Изобретение .относится к электронной технике, в частности к технологическому оборудованию для изготовления электрических конденсаторов постоянной емкости, преимущественно монолитных керамических конденсаторов с однонаправленными выводами, и может быть использовано для сборки и пайки пакетов конденсаторов с парными выводами, сформованными в виде обращенных друг к другу С-образных крючков.
охватывающих в собранном виде пакет конденсатора с двух противоположных торцов.
Цель изобретения - повыщение производительности и качества сборки.
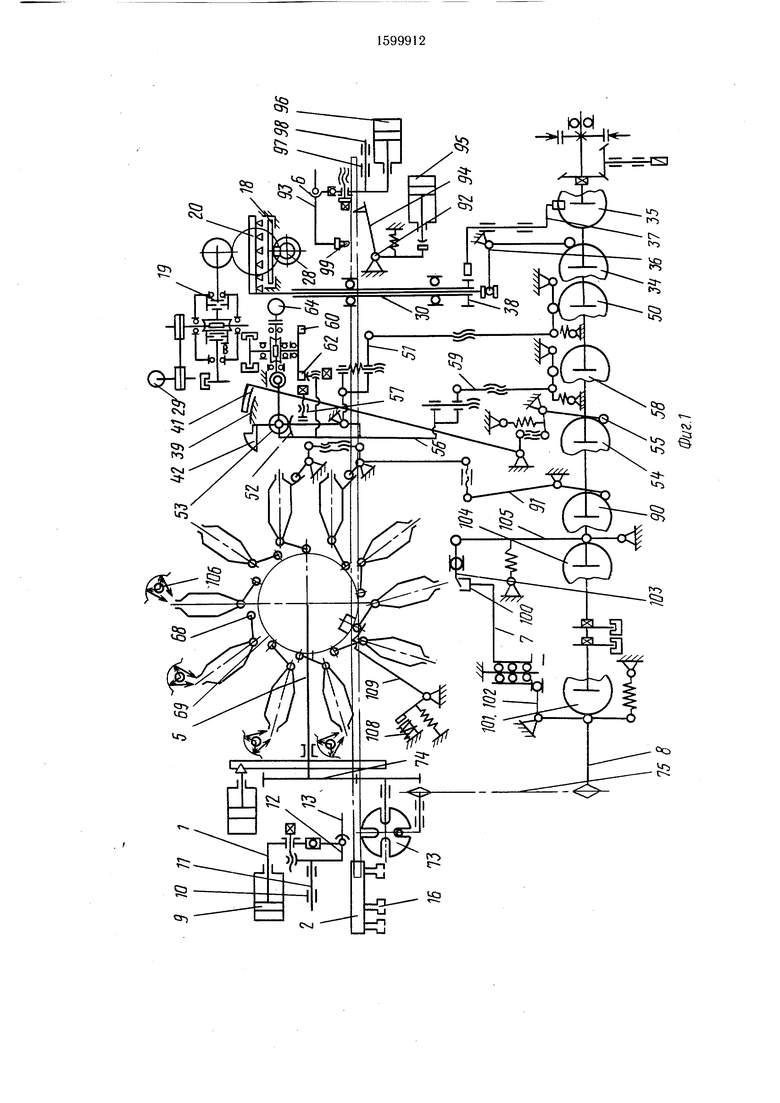
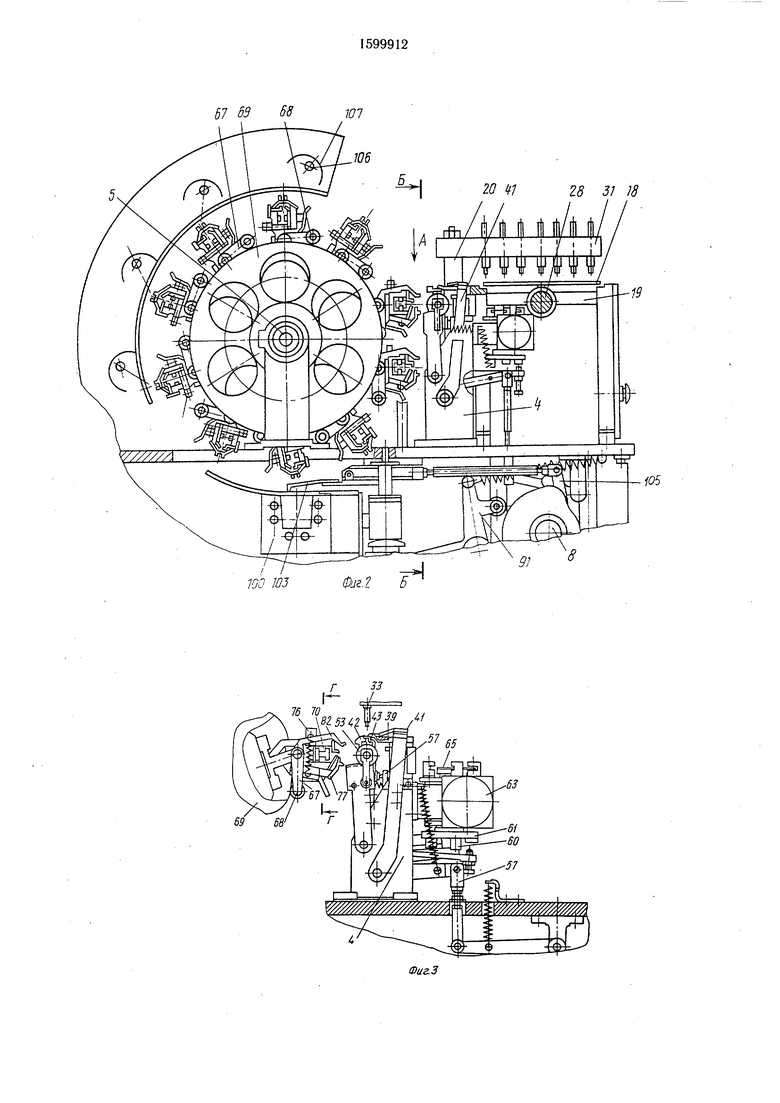
На фиг. 1 изображена кинематическая схема устройства групповой сборки и пайки монолитных керамических конденсаторов; на фиг. 2 - устройство групповой сборки и пайки, поперечное сечение; на фиг. 3 - механизм сборки; на фиг. 4 - кинемати
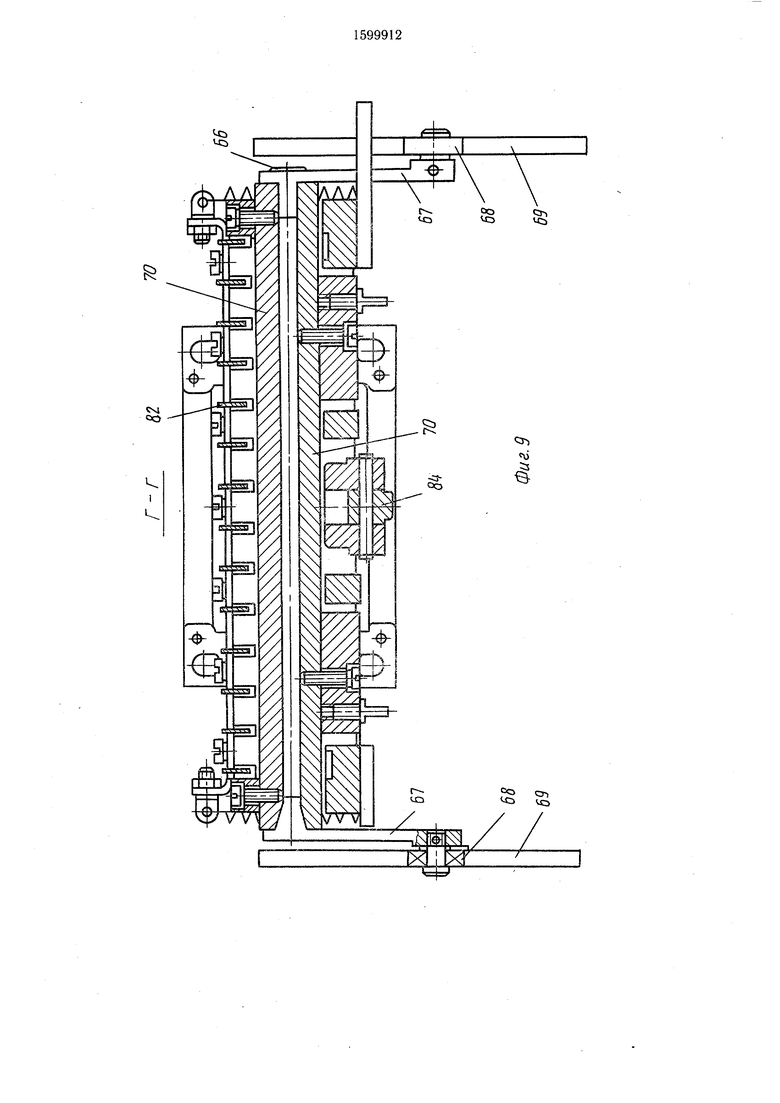
ческая схема механизма захватов пакетов на фиг. 5 - механизм сборки и захватов пакетов; на фиг. 6 - вид А на фиг. 2; на фиг. 7 - разрез Б-Б на фиг. 2; на фиг. 8 - вид В на фиг. 5; на фиг. 9 - разрез Г-Г на фиг. 3; на фиг. 10 - манипулятор групповой загрузки пакетов; на фиг. 11 - вид Д на фиг. 10; на фиг. 12 - кассета с выводами, вид сверху; на фиг. 13 - кассета с выводами и собранными с выводами пакетами; на фиг. 14 - вид Е на фиг. 13; на фиг. 15 - собранный конденсатор - пакет с припаянными выводами; на фиг. 16- 20 - различные положения механизма сборки во время работы.
Устройство содержит механизм 1 подачи кассет 2, механизм 3 подачи пакетов конденсаторов, механизм 4 сборки, транспортирующий ротор 5, механизм 6 съема кассет 2, механизм 7 пайки и управляющий кулачковый вал 8.
Механизм 1 подачи кассет 2 состоит из силового цилиндра 9 с направляющей 10, каретки 11 с досылателем 12 и храповиком 13, установленной с возможностью перемещения по направляющей 10.
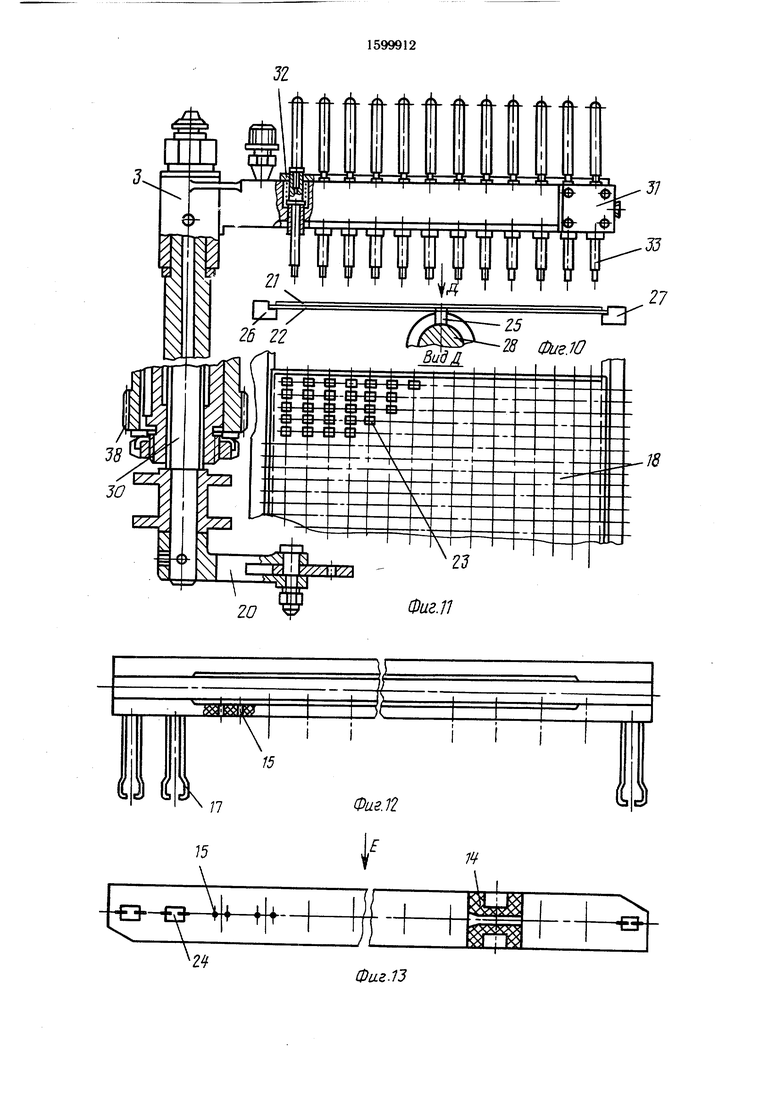
Кассета 2 представляет собой пластмассовый призматический брусок с сечением в ни де двутавровой балки . 14 с отверстиями 15 для закрепления парных выводов 16, сформованных в виде обращенных друг к другу С-образных крючков 17.
Механизм 3 подачи пакетов конденса- торов содержит рамки 18, механизм 19 перемещения рамок 18 и манипулятор 20.
Рамки 18 представляют собой две скрепленные между собой пластины 21 и 22, в верхней пластине 21 выполнены прямоугольные окна, образующиеся при скреплении пластин ячейки 23 для пакетов конденсаторов 24, причем число ячеек в ряду соответствует числу одновременно собираемых конденсаторов. В нижней пластине 22 закреплен палец 25.
Механизм 19 перемещения рамок 18 сое- тоит из направляющих линеек 26 и 27 и ходового винта 28 с приводом 29. Ходовой винт 28 выполнен с канавкой, в которой устанавливаются пальцы 25 рамок 18.
Манипулятор 20, предназначенный для группового переноса пакетов конденсаторов 24, представляет собой установленную с возможностью вертикальных перемещений и поворота стойку 30, на которой закреплена поворотная головка 31 с подпружиненными пружинами 32 вакуумными присосками 33. Привод манипулятора 20 осуществляется двумя кулачками 34 и 35, подъем и опускание через рычаг 36, поворот через реечный рычаг 37 и щесте)ню 38.
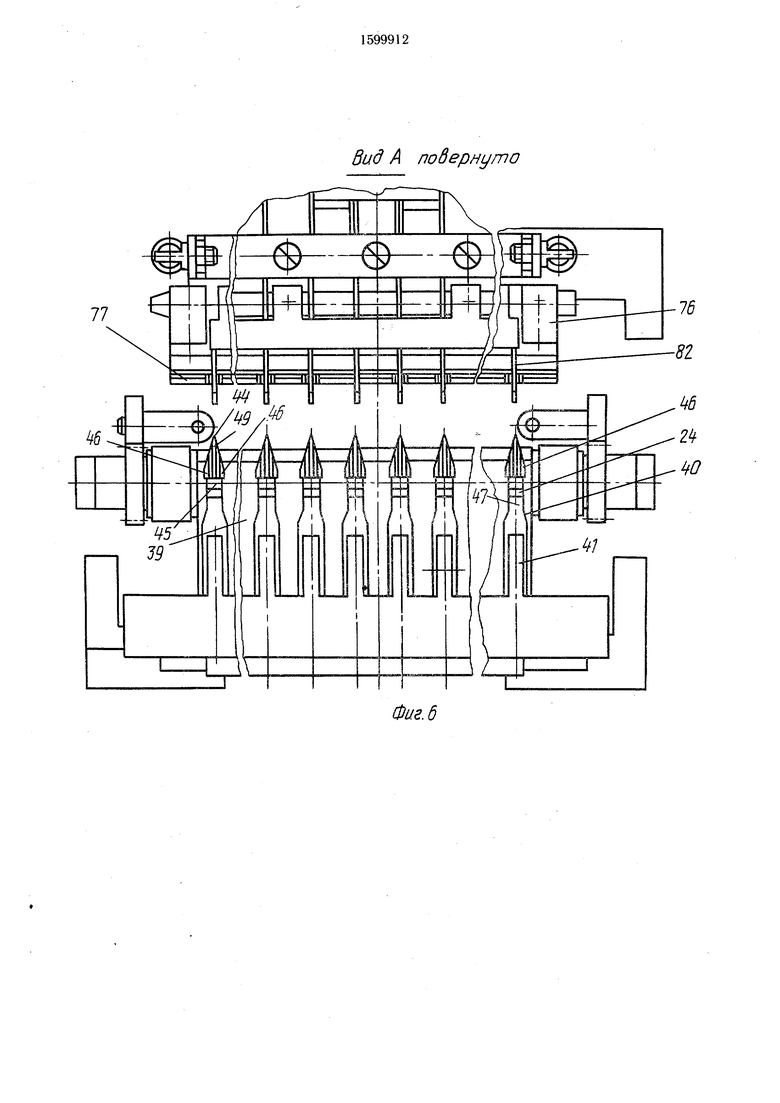
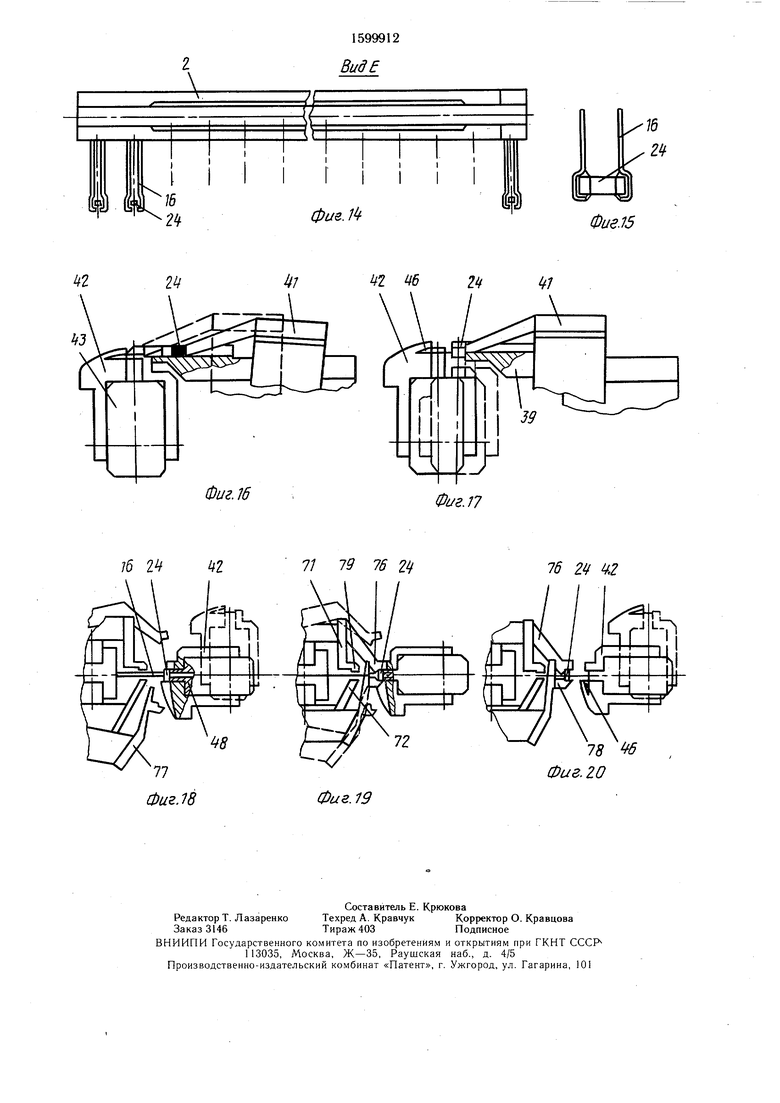
Механизм сборки содержит неподвижный стол 39 с пазами 40, выполненными с ко- нусными заходными частями, гребенчатый шибер 41, служащий для подачи пакетов конденсаторов 24 по пазам 40 к поворотному групповому сборочному челноку 42, установленному на платформе 43 и снабженному узлами разведения парных выводов 44. Каждый узел 44 разведения челнока 42 выполнен в виде планки 45, имеющей два боковых клиновидных выступа 46, служащих для разведения парных выводов 16, и расположенную между выступами опорную площадку 47 для пакетов конденсаторов 24 с вакуумным отверстием 48 для их удержания.
Боковые клиновидные выступы 46 выполнены таким образом, что расстояние между наиболее удаленными их точками больше максимально возможного размера пакета конденсатора 24.
В узле 44 разведения имеется прорезь 49 для вхождения захватов пакета конденсатора 24.
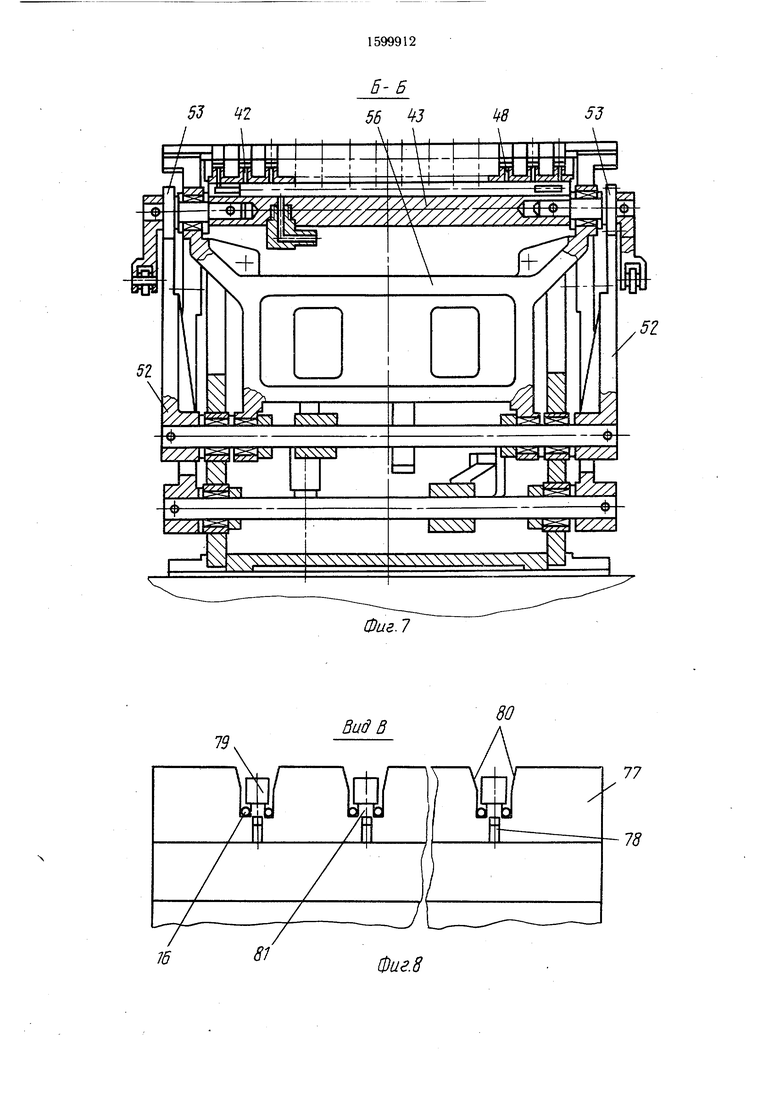
Для сообщения качательного движения групповому сборочному челноку 42 служит кулачок 50, воздействующий на систему рычагов 51, зубчатый сектор 52 и шестерню 53, а для привода гребенчатого шибера 41 - кулачок 54 и система рычагов 55. Групповой сборочный челнок 42 установлен на платформе 43, на качающемся кронштейне 56, который поджимается пружиной к упору 57, установленному на неподвижном столике 39, чем определяется исходное положение челнока 42.
Качающийся кронштейн 56 вместе со сборочным челноком 42 связан с кулачком 58 через рычаг со стяжкой 59, обеспечивающей поворот кронщтейна 56 на угол, ограничиваемый автоматическим упором 60, который устанавливается в зависимости от толщины собираемого пакета конденсаторов.
Упор 60 представляет собой планшайбу 61 с опорными выступами 62, установленную на выходном валу червячного редуктора 63, соединенного с электродвигателем 64. На одном валу с планшайбой 61 установлен флажок 65, взаимодействующий с датчиками положения планшайбы 61.
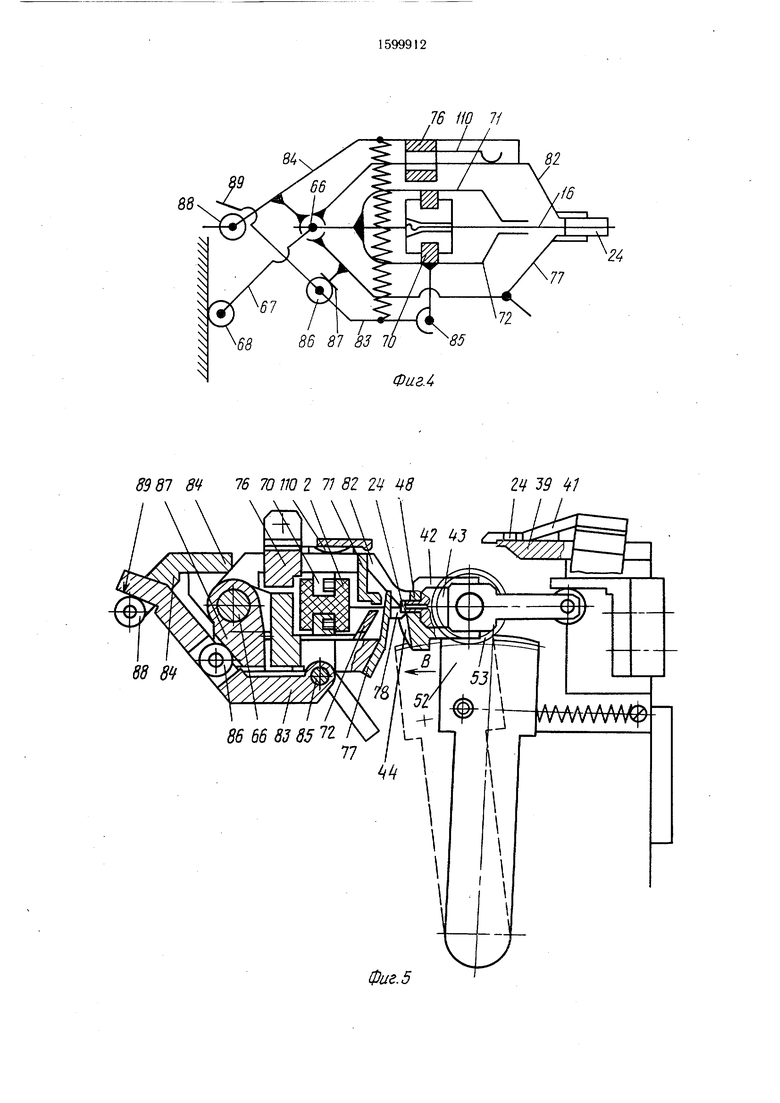
На образующей наружной поверхности транспортного ротора 5 установлены поворотные оси 66 с копирующими рычагами 67, оснащенными роликами 68. Соосно с транспортным ротором 5 установлен неподвижный копир 69, с которым взаимодействуют ролики 68 рычагов 67. На каждой поворотной оси 66 установлена направляющая 70 с верхним выступом 71 и нижним выступом 72 для выравнивания выводов 16. Транспортный ротор 5 осуществляет прерывистое вращательное движение от кулачкового вала 8 при помощи мальтийского механизма 73, зубчатой передачи 74 и цепной передачи 75. При движении копирующие рычаги 67, взаимодействуя с профилем неподвижного копира 69, осуществляют поворот направляющих на заданный угол на различные технологические позиции.
На каждой поворотной оси 66 направляющей 70 установлены два охватывающих направляющую 70 Г-образных рычага 76 и 77. Один Г-образный рычаг оснащен механизмом 78 сведения парных выводов, выполненным в виде зубьев 79 захватов пакетов конденсаторов 24 и V-образных вырезов 80 с внутренними упорами 81, образующими при смыкании рычага 76 с выступами направляющей 70 замок для фиксации выводов 16.
На верхнем рычаге 76 установлены самостоятельно подпружиненные прижимные пластины 82, прижимающие пакеты конденсаторов 24 к захватывающей поверхности зубьев 79 нижнего рычага 77.
Г-образные рычаги 76 и 77 связаны между собой узлом их синхронного поворота и центрирования выводов 16 и пакетов 24 в одной плоскости независимо от разброса размера пакетов, состоящим из двух кинематически замкнутых рычагов 83 и 84, первый из которых установлен на поворотной оси 85 на направляющей 70 для кассет 2 и снабжен роликом 86, контактирующим с копирной поверхностью 87 Г-образ- ного рычага 77.
Второй рычаг 84 жестко закреплен на другом Г-образном рычаге 76 и снабжен роликом 88, контактирующим с копирной поверхностью 89 первого рычага 83.
При этом соотношение плеч рычагов 83 и 84 обеспечивает строго одинаковое перемещение верхнего и нижнего Г-образных рычагов 76 и 77 и их схождение в плоскости расположения выводов 16.
Перемещение Г-образных рычагов происходит под действием кулачка 90 с помощью системы рычагов 91.
Механизм 6 съема кассет 2 содержит ограничитель 92 подачи кассет 2 и съемник 93. Ограничитель 92 подачи кассет 2 представляет собой двуплечий рычаг 94, приводимый в движение силовым цилиндром 95.
Съемник 93 представляет собой силовой цилиндр 96 с установленной на нем направляющей 97, с кареткой 98 и захватом 99.
Механизм 7 пайки содержит ванну 100 пайки, кулак 10 и рычаг 102, обеспечивающие ее подъем и опускание, а также скребок 103, снимающий окисел с поверхности припоя и управляемый кулаком 104 через рычаг 105.
Устройство содержит также механизм предварительного подогрева зажимов с собранными пакетами конденсаторов 24, который представляет собой инфракрасные излучатели 106 с рефлекторами 107 и вибратор 108 с толкателем 109, сообщающим вибрацию зажимам с пакетами, удерживаемыми прижимными пластинами 82, подпружиненными к верхнему рычагу 76 пружинами ПО, в ванне пайки 100.
Устройство работает следующим образом.
Механизмом 1 подачи кассет перемещают кассету 2 с закрепленными попарно
выводами 16, на концах которых сформованы обращенные друг к другу С-образные крючки, в направляющие 70, расположенные на транспортирующем роторе 5, ло упора в 5 ограничитель 92 подачи кассет 2.
Транспортирующий ротор 5 от кулачкового вала 8 через цепную передачу 75, мальтийский механизм 73 и зубчатую передачу 74 поворачивают на шаг в позицию сборки.
Рамку 18 с пакетами конденсаторов 24 перемещают ходовым винтом 28 в зону работы манипулятора 20. Под действием кулачка 34 через рычаг 36 опускают поворотную головку 31 и вакуумными присосками
5 33 захватывают ряд пакетов конденсаторов из рамки 18. Головку 31 поднимают и поворачивают кулачком 35 через поворотный реечный рычаг 37 и шестерню 38 на 90°, опускают и укладывают пакеты в пазы 40 стола 39 механизма 4 сборки.
0 Гребенчатым шибером 41 механизма 4 сборки под действием кулачка 54 через систему рычагов 55 перемещают пакеты конденсаторов по пазам 40 стола 39, центрируя их в конусной заходной части, и досы5 лают пакеты на опорную площадку 47 качающейся платформы 43 группового сборочного челнока 42, где они закрепляются вакуумом через отверстия 48.
Групповой сборочный челнок 42 вместе с качающимся кронштейном 56 от кулачка 58
0 через рычаг со стяжкой 59 перемещают в переднее положение на величину, определяемую автоматическим упором 60, после чего групповой сборочный челнок 42 под действием кулачка 50 через систему рычагов 51, зубчатый сектор 52 н шестерню 53 по5 ворачивают на 90°.
При этом челнок 42 входит в крючки 17 выводов 16, разводит их боковыми клинообразными выступами 46 и вводит в крючки 17 пакеты конденсаторов (Г-образные
рычаги 76 и 77 разведены).
Автоматический упор 60 определяет величину перемещения качающегося кронштейна 56 в зависимости от толщины пакетов собираемых конденсаторов. Его выставка
происходит следующим образом: от электродвигателя 64 через червячный редуктор 63 вращается планшайба 61 с установленными на ней опорными выступами 62, имеющими различную высоту. По команде от датчиков, с которыми взаимодействует флажок
0 65, на опорную позицию выводится соответствующий опорный выступ.
После введения пакетов конденсаторов в крючки выводов под действием кулачка 90 через систему рычагов 91 сводятся Г-образные рычаги 76 и 77. При этом происхо5 дит центрирование и фиксация выводов в замок в рейке нижнего Г-образного рычага, захват пакетов зубьями 79 нижнего рычага 77 и прижимными пластинами 82 верхнего рычага 76 и центрирование пакетов относительно выводов 16. Центрирование происходит благодаря строго синхронному перемещению верхнего 76 и нижнего 77 Г-об- разных рычагов.
При качании рычага 77 вокруг оси 66 его копирная поверхность 87 воздействует на ролик 86 рычага 84, который поворачивается вокруг оси 85 и своей копирФормула изобретения
1. Устройство для групповой сборки и пайки монолитных керамических конденса- 5 торов, содержащее механизмы подачи кассет с формованными выводами и подачи пакетов конденсаторов, транспортирующий ротор с направляющими для кассет, снабженными выступами для выравнивания вывоной поверхностью 89 через ролик 88 пере- дов, механизм сборки с захватами паке- мещает рычаг 84, жестко закрепленный на тов, выполненными в виде зубчатой рейки верхнем Г-образном рычаге 76.и подпружиненных зажимных элементов, меГрупповой сборочный челнок отходит от ханизмы разведения и сведения выводов, зажима, оставляя пакеты закрепленными в механизмы флюсования и пайки и меха- его захватах и, поворачиваясь на 90°, низмы съема кассет, отличающееся тем,
15 что, с целью повышения производительности и качества сборки, устройство снабжено неподвижным копиром, установленным соос- но с транспортным ротором, копирующими рычагами, шарнирно установленными на назанимает исходное положение.
Транспортирующий ротор 5 поворачивается на шаг, перемещая собранную группу в позицию визуального осмотра, а затем на ряд позиций предварительного подогрева, где зажимы и пакеты подогреваются инфракрасным излучением. При этом копирующие рычаги 67 под воздействием неподвижного копира 69 поворачивают направляющие 70 с кассетами 2 и с пакетами Б положение, соответствующее светово20
ружнои поверхности транспортного ротора с
возможностью взаимодействия с неподвижным копиром, попарно подпружиненными относительно друг друга Г-образными рычагами, оси поворота которых расположены со- осно с осями поворота копирующих рычаму потоку, направляемому от инфракрас- 25 УЗлом синхронного поворота Г-образ- ных излучателей 106 рефлекторами 107.. ных рычагов, установленным с возможностью
поворота на направляющей, направляющая
В зоне пайки поднимается под деист- смонтирована между Г-образными рычагами вием кулака 101 через рычаг 102 ванна с возможностью поворота, причем ось ее пайки 100, пакеты с выводами погружают- поворота соосна с осью поворота копирую- ся в припой и происходит пайка. Пред- 30 щих рычагов, механизм сведения выводов варительно скребок 103 под действием ку- установлен на одном Г-образном рычаге
лака 104 через рычаг 105 снимает окисел с поверхности припоя.
Кассета с запаянными конденсаторами
каждой пары, а подпружиненные зажимные элементы размещены на другом Г-образном рычаге этой нары, механизм сборки оснащен поворотным подпружиненным рычагом, стол
Формула изобретения
1. Устройство для групповой сборки и пайки монолитных керамических конденса- торов, содержащее механизмы подачи кассет с формованными выводами и подачи пакетов конденсаторов, транспортирующий ротор с направляющими для кассет, снабженными выступами для выравнивания выво
ружнои поверхности транспортного ротора с
возможностью взаимодействия с неподвижным копиром, попарно подпружиненными относительно друг друга Г-образными рычагами, оси поворота которых расположены со- осно с осями поворота копирующих рычакаждой пары, а подпружиненные зажимные элементы размещены на другом Г-образном рычаге этой нары, механизм сборки оснащен поворотным подпружиненным рычагом, стол

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для контроля электрических параметров радиодеталей | 1987 |
|
SU1619349A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для набора плоских деталей в стопку | 1980 |
|
SU905141A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU399924A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
Изобретение относится к электронной технике, а именно к технологическому оборудованию для изготовления электрических конденсаторов, и может быть использовано для сборки и пайки конденсаторов с парными выводами. Цель изобретения - повышение производительности и качества сборки. Устройство оснащено неподвижным копиром 69, соосно установленным относительно транспортного ротора. Транспортный ротор имеет копирующие рычаги 67, шарнирно установленные на наружной поверхности и взаимодействующие с неподвижным копиром 69 и Г-образными рычагами 76 и 77, попарно установленными на каждой оси копирующего рычага 67. Г-образные рычаги 76 и 77 подпружиненые относительно один другого, кинематически связаны между собой и охватывают направляющую 70 для кассет. Направляющая 70 установлена с возможностью поворота соосно с осью поворота копирующего рычага 67. Нижний рычаг 77 оснащен механизмом сведения парных выводов, выполненным с зубьями захватов пакетов конденсаторов и перпендикулярными их захватывающим поверхностям V-образными вырезами для сведения парных выводов с внутренними упорами, образующими при смыкании рычага 76 с горизонтальными выступами направляющей 70 замок для фиксации выводов. Каждая сборочная головка челнока 42 выполнена в виде планки, имеющей боковые клиновидные выступы, служащие для разведения парных выводов, и расположенную между выступами опорную площадку для пакетов конденсаторов с вакуумным отверстием для их удержания. В головке имеется также центральная прорезь для вхождения захватов механизма 4 сборки - зубьев и прижимных пластин 82. 2 з.п. ф-лы, 20 ил.
поступает в транспортирующем роторе на по- 35 с механизмом разведения выводов установ- зицию выгрузки, где механизм 1 подачи кас- лен на поворотном рычаге, сет выталкивает ее из транспортирующего ротора на 1/2 длины, а съемник 93 механизма 6 съема кассет 2 с помощью
ных рычагов, а другой жестко закреплен на другом Г-образном рычаге с возможностью взаимодействия с первым рычагом. 3. Устройство по п. 1, отличающееся тем, что механизм разведения выводов выполнен в виде планки с клиновидными выступами, прорезью для Г-образного рычага и опорной площадкой с отверстием для подвода вакуума.
cr
Cvj
- tSl
57 63 58
100 юз
69
Z8 31 18
91
8
63
55QQ 87 83 It) 35
Фиг.4
89 81 84 76 70 1Ю 2 77 82 2 48
16 т 7/
/ / /
82
24 9 41
Фиг. 5
77
Вид А повернуто
Фи.е.6
53 ii2
79,
Вид В
I
/
V /
7681
л
Фиг.7
rh
77
X
X
Фае. 8
Q
18
Фиг.П
Фаг.13
Фиг. 16
J6 2 цг
71 79 76 2
ФиеЛ5
ФигЛ7
76 2tf ,2
78 Фиг. 20
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
