Изобретение относится к машиностроению, точнее к оборудованию для производства муфт.
Известно устройство для раздачи металлических муфт, состоящее из корпуса, на котором прикреплен бак с жидким азотом, привод с поршнем и толкателем, емкость с жидким азотом установлена на наконечнике толкателя. Муфты установлены на дорн с упором в его конический участок (патент РФ №2089318, МПК 6 В21D 41/02, 1997).
Однако известное устройство не обеспечивает возможности раздачи тонкостенных трубчатых заготовок (муфт), армированных прочными волокнами осевой сжимающей силой, без их повреждения и не позволяет производить раздачу муфт разных диаметров.
Известно устройство для раздачи полых изделий (труб), состоящее из штока с двумя конусами, один из которых закреплен на конце штока неподвижно, а другой насажен на него с зазором, и секционный пуансон, расположенный между конусами и подпружиненный в поперечном направлении к оси штока (патент РФ №2104114, МПК 6 В21D 41/02, 1998).
Недостатком данного устройства является невозможность раздачи тонкостенных трубчатых заготовок из материала, армированного высокопрочными волокнами, без их повреждения.
Прототипом изобретения является гидравлический труборасширитель, содержащий ступенчатый цилиндрический шток с жестко связанным с ним поршнем, имеющим коническую наружную поверхность. На торец штока жестко насажен поршень цилиндра. Корпус цилиндра установлен с возможностью перемещения относительно поршня, подпружинен относительно поршня и выполнен с конической наружной поверхностью. На конических поверхностях корпуса цилиндра и поршня установлены сухари, входящие в направляющие пазы сегментов. Для передачи энергоносителя в штоке выполнен канал, соединенный радиальными отверстиями с подпоршневой полостью цилиндра. Поршень снабжен уплотнителями и закреплен на штоке гайкой. К штоку крепится штуцер, служащий для соединения со шлангом, подводящим энергоноситель (а.с. SU №1319966 МКИ 4 В21D 3/12, 39/20, БИ №24, 30.06.87).
Недостатком прототипа является сложность изготовления, ограниченность применения (для правки металлических труб), отсутствие нагревательного устройства, обеспечивающего нагрев материала заготовки выше температуры стеклования на 15-20°С.
Задачей изобретения является создание универсальной установки с повышенной производительностью, имеющей возможность раздачи муфт из разных материалов, в том числе и тонкостенных муфт, армированных высокопрочными волокнами, с пониженным расходом энергии на их производство.
Сущность изобретения заключается в том, что установка для раздачи муфт, содержащая корпус, шток, пару усеченных конусов с одинаковыми углами конусности, установленных с возможностью осевого перемещения и обращенных один к другому меньшими основаниями, установленные с возможностью радиального перемещения сегменты, конусы снабжены сухарями, установленными с возможностью перемещения в направляющих пазах сегментов и взаимодействия с их внутренними поверхностями, и привод согласно изобретению установленный на корпусе с возможностью периодического демонтажа шток выполнен в виде ведущего вала, одним концом соединенного при помощи шлиц с приводом, оба усеченных конуса насажены на шток с возможностью осевого перемещения при помощи резьбы, при этом один конус имеет правую резьбу, а другой - левую, торцы больших оснований конусов имеют цилиндрические выступы со шлицами, предназначенными для их размещения с возможностью осевого перемещения в пазах втулок и взаимодействия с внутренними поверхностями пазов втулок, одна из указанных втулок жестко закреплена на корпусе установки, а вторая закреплена соосно со штоком на реечном механизме с возможностью осевого перемещения, реечный механизм расположен в корпусе установки, сухари выполнены в виде призматических шпонок, жестко закрепленных на конусах, сборные сегменты зафиксированы на усеченных конусах кольцевыми пружинами.
Результат достигается также тем, что количество сегментов должно быть не менее трех и возрастает в зависимости от степени увеличения диаметра раздаваемой муфты.
Результат достигается также тем, что установка снабжена нагревательной камерой.
Результат достигается также тем, что установка снабжена дополнительным узлом для установки, крепления, раздачи и демонтажа сборки в составе штока, конусов, сегментов, сухарей и пружин.
Результат достигается также тем, что сборки имеют разные заданные диаметры для широкого диапазона раздаваемых муфт.
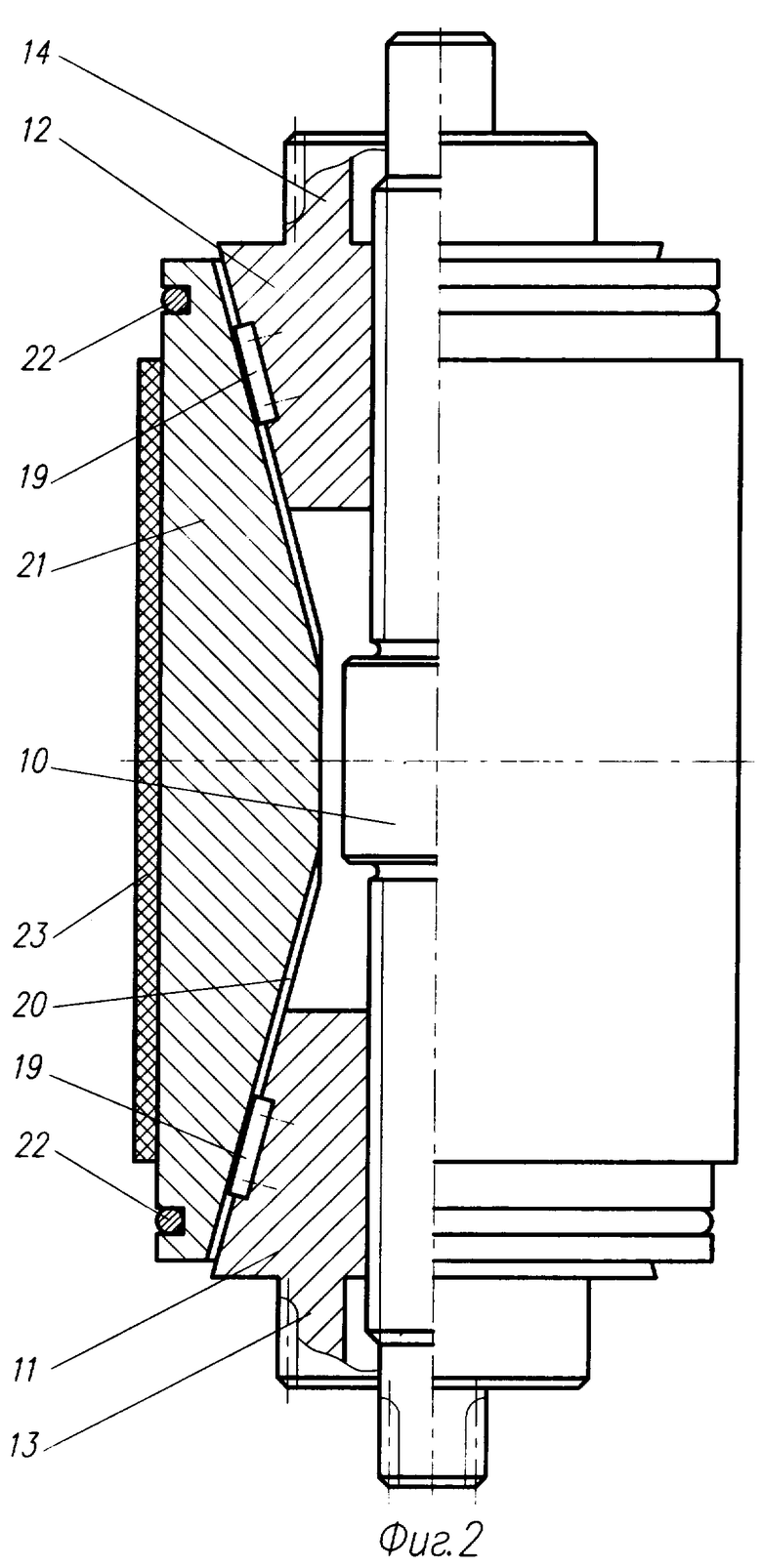
На фиг.1 изображена принципиальная схема установки; на фиг.2 - сборка в составе штока, конусов и сегментов.
Установка содержит корпус 1, установленный на нем силовой редуктор 2, включающий винт 3, гайку 4, муфты сцепления 5, 6 и 7, при этом муфта сцепления 6 имеет пазы, электрический 8 и ручной 9 приводы. Свободный конец винта 3 силового редуктора 2 шарнирно связан с нижним концом штока 10, имеющего шлицы. Шток 10 имеет возможность осевого перемещения и снятия его в процессе периодического демонтажа. На резьбовых концах штока 10 установлены усеченные конусы 11 и 12 с цилиндрическими выступами 13 и 14, имеющими шлицы. Конусы 11, 12 установлены на штоке 10 при помощи левой и правой резьбы. На корпусе 1 жестко закреплена втулка 15 с внутренними пазами, предназначенными для размещения с возможностью осевого перемещения в них шлицев цилиндрического выступа 13 конуса 11 и взаимодействия с их внутренними поверхностями. Установка снабжена реечным механизмом 16 с рукояткой 17, на котором жестко с возможностью осевого перемещения соосно со штоком 10 и цилиндрическим выступом 14 конуса 12 закреплена втулка 18, которая имеет цилиндрическое отверстие, предназначенное для размещения второго конца штока 10 и взаимодействия с их поверхностями (внутренней - втулки 18 и наружной - штока 10). Кроме этого, втулка 18 имеет цилиндрическую расточку с внутренними пазами для размещения в них шлицев выступа 14 конуса 12. На конических поверхностях конусов 11 и 12 жестко закреплены сухари 19, входящие в направляющие пазы 20 сборных сегментов 21, зафиксированных на штоке 10 кольцевыми пружинами 22. На сегментах 21 установлена подлежащая раздаче полимерная муфта (труба) 23.
Установка снабжена нагревательной камерой 24, предназначенной для нагрева муфты выше температуры стеклования материала муфты на 15-20°С.
Установка снабжена дополнительным узлом для размещения сборки в составе: шток 10, конусы 11, 12, сегменты 21, сухари 19 и пружины 22. На сборку устанавливают муфту 23. Дополнительный узел установки снабжен также реечным механизмом 25 с рукояткой 26 и дополнительным приводом 27 от основного редуктора 2.
Установка работает следующим образом.
На нижней конец штока 10 устанавливают конус 11 с левой резьбой, на другой конец штока 10 устанавливают конус 12 с правой резьбой. На конических поверхностях конусов 11 и 12 жестко закреплены сухари 19. Сегменты 21 собирают вокруг конусов 11 и 12 и фиксируют кольцевыми пружинами 22. Предварительно наружную поверхность конусов 11 и 12 и внутреннюю поверхность пазов 20 сегментов 21 смазывают графитовой или жидкой высокотемпературной смазкой для обеспечения взаимного скольжения поверхностей. Конусы 11 и 12 фиксируют в таком положении, когда диаметр наружной поверхности сегментов 21 будет равен внутреннему диаметру исходной муфты 23. Шестерня реечного механизма 16 и закрепленная на нем втулка 18 находятся в верхнем положении.
На сборку (10, 11, 12, 21, 19 и 22) одевают исходную муфту 23. В пазы муфты сцепления 6 вставляют шлицы нижнего конца штока 10. Одновременно и соосно входят в зацепление шлицы цилиндрического выступа 13 конуса 11 с пазами втулки 15. Втулку 18 рукояткой 17 реечного механизма 16 одевают на другой (второй) цилиндрический конец штока 10. При этом входят в зацепление шлицы выступа 14 конуса 12 с пазами втулки 18.
Сборку (10, 11, 12, 21, 19 и 22) с надетой на нее с муфтой (трубой) 23 нагревают в нагревательной камере выше температуры стеклования материала исходной муфты на 15-20°С.
При включении привода 8 вращение через муфту сцепления 6 передается на шток 10, конусы 11 и 12 перемещаются навстречу друг к другу и через сегменты 21 осуществляют воздействие равномерно распределенными силами на внутреннюю поверхность муфты 23. Вследствие чего происходит увеличение диаметра муфты (раздача) до заданных размеров. После чего сборку (10, 11, 12, 19, 21, 22 и 23) снимают и устанавливают на дополнительный узел. В нагревательную камеру устанавливают следующую сборку. Сборку с розданной муфтой в дополнительном узле охлаждают вместе с муфтой 23 до температуры ниже температуры стеклования материала муфты на 20-30°С. При этом происходит фиксирование увеличенного диаметра полимерной муфты 23. Включают дополнительный привод 27, через муфту сцепления 7 передают вращение на шток 10 в обратном направлении. При этом конусы 11 и 12 расходятся, сегменты 21 под воздействием кольцевых пружин 22 возвращаются в исходное положение, муфта 23 освобождается от воздействия сегментов 21. Муфта 23 имеет заданный внутренний диаметр.
При использовании изобретения повысится производительность труда за счет одновременного (параллельного) разогрева муфт с последующим охлаждением их на дополнительном узле установки.
Простота устройства установки позволяет сократить время установки, крепления и снятия сборки (10, 11, 12, 19, 21, 22 и 23).
Универсальность установки обеспечена за счет возможности раздачи муфт разных диаметров при использовании дополнительных сборок, имеющих разные заданные диаметры.
Установка позволяет увеличить степень деформирования муфт без их разрушения, в том числе тонкостенных муфт, армированных высокопрочными волокнами (толщина муфты менее 2 мм).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2006 |
|
RU2335371C2 |
| ВАЛ | 2007 |
|
RU2340803C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1996 |
|
RU2104110C1 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| СИСТЕМА ДЛЯ ОПРЕССОВКИ ЭКСПЛУАТАЦИОННЫХ КОЛОНН | 2003 |
|
RU2236543C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ОБОРУДОВАНИЯ В ЭКСПЛУАТАЦИОННОЙ КОЛОННЕ | 2003 |
|
RU2245985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2042461C1 |
Изобретение относится к области машиностроения и может быть использовано для производства муфт. Установка содержит корпус, шток, пару усеченных конусов, сегменты с направляющими пазами и привод. Усеченные конусы выполнены с одинаковыми углами конусности, установлены с возможностью осевого перемещения и обращены один к другому меньшими основаниями. Сегменты с направляющими пазами установлены с возможностью радиального перемещения. Усеченные конусы выполнены с сухарями, которые установлены с возможностью перемещения в направляющих пазах сегментов и взаимодействия с их внутренними поверхностями. Установка снабжена двумя втулками с пазами и реечным механизмом. Шток выполнен в виде ведущего вала и установлен на корпусе с возможностью периодического демонтажа. Причем один конец штока соединен с приводом при помощи шлицевого соединения. Усеченные конусы установлены на штоке с возможностью осевого перемещения при помощи резьбы. При этом один усеченный конус имеет правую резьбу, а другой - левую. Торцы больших оснований усеченных конусов выполнены с цилиндрическими выступами со шлицами, которые предназначены для размещения последних с возможностью их осевого перемещения в пазах втулок и их взаимодействия с внутренними поверхностями пазов втулок. Одна из указанных втулок жестко закреплена на корпусе. Вторая втулка закреплена соосно со штоком на реечном механизме с возможностью осевого перемещения. В результате обеспечивается возможность раздачи муфт из различных материалов. 4 з.п. ф-лы, 2 ил.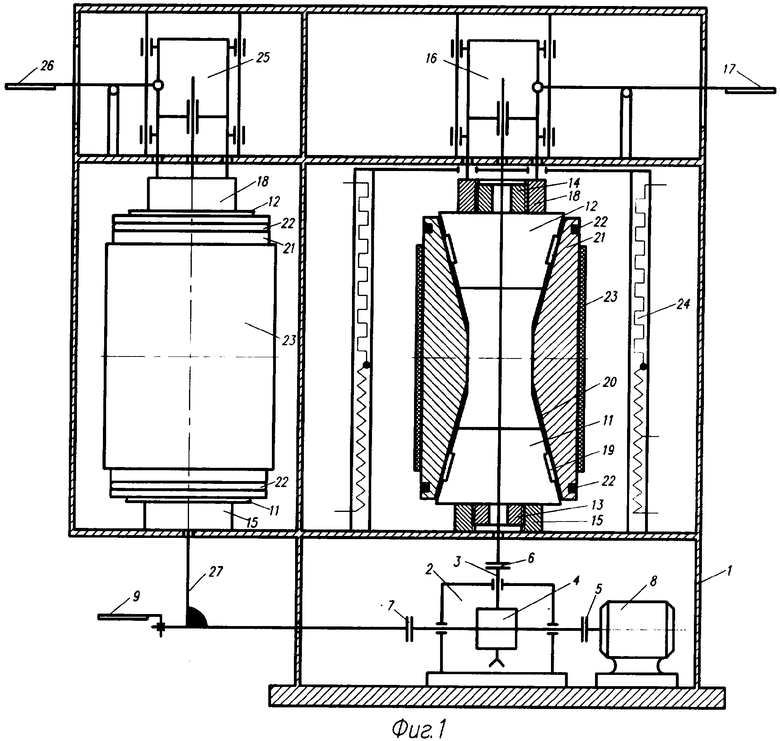
| Труборасширитель | 1985 |
|
SU1319966A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ МУФТ | 1994 |
|
RU2089318C1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Установка для формования соединительных муфт из трубчатых термопластичных заготовок | 1986 |
|
SU1479312A1 |
| US 2004148755 A1, 05.08.2004 | |||
| ЗАЩИТНЫЙ ШЛЕМ ДЛЯ СПОРТСМЕНОВ КОНТАКТНЫХ ЕДИНОБОРСТВ (ВАРИАНТЫ) | 2024 |
|
RU2831843C1 |

