Изобретение относится к прокатному производству и может быть использовано например, для управления пневмоприводом рычажного механизма пропуска реза двухбарабанных летучих ножниц.
Цель изобретения - увеличение производительности за счет сокращения длительности цикла отключения пневмопривода.
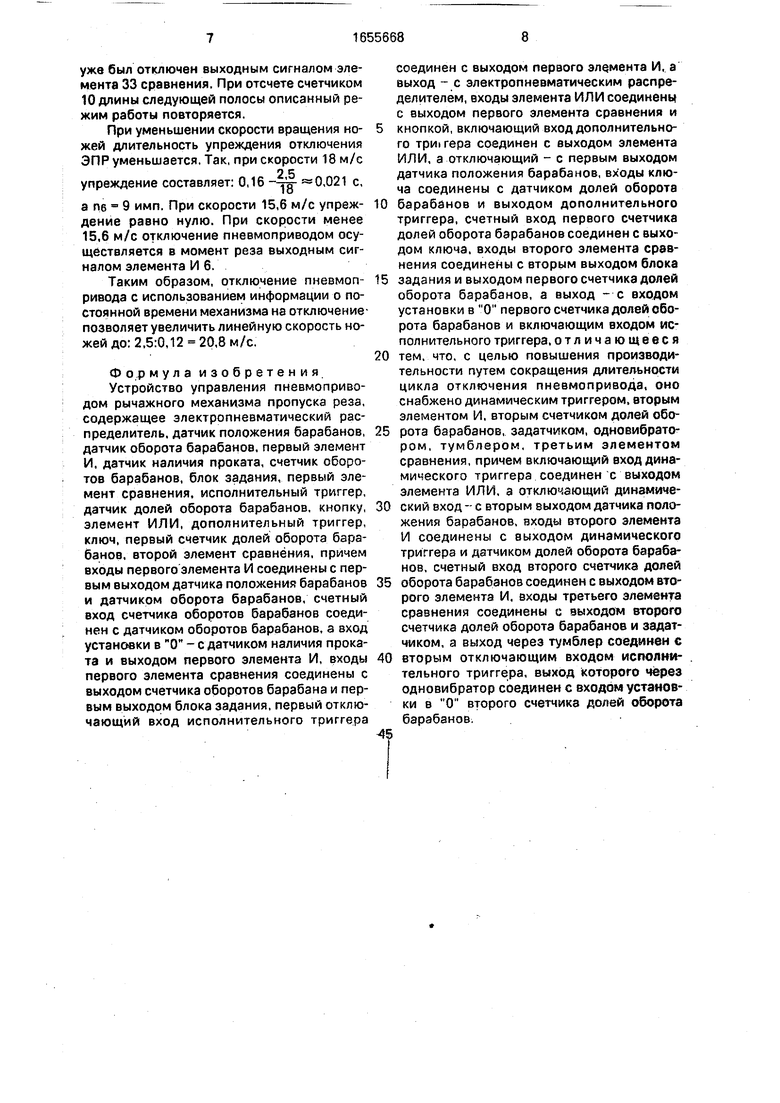
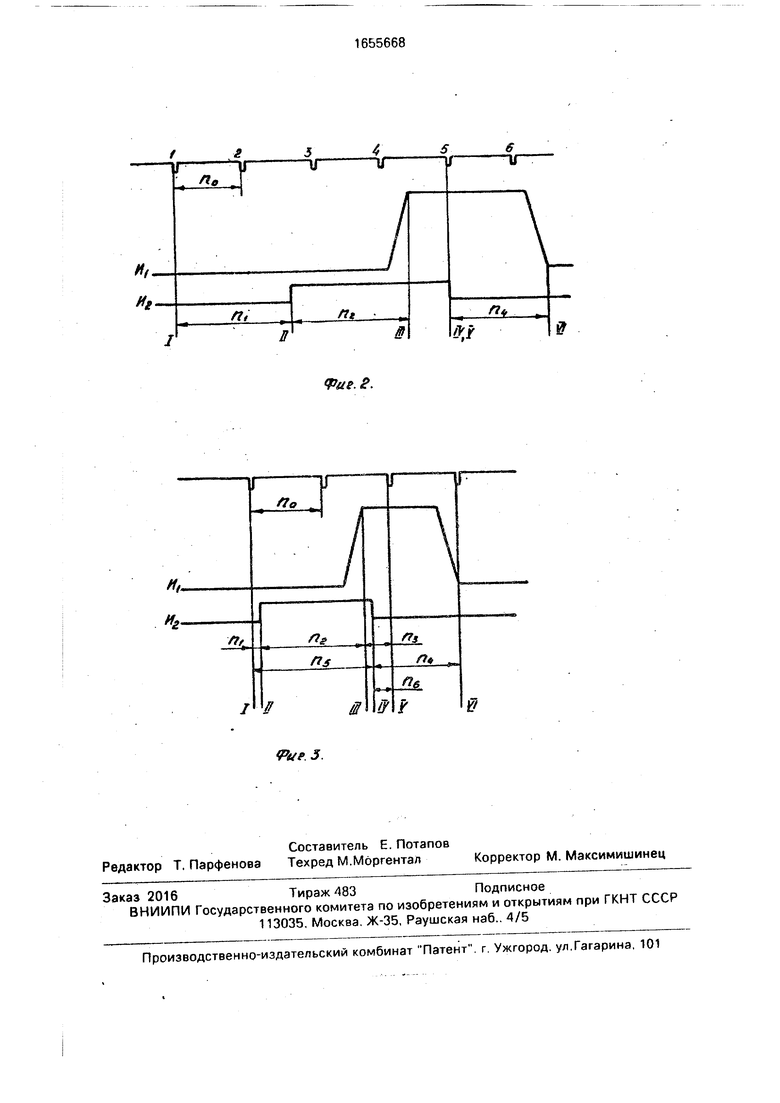
На фиг.1 изображена функциональная схема предлагаемого устройства; на фиг.2 и 3 - диаграммы работы системы в подготовительном ч автоматическом режиме соответственно (где 1Н и U2 - графики перемещения барабанов и переключения электропневматического распределителя соответственно; 1 -б - импульсы датчика оборотов барабанов).
Устройство управления пневмоприводом 1 для перемещения барабанов 2 летучих
ножниц содержит электропневматический распределитель (ЭПР) 3, датчик 4 положения барабанов датчик 5 оборотов барабанов первый элемент И 6. один из выходов которого соединен с выходом 7 датчика 4. датчик 8 наличия проката 9.счетчик 10 оборотов барабанов, блок 11 задания, первый элемент 12 сравнения, один вход которого соединен с выходом 13 блока 11 задания, исполнительный триггер 14, датчик 15 долей оборота барабанов 2, кнопку 16, элемент ИЛИ 1 7, дополнительный триггер 18 с включающим входом 19 ключ 20, первый счетчик 21 долей оборота барабанов второй элемент 22 сравнения, один вход которого соединен с выходом 23 блока 11 задания, а выход - с включающим входом 24 исполнительного триггера 14, динамический триггер
о ел ел о о
00
25 с включающим входом 26 и отключающим входом, соединенным с выходом 27 датчика 4 положения барабанов, второй элемент И 28, второй счетчик 29 долей оборота барабанов.задатчик 30, одновибратор 31, тумблер 32, третий элемент 33 сравнения, при этом второй вход элемента И 6 соединен с датчиком 5, счетный вход счетчика 10 оборотов барабанов соединен с датчиком 5, а вход установки в О счетчика 10 - с датчиком 8 и выходом элемента И 6, второй вход элемента 12 сравнения соединен с выходом счетчика 10, отключающий вход исполнительного триггера 14 соединен с выходом элемента И 6, а выход - с электропневматическим распределителем 3, входы элемента ИЛИ 17 соединены с выходом элемента 12 сравнения и одним контактом кнопки 16, другой контакт которой соединен с клеммой источника питания, включающий вход 19 дополнительного триггера 18 соединен с выходом элемента ИЛИ 17, а отключающий - с выходом 7 датчика 4 положения, входы ключа 20 соединены с датчиком 15, с выходом дополнительного триггера 18, счетный вход первого счетчика 21 долей оборота барабанов соединен с выходом ключа 20, второй вход второго элемента 22 сравнения соединен с выходом счетчика 21, а выход - с входом установки в О счетчика 21, включающий вход 26 динамического триггера 25 соединен с выходом элемента ИЛИ 17. входы элемента И 28 соединены с выходом динамического триггера 25 и датчиком 15, счетный вход второго счетчика 29 долей оборота барабанов соединен с выходом элемента И 28, входы третьего элемента 33 сравнения соединены с выходом счетчика 29 и задатчиком 30, а выход через тумблер 32 соединен с вторым отключающим входом исполнительного триггера 14, выход которого через одновибратор 31 соединен с входом установки в О счетчика 29.
Устройство работает следующим образом.
До прокатки устройство не подготовлено к работе и все элементы схемы находятся в исходном состоянии. Барабаны 2 летучих ножниц разведены и вращаются в направлении, указанном стрелками. Сигналы на выходе датчика 5 появляются в моменты перехода ножей через плоскость резания. Выходным инверсным сигналом датчика 8, при отсутствии проката 9, счетчик 10 установлен в нулевое состояние и счет импульсов запрещен. Триггеры 14, 18 и 25 установлены в состояние, при котором сигнал на их выходе отсутствует, ключ 20 на входе счегчикч2 1 закрыт а электропневматический распределитель 3 отключен. На выходе 13 блока 11 задания установлена уставка, эквивалентная длине отрезаемой полосы и количеству оборотов барабана на
отработку их сведения. Например, при длине развертки барабана по траектории ножей, равной 2.5 м, длине отрезаемой полосы 100 м и количестве оборотов барабанов на отработку их сведения, равном 2 оборота,
0 уставка элемента 12 сравнения составляет (100:2,5) - 2 38 имп. На выходе 23 блока 11 задания установлена уставка элемента 22 сравнения, которая задается с учетом количества оборотов барабанов на отработку их
5 сведения, количества по импульсов датчика 15 за один оборот и угла поворота барабанов при их высоте в полностью сведенном положении перед резом. Если указанные величины составляют соответственно, на0 пример, 2 оборота, 60 имп. и 120°, т.е. 20 имл, то уставка элемента 22 сравнения составляет (по 2) - пз (602) 20 - 100. Уставка задатчика 30 задается равной числу импульсов датчика 15 в течение трех
5 оборотов барабана, т.е.: 3x60 180 Сигнал на выходе 7 датчика 4 появляется при полностью сведенных барабанах 2. сигнал на выходе 27 появляется при разведенных барабанах 2.
0Для подготовки устройство к работе
оператор отключает тумблер 32 и однократно нажимает кнопку 16. через эпемент ИЛИ 17 включаются триггеры 18 и 25. открываются соответственно ключ 20 и элемент И 28
5 (положение I на фиг.2) и импульсы датчика 15 начинают суммироваться счетчиками 21 и 29.
При накоппении счетчиком 21 количества импульсов, равного уставке элемента 22,
0 составляющей, например, ги 100 имп., выходной сигнал последнего включает исполнительный триггер 14 и электропневматический распределитель 3 (положение II на фиг.2), начинается отработка цикла
5 сведения барабанов 2 - переключение золотников ЭПР, травление воздуха из цилиндра разведения (ЦР) и поступление воздуха в цилиндр сведения (ЦС), перемещение ножевых барабанов из разведенного положе0 ния в сведенное. Одновременно с этим, счетчик 21 устанавливается в нулевое состояние, а затем вновь продолжает отсчет импульсов датчика 15, так как триггер 18 остается во включенном состоянии. Сумми5 рование импульсов датчика 15 счетчиком 21 продолжается до момента сведения барабанов (положение III на фиг.2), в результате которого сигнал на выходе 7 датчика 4 отключает триггер 18 и, тем самым, закрывает ключ 20 Счетчиком 21 отсчитывается количество импульсов п датчика 15, эквивалентное длительности временного интервала от момента включения (подачи напряжения на ЭПР) до момента сведения барабанов 2. Если длительность этого временного интервала составляет в среднем 0,2 с, а линейная скорость ножей 20 м/с, то ножи за это время пройдут путь 20 м/с -0.2 с 4 м. что составит для принятых ранее числовых данных: П2 (4 м 60-имп.):2,5 96 имп.
При полном сведении барабанов сигнал на выходе 7 датчика 4 подготавливает к открытию элемент И 6. Сигнал на выходе этого элемента появится при пересечении ножами плоскости резания, о чем свидетельствует появление очередного импульса на выходе датчика 5. Выходной сигнал элемента И 6 отключает исполнительный триггер 14, что приводит к отключению электропневматического распределителя 3 (положение IV и V на фиг.2).
Исчезновение выходного сигнала исполнительного триггера 14 приводит к формированию короткого импульса одновибратором 31. которым счетчик 29 устанавливается в нулевое состояние. Однако, счет импульсов этим счетчиком не прекращается, так как триггер 25 остается во включенном состоянии.
После снятия напряжения с катушки электропневматического распределителя 3 начинается отработка цикла размещения барабанов 2 - перемещение золотников ЭПР в исходное положение, травление воздуха из цилиндра сведения (ЦС) и нагнетание воздуха в цилиндр разведения (ЦР), по окончании которого барабаны разводятся в исходное положение. К моменту разведенного положения барабанов (положение VI на фиг.2) сигналом на выходе 27 датчика 4 триггер 25 отключается, элемент И 28 закрывается и счет импульсов счетчиком 29 прекращается. Счетчик 29 отсчитает количество импульсов П4 датчика 15, эквивалентное длительности временного интервала от момента отключения (снятия напряжения) ЭПР до момента разведения барабанов 2. Если длительность этого временного интервала составляет 0,16 с, а линейная скорость ножей 20 м/с, то ножи за это время пройдут путь 20 м/с -0.16 с 3,2 м, что составит для принятых ранее числовых данных: П4 (3,3 м -60):2.5 76 имп.
Для подготовки устройства к работе в автоматическом режиме оператор включает тумблер 32. В этом режиме устройство начинает работать после выхода проката 9 из валков последней клети. При этом срабатывает датчик 8. сигнал на его инверсном выходе исчезает, запрет с входа установки в нуль счетчика 10 снимается и последний начинает суммировать импульсы датчика 5. При равенстве состояния счетчика Юуставке элемента 12 сравнения, последний срабатывает и своим выходным сигналом через элемент ИЛИ 17 включает триггеры 18 и 25 (положение I на фиг.З), что приводит к открытию ключа 20 и элемента 28 И. Импульсы
0 датчика 15 начинают суммироваться счетчиками 21 и 29.
При отсчете счетчиком 21 числа импульсов ni 4 имп. его состояние станет эквивалентным числу П2 + ni 96 + 4 100, т.е.
5 уставке элемента 22 сравнения. Выходным сигналом этого элемента счетчик 21 устанавливается в нулевое состояние, поочередно включаются исполнительный триггер 14 и электропневматический распределитель 3
0 (положение II на фиг.З) и начинается отработка цикла сведения барабанов. После установки в нуль счетчик 21 продолжает суммировать импульсы датчика 15 до момента полного сведения барабанов (поло5 жение III на фиг.З), т.е. до момента появления сигнала на выходе 7 датчика 4, выходным сигналом которого триггер 18 отключается. При принятых числовых данных счетчиком 21 к этому моменту будет отсчи0 тано число импульсов П2 96.
Отключение исполнительного триггера 14 произойдет в момент, когда состояние счетчика 29 станет эквивалентным уставке элемента 33 сравнения, т.е. равным 180. К
5 этому моменту (положение IV на фиг.З) счетчиком 29 будет отсчитано число импульсов ns Зпо - П4 180 - 76 104 имп. Таким образом, отключение ЭПР произойдет с упреждением относительно момента реза
0 на 16 имп. что составляет: (16 имп-0,125 с): 60 имп. 0,033 с. При отключении триггера 14 выходной короткий импульс одновибра- тора 31 устанавливает счетчик 29 в нулевое состояние, а затем счет импульсов послед5 ним продолжается. К моменту разведенного положения барабанов (положение VI на фиг.З) сигналом на выходе 27 датчика 4 триггер 25 отключается, и счет импульсов счетчиком 29 прекращается, количество импульсов
0 П4 76, отсчитанное к этому моменту счетчиком 29, хранится в нем и необходимо при отрезании следующей полосы.
В момент реза (положение V на фиг.З) выходной сигнал элемента И 6 устанавли5 вает счетчик 10 в нулевое состояние, который вновь начинает отсчет длины следующей полосы. Поступление выходного сигнала элемента И 6 на отключающий вход исполнительного триггера 14 не изменяет его состояния, так как перед этим он
уже был отключен выходным сигналом элемента 33 сравнения. При отсчете счетчиком 10 длины следующей полосы описанный режим работы повторяется.
При уменьшении скорости вращения ножей длительность упреждения отключения ЭПР уменьшается. Так, при скорости 18 м/с
2 5 упреждение составляет: 0,16 -zW- «0,021 с.
а не - 9 имп, При скорости 15,6 м/с упреждение равно нулю. При скорости менее 15,6 м/с отключение пневмоприводом осуществляется в момент реза выходным сигналом элемента И 6.
Таким образом, отключение пневмопривода с использованием информации о постоянной времени механизма на отключение позволяет увеличить линейную скорость ножей до: 2,5:0,12 20,8 м/с.
Формула изобретения Устройство управления пневмоприводом рычажного механизма пропуска реза, содержащее электропневматический распределитель, датчик положения барабанов, датчик оборота барабанов, первый элемент И, датчик наличия проката, счетчик оборотов барабанов, блок задания, первый элемент сравнения, исполнительный триггер, датчик долей оборота барабанов, кнопку, элемент ИЛИ, дополнительный триггер, ключ, первый счетчик долей оборота барабанов, второй элемент сравнения, причем входы первого элемента И соединены с первым выходом датчика положения барабанов и датчиком оборота барабанов, счетный вход счетчика оборотов барабанов соединен с датчиком оборотов барабанов, а вход установки в О - с датчиком наличия проката и выходом первого элемента И, входы первого элемента сравнения соединены с выходом счетчика оборотов барабана и первым выходом блока задания, первый отключающий вход исполнительного триггера
соединен с выходом первого элемента И, а выход - с электропневматическим распределителем, входы элемента ИЛИ соединены с выходом первого элемента сравнения и
кнопкой, включающий вход дополнительного три гера соединен с выходом элемента ИЛИ, а отключающий - с первым выходом датчика положения барабанов, входы ключа соединены с датчиком долей оборота
барабанов и выходом дополнительного триггера, счетный вход первого счетчика долей оборота барабанов соединен с выходом ключа, входы второго элемента сравнения соединены с вторым выходом блока
задания и выходом первого счетчика долей оборота барабанов, а выход - с входом установки в О первого счетчика долей оборота барабанов и включающим входом исполнительного триггера, отличающееся
тем, что, с целью повышения производительности путем сокращения длительности цикла отключения пневмопривода, оно снабжено динамическим триггером, вторым элементом И, вторым счетчиком долей оборота барабанов, задатчиком, одновибрато- ром, тумблером, третьим элементом сравнения, причем включающий вход динамического триггера соединен с выходом элемента ИЛИ, а отключающий динамическийвход- с вторым выходом датчика положения барабанов, входы второго элемента И соединены с выходом динамического триггера и датчиком долей оборота барабанов, счетный вход второго счетчика долей
оборота барабанов соединен с выходом второго элемента И, входы третьего элемента сравнения соединены с выходом второго счетчика долей оборота барабанов и эадат- чиком, а выход через тумблер соединен с
вторым отключающим входом исполнительного триггера, выход которого через одновибратор соединен с входом установки в О второго счетчика долей оборота барабанов.
JXP-i

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1687383A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Устройство управления механизмом перемещения тарелки уравнительного клапана доменной печи | 1988 |
|
SU1569339A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Устройство для управления шаговым двигателем | 1989 |
|
SU1646036A2 |
| Устройство управления механизмом перемещения тарелки уравнительного клапана доменной печи | 1990 |
|
SU1759882A2 |

Изобретение относится к прокатному производству и может быть использовано для управления пневмоприводом, летучих двухбарабанных ножниц Цель изобретения увеличение производительности за счет сокращения длительности цикла отключения 2 пневмопривода. Устройство содержит датчики положения барабанов и оборотов барабанов, элемент И, датчик наличия проката. счетчик оборотов барабанов, блок задания, основной элемент сравнения, исполнительный трип ер. датчик долей оборота барабанов, дополнительный триггер, ключ, счетчик долей оборота барабанов, дополнительный элемент сравнения. В устройство дополнительно введены динамический триггер, второй элемент И, второй счетчик долей оборота барабанов, задатчик, одновибра- тор. тумблер и второй дополнительный элемент сравнения Эю позволяет при каждом очередном разрезании производить сведение и разведение ножевых барабанов летучих ножниц, учитывая длительность переключения пневмопривода измеренную при предыдущем резе 3 ил (Л С
32
33
фие1
u
и
/. А.
/г;
По
J
Ъ
Лг
П
I /
П/f J.
nt
л
У
0
Put. 2.
J2L
.
&
0
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
