W
0)
со
со
ряд целых чисел, пока частное от де- 1 лення не попадет в диапазон допустимых значений длин полос. После вычисления блоком 17 прогнозируемой общей длины раската, включается гене- Iратор 36 и осуществляется отсчет I этой длины блоком 42. Одновременно с ; этим вьмислитель 41 длины полосы : (ДП) делит частоту импульсов генератора 36 на первоначально выбранное iчисло п полос. После окончания от- I счета полной длины раската блоком 42j
в вычислителе А1 будет храниться значение ДГ для равномерного раскроя данного раската при выбранном п. Блок 40 сравнения проверяет условие нахождения ВД полосы в диапазоне допустимых значений ДП, принимаемых механизмами холодильника. Если условие выполняется, то ВД полосы является установкой измерителя 18 для порезки раската, В противном случае блок 42 и вычислитель 41 начинают следующий цикл вьгчислекий. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
Изобретение относится к прокатному производству и может быть использовано на мелкосортных станах при порезке раската на полосы летучими ножницами. Цель изобретения - повьшение производительности стана за счет увеличения длины отрезаемых полос. Длина полосы прогнозируется путем деления вычисленной длины (БД) раската на последовательный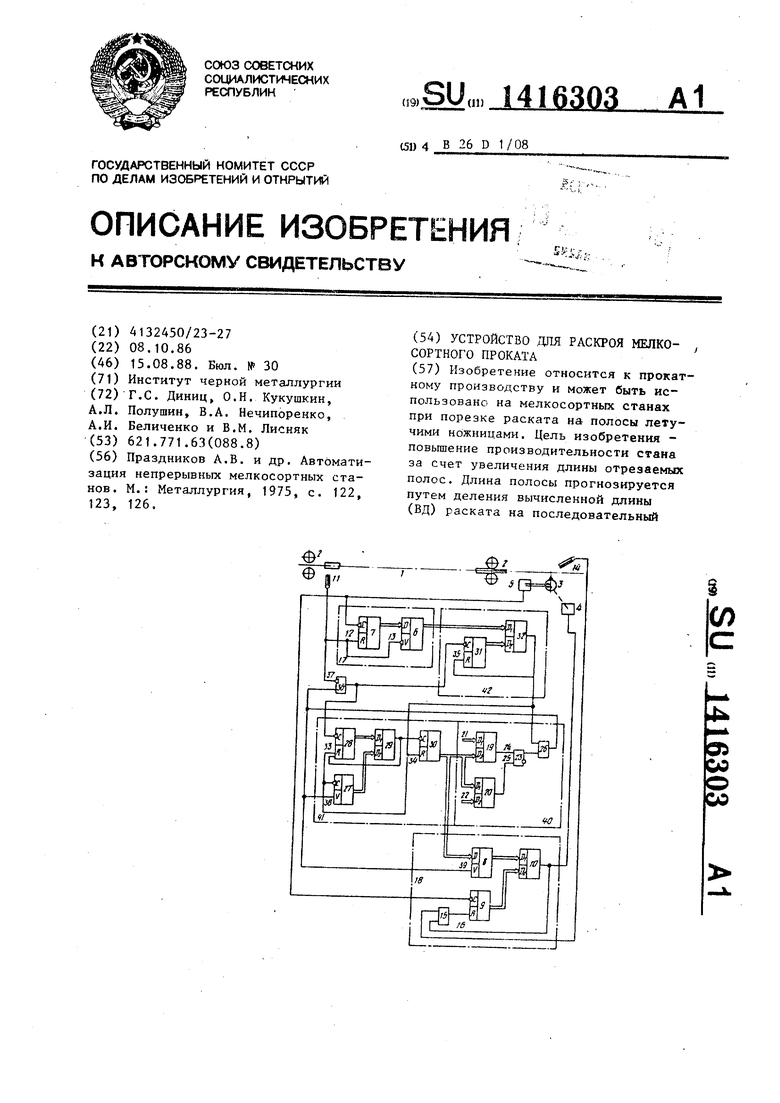
1
I
Изобретение относится к прокатному производству и может быть использовано на мелкосортных станах при порезке раската на полосы летучими ножницами,
Цель изобретения - повышение производительности стана на счет увеличения длин отрезаемых полос,
На чертеже представлена структурная схема устройства.
Устройство для раскроя мелкосортного проката 1 на стане 2 содержит летучие, ножницы 3 с блоком 4 среза, импульсный датчик 5 оборотов барабана ножниц, регистр 6, соединенный каналом информации со счетчиком 7, регистр 8, счетчик 9 и элемент 10 сравнения, информационные входы которого соединены с выходами регистра 8 и счетчика 9, датчик 11 наличия проката на входе в стан, соединенный с входом 12 установки в О счетчика 7 и динамическим управляющим входом 13 регистра 6, датчик 14 наличия проката на выходе стана, соединенный через второй вход элемента ИЛИ 15 с входом 16 установки в О счетчика 9. Регистр 6 и счетчик 7 входят в состав блока 17 прогнозирования, Регистр 8, счетчик 9, элемент 10 сравнения и элемент ИЛИ 15 входят в состав измерителя 18 длины полосы,
В устройство дополнительно введены -элементы 19 и 20 сравнения, уставки 21 и 22 которых соответственно эквивалентны значениям 1,,, и триггер 23, включающий вход 24 и отключающий вход 25 которого соединены с выходами элементов 19 и 20 сравнения соответственно, элемент И 26,
первый вход которого соединен с выходом триггера 23, счетчики 27 и 28 состояние которых сравнивается на элементе 29 сравнения, счетчик 30
длины полосы, выход которого соединен с информационными входами элементов 19 и 20 сравнения и регистра 8, счетчик 31 и элемент 32 сравнения, информационные входы которого соедииены с выходами счетчика 31- и регистра 6, а выход - с вторым входом элемента И 26, счетньм входом счетчика 27 и входами 33-35 установки в О счетчиков 28, 30 и 31 соответственно, генератор 36, динадашеский вход 37 которого соединен с датчиком 11, а выход - со счетным входом счетчиков 28 и 31,, причем выход элемента И 26 соединен с ЕКОДОМ 38 установки
счетчика 27 в- состояние 2, отключающим входом генератора 36 и управ-, ляющим входом 39 регистра 8, Элементы 19 и 20 сравнения, триггер 23 и элемент И 26 входят в состав блока
40 сравнения. Счетчики 27,28 и 30 и элемент 29 сравнения входят в состав блока вычислителя 41 длины полосы. Счетчик 31 и элемент 32 сравнения входят в состав блока 42 отсчета длины раската.
Устройство работает следующ им образом,
В исходном положении, при отсутствии проката в линии стана, счетчики 7, 9, 28, 30 и 31 установлены в нулевое состояние, счетчик 27 устанавливается в состояние эквивалентное 2, триггер 23 и генератор 36 отключены, сигналы на их выходах
отсутствуют, уставки 21 и 22 выбраны эквивалентными 92 м и 1 мокс 115 м соответственно.
При появлении раската на выходе в стан блок 17 начинает прогнозировать полную длину L раската. Прогнозирование осуществляется путем суммирования импульсов датчика 5 в период перемещения раската через контрольное сечение на входе в стан, кон ролируемое датчиком 1 1. При исчезно- вении раската из контрольного сечения птэ сигналу заднего фронта датчи ка II число i, экБквалентное состояние счетчика 7, переносится в регистр б, посла чего этот счетчик устанавливается в нулевое состояние. Этим же сигналом включается генератор 36, импульсы которого начинают суммироваться счетчиками 28 и 31.
Каждый раз при отсчете счетчиком 28 числа игшульсов, эквивалентного состоянию счетчика 27, срабатывает элемент 29 сраинения, что отмечается счетчиком 30, который увеличивает свое состояние на единицу. При этом счетчик 28 устанавливается в нулевое состояние (не показано). Так как счетчик 27 в исходном положении был установлен в состояние, эквивалентное числу 2, то каждый второй импульс генератора 36 засчитывается счетчиком 30.
Такой режим работы продолжается вплоть до отсчета с четчиком 31 числа импульсов, эквивалентного состоянию регистра 6, что отмечается элементом 32 сравнения. К этому моменту .состояние счетчика 30 становится эквивалентно длине полосы для равномерного раскроя данного раската на две полосы. Так, если длина раската, например, равна 422 м, то счетчиком 30 отсчитывается 422:2 211 имп. В процессе отсчета последовательно
срабатывают элементы 19 и 20 сравне- 45 ней полосы из поля зрения датчика 14
НИН. При этом триггер 23 при сраба- тьшании элемента 19 включается,.а при срабатывании элемента 20 - отключается, т.е. остается в исходном, отключенном состоянии. Не изменяет своего состояния и элемент И 26, что приводит к отсутствию сигнала на выходе блока 40 сравнения.
Выходной сигнал элемента 32 сравнения устанавливает в О счетчики 28, 30 и 31, а счетчиком 27 при этом засчитывается один импульс, в результате чего его состояние становится эквивалентным числу 3. Начи50
счетчик 9 устанавливается в исходное состояние, т.е. измеритель 18 длины полосы подготовлен к приемке следующего раската.
Аналогичным образом определяется длина полос при прокатке всех исследующих раскатов.
Формула
и
обр.етения
55
Устройство для раскроя мелкосорт-; ного проката, содержащее летучие ножницы с блоком реза, импульсный датчик оборотов барабана ножниц.
т
5
15
20
16303
нается следующий цикл вычисления длины полосы при п 3, в котором элементы схемы работают в аналогичном режиме.
К моменту окончания этого цикла счетчиком 30 накоплено число импульсов, равное 422:3 140 имп., что не вызывает включения триггера 23 (вы- Q ходкой сигнал элемента 20 сравнения отключает его при отсчете счетчиком 30 числа импульсов, равного 115).
Следующий цикл начинается при п 4, К его окончанию (блоком 42 отсчитано число тгмпульсов эквивалентное полной длине раската 422 м) счетчиком 30 отсчитано число импульсов, эквивалентное 422:4 105 м. При этом срабатывает только элемент 19 сравнения, а элемент 20 сравнения не срабатывает (105 115), и триггер 23 оказывается во включенном состоянии. В этом случае выходной сигнал элемента И 26 отключает генератор 36, устанавливает счетчик 27 в исходное состояние и разрешает перенос состояния счетчика 30 в регистр 8. С некоторой задержкой (не показано) выходной сигнал элемента 32 сравнения устанавливает счетчики 28 30 и 31 в нулевое состояние, подготовив тем самым блоки 40-42 к приемке следующего раската.
При пересечении началом раската поля зрения датчика 14 снимается 35 запуск входа 16 счетчика 9, который начинает отсчет текущей длины полосы. При равенстве состояний счетчика 9 и регистра 8 срабатывает элемент 10 . сравнения, взводится блок 4 реза и от раската отделяется 1-рая полоса длиной 104 м. Одновременно с этим счетчик 9 обнуляется и начинается отсчет 2-й, а затем всех последующих полос. При исчезновении послед25
30
40
50
счетчик 9 устанавливается в исходное состояние, т.е. измеритель 18 длины полосы подготовлен к приемке следующего раската.
Аналогичным образом определяется длина полос при прокатке всех исследующих раскатов.
Формула
и
обр.етения
55
Устройство для раскроя мелкосорт-; ного проката, содержащее летучие ножницы с блоком реза, импульсный датчик оборотов барабана ножниц.
б|лок прогнозирования и измери гель длины полосы, счетные входы которых соединены с импульсным датчиком, пер- и второй датчики наличия прока- т, соединенные с отличающими входа- блока прогнозирования и измери- трля длины полосы соответственно, причем выход измерителя длины поло- сЬ соединен с блоком реза, о т л и- Ч;ающееся тем, что, с целью пЬвьшения производительности стана за счет увеличения длин отрезаемых полос, в него введены блок сравнения.
14163036
длины полосы, блок отсчета длины раската, информационный вход которого соединен с выходом блока прогнозиро- вания, а выход - с разрешающим входом блока сравнения и управляющим входом вычислителя длины полосы, генератор, включающий вход которого соединен с первым датчиком наличия 10 проката, а выход - со счетным входом блока длины раската и счетным входом вычислителя длины полосы, причем выход блока сравнения соединен с входом установки в О указанвычислитель Длины полосы, выход кото-| ного вычислителя, отключающим входом рого соединен с информационными вхо- генератора и управляющим входом из- дами блока сравнения и измерителя мерителя длины полосы.
| Праздников А.В | |||
| и др | |||
| Автоматизация непрерывных мелкосортных станов.М.: Металлургия, 1975, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
