Изобретение относится к устройствам для формования конца термопластичной оболочки при футеровании металлических труб полимерными защитными оболочками и может быть использовано при сооружении трубопроводов в различных отраслях промышленности и строительстве.
Цель изобретения - расширение диапазона использования за счет обеспечения заделки торца трубы при футеровании защитной полимерной оболочкой.
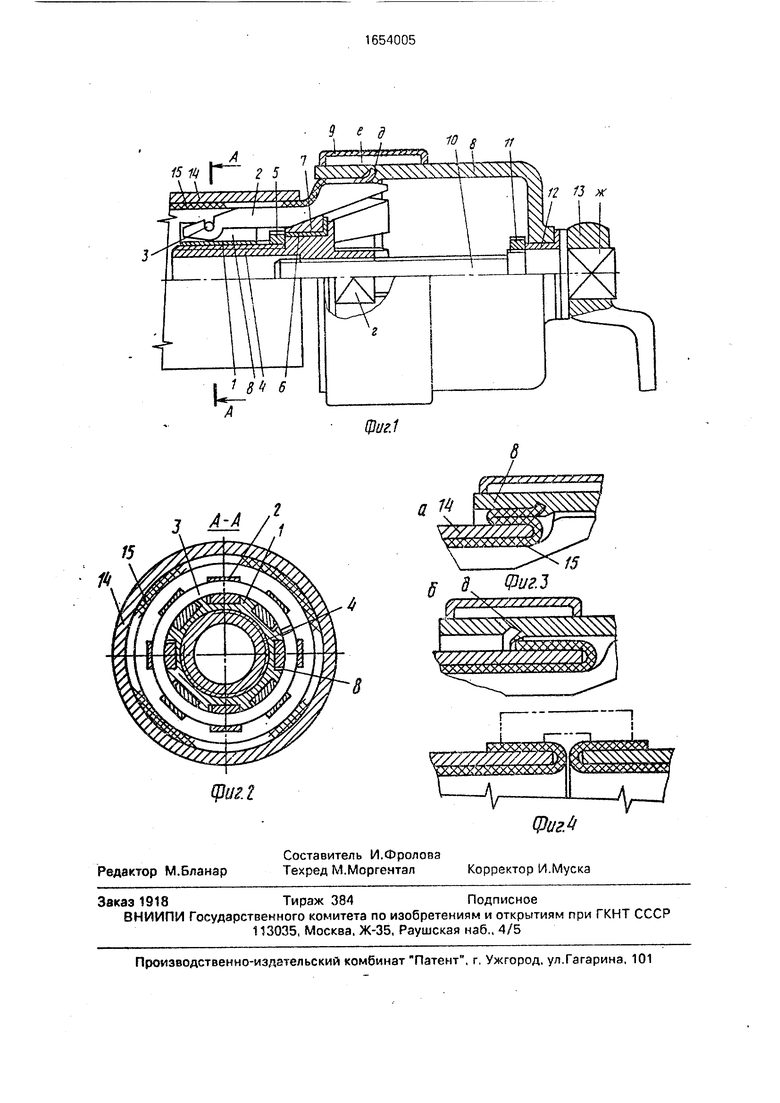
На фиг.1 изображено устройство, продольный разрез, на фиг 2 - разрез А-А на фиг.1; на фиг.З - процесс заворачивания оболочки в положениях а и б: на фиг.4 - концы труб с завернутыми оболочками, подготовленные для соединения
Устройство содержит формующий сердечник, состоящий из неподвижной втулки 1 с пазами в, в которых установлены ступенчатые сегменты 2.. подвижно закрепленные разрезным пружинным кольцом 3 (фиг.1 и 2), в резьбовом отверстии неподвижной втулки 1 установлен плунжер 4, на цилиндрической поверхности которого закреплен гайкой 5 подшипник 6 скольжения и подвижная втулка 7, имеющая коническую наружную поверхность для взаимодействия со ступенчатыми сегментами 2. Плунжер 4 имеет квадратную головку г для его вращения. Матрица 8 выполнена в виде стакана с кольцевым пазом на внутренней поверхности, причем одна кромка паза выполнена с выступом для захвата торца трубы. На наружОч
ел о о ел
ной поверхности матрицы 8 приварен кожух 9. который образует кольцевую полость е для подогревающей жидкости.
Плунжер 4 выполнен полым с центральным резьбовым отверстием, в котором установлена тяга 10, на цилиндрической поверхности которой гайкой 11 закреплен подшипник 12 скольжения, на который установлена матрица 8. Тяга 10 имеет квадратный конец ж, на котором установлена рукоятка 13.
Устройство работает следующим образом.
После обрезки изолирующей оболочки 15 на нужную длину по шаблону (не показан) втрубу 14 вставляют предварительно нагре- тыйдотемпературы, близкой к пластическому состоянию оболочки, формующий сердечник. У формующего сердечника плунжер 4 частично вывернут из неподвижной втулки 1 и ступенчатые сегменты 2 прижаты к подвижной втулке 7. Рукоятку 13 одевают на квадратную головку г плунжера 4 и начинают вращать по часовой стрелке. Плунжер 4 ввертывается в резьбовое отверстие неподвижной втулки 1 и перемещает в осевом направлении подвижную втулку 7, которая не вращается за счет того, что между подвижной втулкой 7 и плунжером 4 установлен подшипник 6 скольжения. Подвижная втулка 7 раздвигает ступенчатые сегменты 2 до тех пор, пока они плотно прижмутся к оболочке 15 внутри трубы 14,-а наружная выступающая часть оболочки 15 увеличится в диаметре до величины, равной наружному диаметру трубы 14 плюс две толщины оболочки 15. Для лучшего скольжения оболочки 15 наружные части сегментов 2 можно посыпать тальком или мелом.
. После этого рукоятку 13 снимают с квадратной головки г плунжера 4 и одевают на квадратный конец ж тяги 10, которую ввинчивают в резьбовое отверстие плунжера 4. При этом матрица 8 не вращается за счет скольжения по поверхности подшипника 12. а перемещается в осевом направлении и надвигается на оболочку 15. находящуюся на ступенчатых сегментах 2. В полость е пропускается подогревающая жидкость, нагретая до температуры, обеспечивающей достаточную пластичность материала оболочки. При дальнейшем движении матрицы
8 торец оболочки 15 захватывается кольцевым пазом д за счет выступающей кромки. Оболочка 15 сдвигается с сегментов 2 и надвигается на конец трубы 14 (фиг.З а и б).
По окончании заделки конца изолирующей оболочки 15 рукоятку 13 вращают против часовой стрелки и вывинчивают тягу 10. При этом гайка 11 перемещает матрицу 8 в осевом направлении вслед за тягой 10. Последнюю вместе с матрицей 8 снимают.
Затем рукоятку 13 одевают на квадратную головку г плунжера и вращают его против часовой стрелки. Гайка 5 увлекает в осевом направлении подвижную втулку 7 и
сегменты 2 ослабляются. Формующий сердечник освобождается и вынимается из трубы 14.
Устройство готово для дальнейшей работы.
Завернутые изолирующие оболочки вместе с трубами соединяют соответствующей муфтой (фиг.4), изготовленной из антикоррозионного материала.
25
Формула изобретения
1.Устройство для формования конца термопластичной полимерной трубы, содержащее концентрично расположенные матрицу и формующий сердечник, включающий неподвижную втулку с шарнирно закрепленными на ней ступенчатыми сегментами, плунжер с конусным элементом для поворота сегментов, установленный во втулке с
возможностью осевого перемещения, и привод перемещения плунжера, отличающееся тем, что, с целью расширения диапазона использования за счет обеспечения заделки торца трубы при футеровании защитной полимерной оболочкой, оно снабжено тягой, установленной с возможностью осевого перемещения в плунжере, который выполнен полым, при этом матрица установлена на тяге и выполнена на внутренней
поверхности с кольцевым пазом, одна кромка которого выполнена с выступом для захвата торца трубы.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что плунжер и тяга с одного конца
выполнены с винтовой наружной поверхностью, а с другого конца - с квадратной головкой для соединения с приводом.
10
9 е д
,I „ 1 .„„..- mt 8
.„ А7 1
Г 2 5
8
10
mt 8
1
8 Я
| название | год | авторы | номер документа |
|---|---|---|---|
| Культиватор редукционно-роторный секционный с комплектом вращающихся внутрипочвенных лопастей "ВИКОСТ" | 2018 |
|
RU2686621C1 |
| Комплект стоечно-корпусных редукционных приводов со сменными дисками с вращающимися лопастями "ВИКОСТ" | 2017 |
|
RU2654113C1 |
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОЙ ЗАДЕЛКИ ПРОБОИН В ЗАПОЛНЕННЫХ ЖИДКОСТЬЮ ЖЕСТКИХ КОНСТРУКЦИЯХ | 2010 |
|
RU2414377C1 |
| УСТАНОВКА ДЛЯ РАЗДАЧИ МУФТ | 2006 |
|
RU2321470C1 |
| УСТРОЙСТВО ЗАХВАТА ДЛЯ ОПТИЧЕСКОГО КАБЕЛЯ С ВОЛОКОННООПТИЧЕСКИМИ ЛЕНТАМИ | 1991 |
|
RU2072541C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| СПРЕССОВЫВАНИЕ ЭЛЕКТРОИЗОЛЯЦИИ ДЛЯ СОЕДИНЕНИЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2012 |
|
RU2596225C2 |
| СПОСОБЫ СОЕДИНЕНИЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2011 |
|
RU2585776C2 |
| Приспособление для резки пластмассовой оболочки кабеля | 1987 |
|
SU1734158A1 |
| СКВАЖИННЫЙ ТРУБОРЕЗ ВНУТРИТРУБНЫЙ | 2012 |
|
RU2516403C1 |
Изобретение относится к устройствам для формования конца термопластичной трубы при футеровании металлических труб полимерными трубами и может быть использовано в различных отраслях промышленности при сооружении трубопроводов, Цель изобретения - расширение диапазона использования за счет обеспечения заделки торца трубы при футеровании защитной полимерной оболочкой. Для этого устройство, содержащее концентрично расположенные матрицу и формующий сердечник, включающий неподвижную втулку с шар- нирно закрепленными на ней ступенчатыми сегментами, плунжер с конусным элементом для поворота сегментов, установленный во втулке с возможностью осевого перемещения, и привод перемещения плунжера, снабжено тягой, установленной с возможностью осевого перемещения в плунжере, который выполнен полым. При этом матрица установлена на тяге и выполнена в виде стакана с кольцевым пазом на внутренней поверхности, причем одна кромка паза выполнена с выступом для захвата торца трубы. Плунжер и тяга с одного конца выполнены с винтовой наружной поверхностью, а с другого конца - выполнены с квадратной головкой для соединения с приводом. 1 з.п.ф-лы, 4 ил. И
з Ы/
15
(риг. г
Редактор М.Бланар
Составитель И.Фролова Техред М.Моргентал
е а Фиг.З
22
Фиг.4
Корректор И.Муска
| 0 |
|
SU355782A1 | |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Водоотводчик | 1925 |
|
SU1962A1 |
