводным упором 37. Затем включают пресс. Ползун 34 пресса, перемещаясь
5 вниз через кронштейн 33 и толкатель 28, перемещает основание выдвижного элемента 15 с закрепленным дорном 19. При этом дорн 19 с дорнирующим элементом 21 описывает дугу радиусом, равным радиусу
10 кривизны отверстия обрабатываемой детали, и перемещается до упора в торец отверстия заготовки 36. Для предотвращения поломки устройства применяется концевой выключатель (не показан). После этого вклю15 чают ход ползуна пресса,вверх и выводят дорн из обработанной заготовки, отводят з сторону упор 37, и через отверстие в элементе 35 выталкивают заготовку (деталь) 36 из отверстия 38 в основании 1. Для предот0 вращения заклинивания заготовки ее диаметр после дорнования не должен быть больше диаметра отверстия 38,
Дорнование трубной заготовки,ось которой имеет переменный радиус кривизны,
В причем разница между наибольшим и наименьшим радиусом кривизны небольшая.
Наладка устройства для обработки детали аналогична. Отличие в наладке устройства заключается в то.м, что на шипы 17
0 вместо плоских шайб устанавливаются волновые пружинные кольца 20, а гайки 25 затягиваются так, чтобы кольца 20 были слегка поджаты и оправка дорна удерживалась за счет сил трения Б положении, необходимом
5 для ввода дорнирующего элемента 21 во входное отверстие заготовки 36,
Работа устройства аналогична работе устройства в первом случае. Однако в связи с отличием в креплении оправки дорна по0 следний получает некоторую дополнительную свободу движения за счет гарантированного зазора в сопряжении шипов 17 с отверстиями в оправке дорна. Ее- - личина плавания дорнирующего элемента
5 21 определяется соотношением длин отверстия в оправке дорна и расстоянием от шипа 17 до дорнирующего элемента 21, т.е. по- следний имеет возможность плавания so столько раз больше гарантировйнного зазо0 ра в указанном сопряжении, во сколько раз расстояние от дорнирующего элемента 21 до оси ближайшего шипа 17 больше длины отверстия под шип в оправке дорна.
Пружинные волновые кольца 20 позво5 ляют плавать дорнирующему элементу 21 и самоустанавлиааться по предварительно обработанному отверстию заготовки, копируя изменения кривизны заготовки, причем плавание дорнирующего элемента 21 мо- жет осуществляться не только в вертикальной плоскости, т.е. возможна обработка заготовок с переменной кривизной в нескольких плоскостях. Вывед.ение дорна из заготовки осуществляется аналогично.
Дорнование трубной заготовки, ось ко- торой имеет переменный радиус кривизны, причем разница между наибольшим и наименьшим радиусами кривизны значительна.
Наладка устройства аналогична налад- ке во втором случае. Отличие состоит в том, что отсутствует винтовой зажим выдвижного элемента 15 в отверстии водила 13, а имеет место поджим указанного элемента пластинчатой пружиной 14, закрепленной на детали 15 (или на водиле 13).
Работа устройства аналогична работе устройства во втором случае. Отличие состоит в том, что плавание дорна увеличивается за счет дополнительного перемещения выдвижного элемента 15, в основании которого закреплен дорн. До- . рнирующий элемент 21 копирует имеющуюся кривизну оси заготовки.
Предлагаемое устройство для дорнова- ния отверстий труб имеет расширенныетех- нологические возможности по сравнению с известными устройствами этого же назначения: позволяет наряду с прямолинейными отверстиями обрабатывать дорнованием в широком диапазоне типоразмеров детали с криволинейными осями отверстий переменной и постоянной кривизны в различных плоскостях, как глухих, так и сквозных.
Расширение технологических, возмож- ностей достигается благодаря наличию всех указанных отличительных признаков за счет выполнения стоек, водила и толкателя регулируемыми на любой размер в определенном диапазоне типоразмеров деталей
по радиусам кривизны и длине, а оправки дорна плавающей на шипах основания выдвижного элемента водила.
Наличие указанных отличительных признаков позволяет упростить конструкцию устройства и увеличить номенклатуру обрабатываемых дорнованием деталей,
Формула и 30бретения 1. Устройство для дорнования отверстий труб, содержащее разъемное основание из двух половин, толкатель, шарнирно закрепленный на кронштейне ползуна пресса, оправку с дорном, механизм его перемещения, водило, элемент осевого подпора заднего конца трубы, упор для переднего конца трубы и элемент регулировки, отличающееся тем, что, с целью расширения технологических возможностей за счет увеличения диапазона обрабатываемых криволинейных отверстий с постоянным и переменным радиусами кривизны, элемент регулировки выполнен в виде двух стоек со шкалами, каждая из которых расположена в выполненном в каждой половине основания прямоугольном пазу с возможностью вертикального перемещения, и подпружиненного телескопического элемента с двумя жестко закрепленными шипами, на которых закреплена оправка с дорном, причем в стойках шарнирно закреплено водило, в котором выполнено отверстие под телескопический элемент, причем последний шарнирно связан с толкателем, выполненным регулируемым по длине,
2. Устройство по п.1, отл ичающее- с я тем, что оно снабжено пружинными волновыми кольцами, установленными с возможностью взаимодействия с шипами и оправкой дорна.
/7/////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования отверстий | 1985 |
|
SU1411123A1 |
| Устройство для формования отверстий труб | 1988 |
|
SU1637999A1 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| Штамп для дорнования трубчатых деталей | 1982 |
|
SU1072959A1 |
| Устройство для дорнования отверстий трубы | 1988 |
|
SU1602711A1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1738616A1 |
| Устройство для раздачи труб | 1977 |
|
SU707657A1 |
| Устройство для дорнования трубных заготовок | 1990 |
|
SU1756127A1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1731611A1 |
Изобретение относится к металлообработке. Цель изобретения - расширение технологических возможностей устройства за счет увеличения диапазона обрабатываемых криволинейных отверстий с постоянным и переменным радиусами кривизны. Устройство снабжено выдвижными стойками, в которых шарнирно закреплено водило с телескопическим выдвигающимся подпружиненным элементом. В основании подпружиненного элемента на шипах подвижно закреплена оправка дорна и шарнирно установлен регулируемый по длине толкатель. Устройство снабжено также пружинными волновыми кольцами, установленными с возможностью взаимодействия с шинами и оправкой дорна. При обработке оправка с дорном описывает дугу радиусом, равным радиусу кривизны отверстия. Дорн копирует кривизну оси заготовки за счет плавающей установки оправки и подпружиненного элемента водила. Это позволяет обрабатывать дорнованием детали с криволинейными осями отверстий переменной и постоянной кривизны в различных плоскостях, как глухих, так и сквозных. 1 з.п. ф-лы, 3 ил.
. / 3S 33
А-А
//7/77777/ ////
5±
и
| Устройство для дорнования отверстий | 1985 |
|
SU1411123A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
