Изобретение относится к изготовлению абразивного инструмента.
Цель изобретения - повышение износостойкости инструмента и качества обрабр- танной поверхности.
Согласно предлагаемому способу имп- регнировайный абразивный круг погружают в жидкий азот на 3-5 мин, затем пропитывают фторсодержащим поверхностно-активным веществом и выдерживают в печи при темпера гуре плавления импрегнатора в течение 30-40 мин, но не выше 125±5°С до заполнения пор. Импрегнирующий состав под действием теплового удара уменьшается в объеме и фторсодержашее поверхностно-активное вещество, обладая высокой подвижностью, заполняет поры и обволакивает зерна круга и массу импрегнатора, обеспечивая снижение поверхностного трения при шлифовании, исключает прижоги на поверхности, препятствует адгезии стружки к крУП/. улучшает условия самозатачивания, тем самым повышает его износостойкоеть и качество обработанной поверхности. Выдержка в печл позволяет импрегнатору полностью заполнить поры.
Пример. Абразивные круги, импрег- нированные углеродформальдегидной смолой, проверяют по геометрическим параметрам, по плотности, размеру зерна и качеству правки. Размеры кругов ПП65хЗОх20 и ПП200х76х50 по Г ОСТу 2424- 75 91П16СМ 17К43А. Затем по пять инструментов каждого наименования погружают в жидкий азот на 1, 3, 5 и 7 мин. После этого выдерживают на воздухе до стабилизации формы поверхности и погружают в раствор фторе о держащего поверхностно-активного вещества марки 6СФК 180-05 до заполнения пор круга, полученных при резком охлаждении импрегнированного инструмента и разности коэффициентов линейного расширения. Пропитанный инструмент укладывают в контейнер и помещают в печь, выдерживают при температуре плавления импрегнатора 100°С в течение 25, 30, 35, 40 и 45 мин. Затем абразивные круги, обрабо- .танные по предлагаемой технологии, охлаждают на воздухе до комнатной температуры и проводят испытания абразивных кругов в производственных условиях на круглошли- фовальном станке мод. 3701 при обработке
сл
Veone
швк
стали 12ХНЗА твердостью 60-65HRC3 диаметром 20 мм, длительной 150 мм. Условие испытаний: м/с; Уд-0,17м/с;1-0,0 .
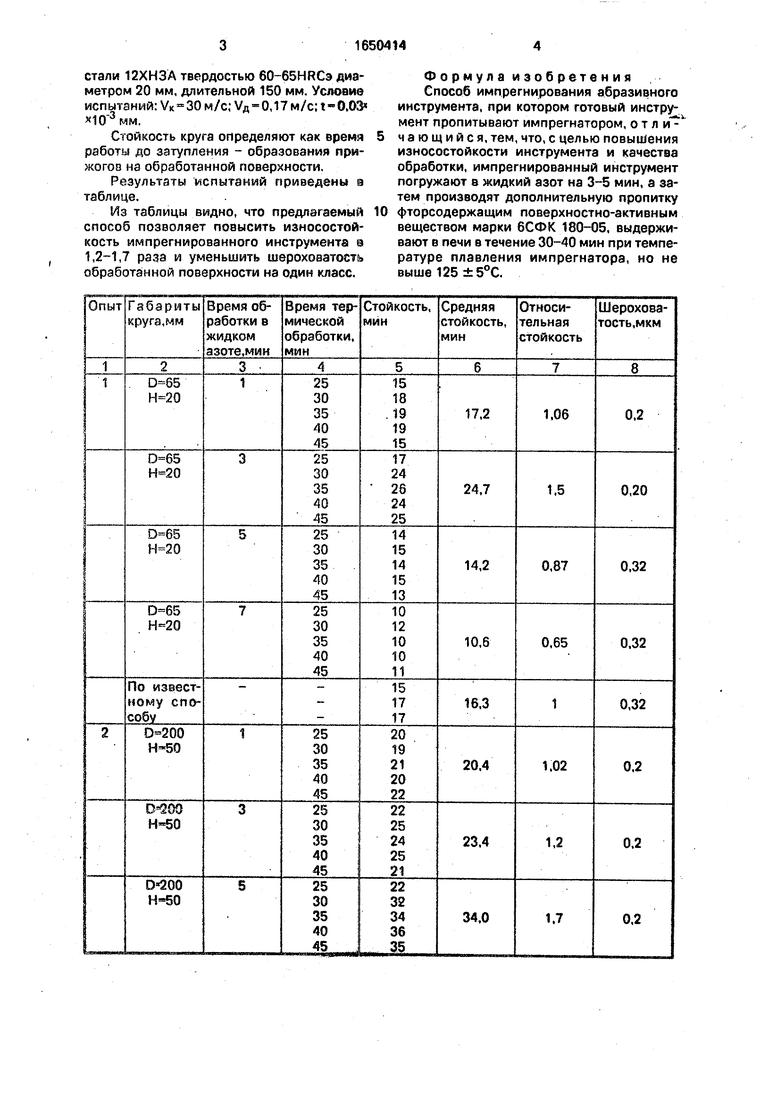
Стойкость круга определяют как время работы до затупления - образования при- жогов на обработанной поверхности.
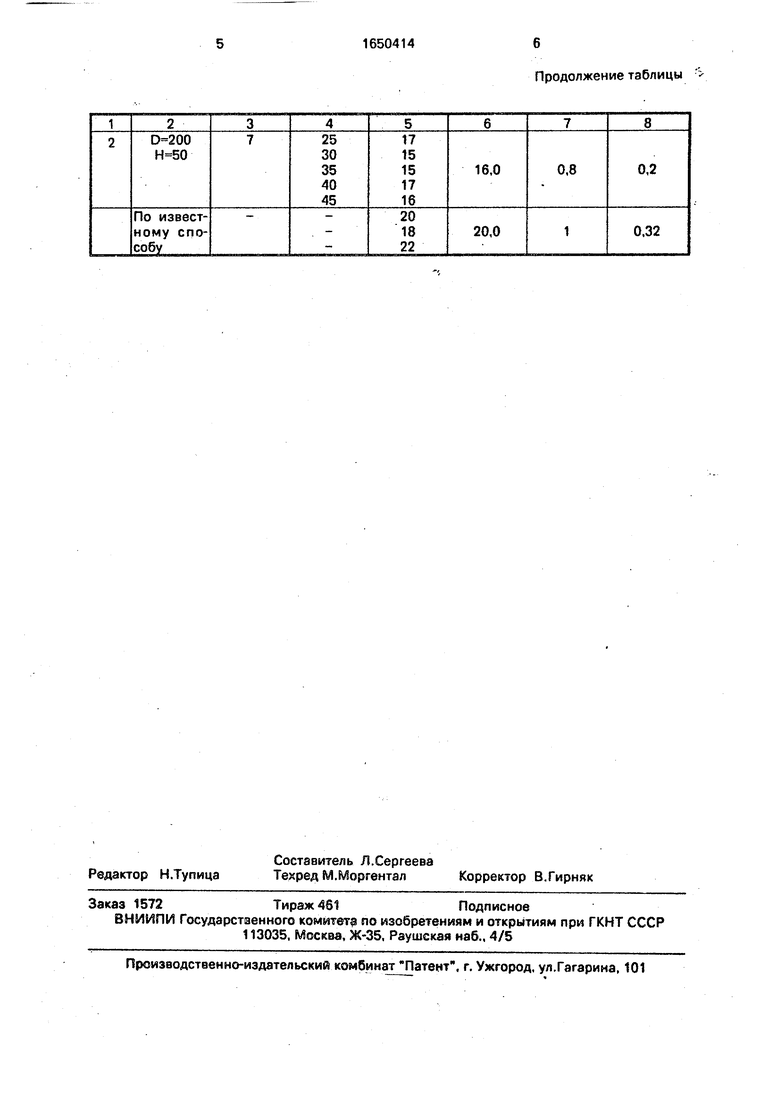
Результаты испытаний приведены & таблице.
Из таблицы видно, что предлагаемый способ позволяет повысить износостойкость импрегнированного инструмента а 1,2-1,7 раза и уменьшить шероховатость обработанной поверхности на один класс.
Формула изобретения Способ импрегнирования абразивного инструмента, при котором готовый инструмент пропитывают импрегнатором, о т л и чающийся, тем, что, с целью повышения износостойкости инструмента и качества обработки, импрегнированный инструмент погружают в жидкий азот на 3-5 мин, а затем производят дополнительную пропитку фторсодержащим поверхностно-активным веществом марки 6СФК 180-05, выдерживают в печи в течение 30-40 мин при температуре плавления импрегнатора, но не выше125±5°С.
Продолжение таблицы 
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1373551A1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1779567A1 |
| Способ обработки режущего инструмента | 1989 |
|
SU1696148A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
Изобретение относится к изготовлению абразивного инструмента. Цель изобретения - повышение износостойкости инструмента и качества обработанной поверхности. Предварительно импрегниро- ванный готовый инструмент (абразивный круг) погружают в жидкий азот на 3-5 мин. затем пропитывают фторсодержащим поверхностно-активным веществом до заполнения пор и выдерживают в печи при температуре плавления импрегнатора в течение 30-40 мин, но не выше 125±5°С. 1 табл.
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000262A1 |
| кл, В 24 D17/00, 1981. | |||
