Изобретение относится к машиностроению, в частности к оборудованию производства мелкосортного проката, и может быть использовано для управления пневмоприводом двухбарабанных летучих ножниц.
Цель изобретения - увеличение производительности стана путем повышения скорости прокатки и частоты вращения барабанов летучих ножниц за счет упреждения момента отключения пневмопривода.
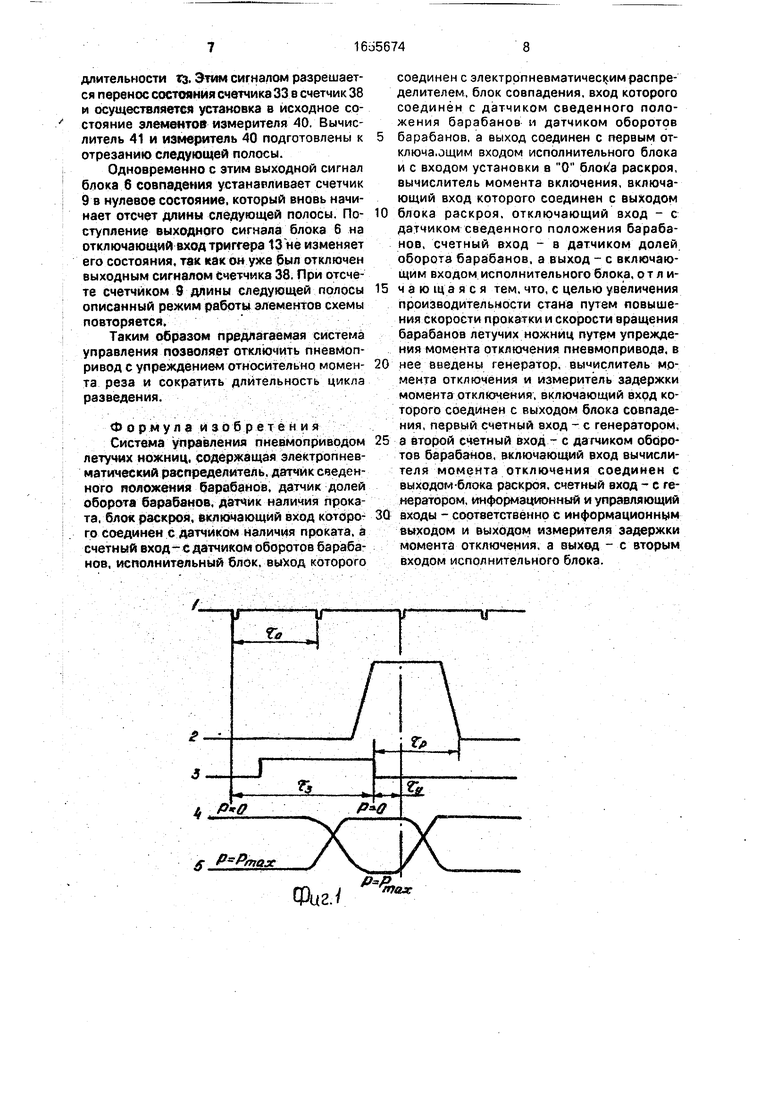
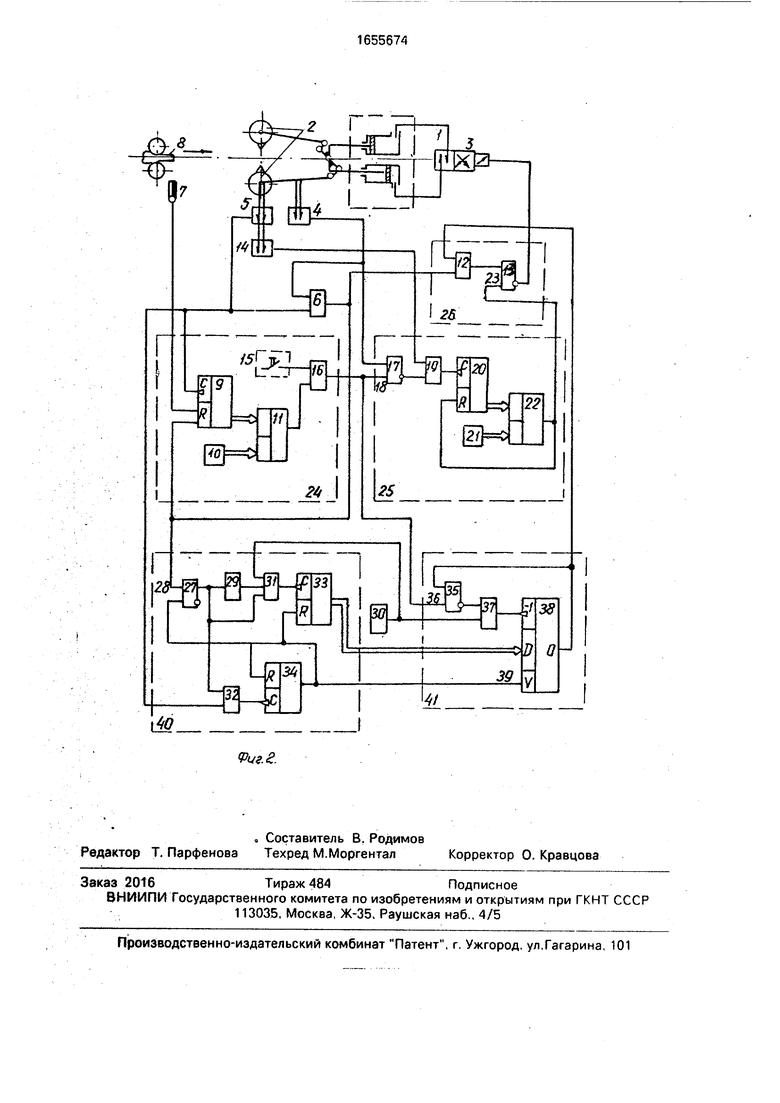
Не фиг. 1 представлена диаграмма работы пневмопривода летучих ножниц; на фиг.2 - функциональная схема предлагаемой системы.
На диаграмме (фиг.1) введены следующие обозначения: 1 -импульсы датчика оборотов барабанов; 2 - график перемещения барабанов; 3 - график изменения напряжения на электропневматическом распределителе; 4 и 5 - кривые изменения давления в цилиндре сведения и цилиндре разведения соответственно; гу - длительность упреждения отключения электропневматического распределителя относительно момента реза. Гр - длительность цикла разведения.
Цикл разведения состоит из следующих последовательных операций: снятие напряжения с электропневматического распределителя, переключение его золотников, стравливание воздуха в цилиндре сведения с Р Рмакс до Р 0, нагнетание воздуха в цилиндр разведения с Р с 0 до Р Рмвкс, перемещение ножевых барабанов из сведенного положения в исходное (разведенное). Изменение давления в пневмоприводах начинается с запаздыванием по отношению к моменту снятия напряжения с электро- лиевматического распределителя и связано
С
СП
ел о
&
с переключением золотников. Исходя из этого, снятие напряжения с электронневмо- распределителя можно производить не в момент реза, а с некоторым упреждением, величина которого не должна превышать времени запаздывания изменения давления в пневмоприводах. Дальнейшее увеличение величины упреждения отключения электропневматкческого распределителя может привести к недорезанию проката, так как в связи с травлением воздуха в цилиндре сведения усилия резания будет недостаточным. С другой стороны, уменьшение величины упреждений вызывает увеличение цикла разведения, что при увеличении скорости вращения ножевых барабанов может привести к двойному резу или насечке проката на следующем обороте ножей.
Устройство управления пневмоприводом
Iдля перемещения барабанов 2 летучих ножниц (фиг.2) содержит электропневматический распределитель 3, датчик А сведенного положения барабанов, датчик 5 оборотов барабанов. Блок 6 совпадения, входы которого соединены с датчиками 4 и 5, датчик 7 наличия проката 8, счетчик 9 оборотов барабанов, счетный вход которого соединен с датчиком 5, а вход установки в нуль - с датчиком 7 и выходом блока 6, задатчик 10, первый элемент 11 сравнения, входы которого соединены с выходом счетчика 9 и за- датчиком 10, элемент ИЛИ 12, первый вход которого соединен с выходом блока 6. триггер 13, отключающий динамический вход которого соединен с выходом элемента ИЛИ 12, а выход-с электропневматическим распределителем 3, датчик 14 долей оборота барабанов, кнопку 15, элемент ИЛИ 16, входы которого соединены с выходом элемента 11 сравнения и кнопкой 15, триггер 17, включающий вход 18 которого соединен с выходом элемента ИЛИ 16, а отключающий - с датчиком 4, элемент И 19. входы которого соединены сдатчиком 14 и выходом триггера 17, счетчик 20, счетный вход которого соединен с выходом элемента И 19, эадат- чик21, элемент22 сравнения, входы которого соединены с выходом эадатчика 21 и выходом счетчика 20, а выход - с входом установки в нуль счетчика 20 и включающим входом 23 триггера 13. Счетчик 9, задатчик 10, элемент
IIсравнения, кнопка 15 и элемент ИЛИ 16 входят в состав блока 24 раскроя. Триггер 17, элемент И 19, счетчик 20, задатчик 21, элемент 22 сравнения входят в состав вычислителя 25 момента включения. Элемент ИЛИ 12 и триггер 13 входят в состав исполнительного блока 26.
В устройство дополнительно введены триггер 27, включающий вход 28 которого
соединен с выходом блока 6 срвпадения, элемент 29 времени, вход которого соединен с выходом триггера 27, генератор 30, элемент И 31, входы которого соединены с
выходами триггера 27, элемента 29 времени и генератора 30, элемента И 32, входы которого соединены с выходом триггера 27 и датчиком 5, счетчик 33, счетный вход которого соединен с выходом элемента И 31,
0 счетчик 34, счетный вход которого соединен с выходом элемента И 32, а выход - с входом установки в нуль этого счетчика и счетчика 33, а также с отключающим входом триггера 27, триггер 35, включающий вход 36
5 которого соединен с выходом элемента ИЛИ 16, элемент И 37, входы которого соединены с выходом триггера 35 и генератором 30, счетчик 38, вычитающий вход которого соединен с выходом элемента И
0 37, информационный вход - с выходом счетчика 33, управляющий вход 39 - с выходом счетчика 34. а выход - с отключающим входом триггера 35 и вторым входом элемента ИЛИ 12. Триггер 27 элемента 29
5 времени, элементы И 32 и И 31, счетчики 33 и 34 входят в состав измерителя 40 задержки момента отключения. 1 риггер 35. элемент И 37 и счетчик 38 входят в состав вычислителя 41 момента отключения.
0 Система работает следующим образом.
До прокатки устройство не подготовлено к работе и все элементы схемы находятся в исходном состоянии, Барабаны 2 летучих
5 ножниц разведены и вращаются в направлении, указанном стрелками. Сигналы на выходе датчика 5 появляются в моменты перехода ножей через плоскость резания. Выходным инверсным сигналом датчика 7
0 при отсутствии проката 8 счетчик 9 установлен в нулевое состояние и счет импульсов запрещен. Триггеры 13, 17, 27 и 35 установлены в состояние, при котором сигнал на их выходе отсутствует, а распреде5 литель 3 отключен. Уставка задатчика 10 эквивалента соответственно длине отрезаемой полосы и количеству оборотов барабанов на отработку их сведения. Уставка задатчика 21 эквивалентна количеству обо0 ротов барабанов на отработку их сведения, количеству импульсов датчика 14 за один оборот и углу поворота барабанов при их выстое в полностью сведенном положении перед резом.
5 В качестве выхода вычитающего счетчика 38 использован выход, сигнал на котором присутствует при нулевом состоянии этого счетчика. Динамический отключающий вход триггера 13 воспринимает фронт перепада сигнала из О в 1я.
Для подготовки системы к работе оператор однократно нажимает кнопку 15. Через элемент ИЛИ 16 включается триггер 17 и открывается элемент И 19. Счетчик 20 начинает суммировать импульсы датчика 14 долей оборота барабанов. Выходной сигнал элемента ИЛИ 16 поступает также на включающий вход триггера 35, однако последний не включается, так как на его отключающем входе присутствует выходной сигнал счетчика 30.
При накоплении счетчиком 20 количества импульсов, равного уставке элемента 22 сравнения, выходной сигнал последнего включает исполнительный триггер 13 и электропневматический распределитель 3. Начинается отработка цикла сведения бара- . банов. Одновременно с этим счетчик 20 устанавливается в нулевое состояние а затем вновь продолжает счет импульсов датчика 14, так как триггер 17 остается во вкпючен- ном состоянии. Суммирование импульсов датчика 14 продолжается до момента сведения барабанов, в результате которого выходной сигнал датчика 4 отключает триггер 17 и тем самым закрывает элемент И 19 Счетчиком 20 будет отсчитано количество импульсов датчика 14. эквивалентное длительности временного интервала от момента включения электропневматического распределителя 3 до момента полного сведения барабанов.
При полном сведении барабанов выходной сигнал датчика 4 подготавливает к открытию блок 6 совпадения. Сигнал на выходе этого блока появляется при пересечении ножами плоскости резания, о чем свидетельствует появление очередного импульса на выходе датчика 5. Выходной сигнал блока 6 через элемент ИЛ И 12 отключает триггер 13. что-приводит к отключению электропневматического распределителя 3. Начинается отработка цикла разведения барабанов 2 (нагнетания воздуха в цилиндр разведения и травление воздуха из цилиндра сведения. по окончанию которого барабаны разводятся в исходное положение).
В момент реза начинается подготовка элементов измерителя 40 задержки момента отключения и вычислителя 41 момента отключения к работе в автоматическом режиме. Выходным сигналом блока 6 совпадения поочередно включается триггер 27, запускается элемент 29 времени и подготавливаются к открытию элементы И 31 и 32. После отсчета гу элементом 29 времени открывается элемент И 31 и импульсы генератора 30 начинают поступать на счетный вход счетчика 33. Счетчик 34 в этот период
суммирует импульсы датчика 5 оборотов барабанов. После отсчета этим счетчиком двух оборотов барабанов на выходе последнего появляется сигнал. К этому моменту счетчиком 33 будет отсчитано число импульсов генератора 30 пропорциональное длительности гэ 2 Г0 - гу , где Г0 - длительность одного оборота барабана. Выходной сигнал счетчика 34, воздействуя на управляющий вход 39 счетчика 38, разрешает перенос в последний состояния счетчика 33. Этим же сигналом счетчики 34 и 33 устанавливаются в нулевое состояние, а триггер 27 отключается.
В автоматическом режиме устройство начинает работать после выхода проката 8 из валков последней клети. При этом срабатывает датчик 7. и на его инверсном выходе сигнал исчезает Так как запрет с входа установки в нуль счетчика 9 снимается, последний начинает суммировать импульсы датчика 5 При накоплении счетчиком 9 количества импульсов, равного уставке элемента 11 сравнения, последний срабатывает и своим выходным сигналом через элемент ИЛИ 16 включает триггеры 17 и 35 Выходной сигнал триггера 17 открывает элемент И 19 и счетчик 20 начинает суммировать импульсы датчика 14. Одповременно с этим, выходной сигнал триггера 35 открывает элемент И 37 и счетчик 38 начинает вычитать импульсы генератора 30
При установке состояния счетчика 20
уставки элемента 22 сравнения сигналом последнего счетчик 20 устанавливается в нулевое состояние, поочередно включаются триггер 13 и электропневматический распределитель 3 и начинается отработка цикла сведения барабанов. После установки в нуль счетчик 20 продолжает суммировать импульсы датчика 14 до момента полного сведения барабана, т.е. до момента срабатывания датчика 4, выходным сигналом которого триггер 17 отключается.
Отключение триггера 13 происходит в момент, когда состояние счетчика 38 равно нулю. Таким образом, отключение электропневматического распределителя происходит с упреждением относительно момента реза. Выходной сигналсчетчика 38 отключает триггер 35, элемент И 37 закрывается, и счет импульсов прекращается.
В момент реза выходной сигнал блока 6
совпадения включает триггер 27 и, как было описано, счетчик 33 в течение длительности суммирует импульсы генератора 30. количество которых к моменту появления выходного сигнала счетчика 34 станет эквивалентно
длительности тз. Этим сигналом разрешается перенос состояния счетчика 33 в счетчик 38 и осуществляется установка в исходное состояние элементов измерителя 40. Вычислитель 41 и измеритель 40 подготовлены к отрезанию следующей полосы.
Одновременно с этим выходной сигнал блока 6 совпадения устанавливает счетчик 9 в нулевое состояние, который вновь начинает отсчет длины следующей полосы. Поступление выходного сигнала блока 6 на отключающий вход триггера 13 не изменяет его состояния, так как он уже был отключен выходным сигналом счетчика 38. При отсчете счетчиком 9 длины следующей полосы описанный режим работы элементов схемы повторяется.
Таким образом предлагаемая система управления позволяет отключить пневмоп ривод с упреждением относительно момен та реза и сократить длительность цикла разведения.
I-
Формула изобретения Система управления пневмоприводом летучих ножниц, содержащая электропневматический распределитель, датчик сведенного положения барабанов, датчик долей оборота барабанов, датчик наличия проката, блок раскроя, включающий вход которо- го соединен с датчиком наличия проката, а счетный вход- с датчиком оборотов барабанов, исполнительный блок, выход которого
10
15
20
25 3Q
соединен с электропневматическим распределителем, блок совпадения, вход которого соединён с датчиком сведенного положения барабанов и датчиком оборотов барабанов, а выход соединен с первым от- ключа.ощим входом исполнительного блока и с входом установки в О блок а раскроя, вычислитель момента включения, включающий вход которого соединен с выходом блока раскроя, отключающий вход - с датчиком сведенного положения барабанов, счетный вход - в датчиком долей оборота барабанов, а выход - с включающим входом исполнительного блока, отличающаяся тем, что, с целью увеличения производительности стана путем повышения скорости прокатки и скорости вращения барабанов летучих ножниц путем упреждения момента отключения пневмопривода, в нее введены генератор, вычислитель момента отключения и измеритель задержки момента отключения, включающий вход которого соединен с выходом блока совпадения, первый счетный вход - с генератором, а второй счетный вход - с датчиком оборотов барабанов, включающий вход вычислителя момента отключения соединен с выходом-блока раскроя, счетный вход - с генератором, информационный и управляющий входы - соответственно с информационным выходом и выходом измерителя задержки момента отключения, а выход - с вторым входом исполнительного блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1655668A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1687383A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
Изобретение относится к машиностроению, в частности к оборудованию производства мелкосортного проката, и может быть использовано для управления пневмоприводом летучих ножниц. Цель изобретения увеличение производительности стана путем повышения скорости прокатки и частоты вращения барабанов летучих ножниц за счет упреждения момента отключения пневмопривода. Система управления содержит пневмопривод сведения ножевых барабанов, датчик сведенного положения барабанов, датчик оборотов барабанов, датчик долей оборотов барабанов, блок раскроя, вычислитель момента отключения пневмопривода. Вычислитель момента включения осуществляет включение пневмопривода с учетом длительности переключения пневмопривода из разведенного состояния барабанов в сведенное. Вычислитель момента отключения осуществляет отключение пневмопривода с упреждением относительно момента реза. 2 ил. ё
х-
фцг. т°
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
