рекщ1И. После прогнозирования длины полосы блоком 31 прогнозирования и запоминания этой длины регистрами 10 и 11 начало раската 1 появляется в плоскости резания летучих ножйиц. Здесь в период его перемещения измерителем 32 длины полосы осуществляется измерение текущей длины полосы. При равенстве последней прогнозируемой длине, хранящейся в регистре 11,
Изобретение относится к прокатному производству и может использоваться на непрерывных прокатных станах, оборудованных барабанными летучими ножницами.
Цель изобретения - улучшение ритмичности работы стана путем уменьшения влияния ошибочного результата раскроя предьщущего раската на раскрой последующих. ,
На чертеже представлена функциональная схема устройства.
Устройство для раскроя мелкосортного раската 1, выходящего из стана 2, содержит летучие барабанные нож- ницы 3 с приводом 4 реза, блоки 5 и 6 ключей, последовательно соединенные делитель 7 частоты и счетчик 8 прогнозирования, информационные выходы которых соединены с входами блоков 5 и 6 ключей соответственно, датчик
9наличия проката на входе в стан, соединенный с входом установки в нуль «делителя 7 частоты и счетчика 8 про- гнозирования, а также с управляющими входами блоков, 5 и 6 ключей, регистр
10переполнения и регистр 11 прогнозирования, входы 12 и 13 параллельной записи которых соединены с выходами блоков 5 и 6 ключей соответственно, последовательно соединенные триггер
14, ключ 15 и счетчик 16, элемент 17 сравнения с уставкой 18, триггеры 19 и 20, элемент И 21, одновибратор 22, датчик 23 наличия проката, соединен- ный с входом одновибратора 22 и включающим входом триггера 14, датчик 24 импульсов, соединенный со счетным входом делителя 7 частоты и вторь1м
включаются летучие ножницы 3 и от раската последовательно отрезаются полосы. При возникновении ошибочного результата раскроя счетчик 33 коррекции измеряет длину укороченной полосы, отрезаемой от начала раската, и эквивалентно ей корректирует прогнозируемую длину полосы этого раската путем изменения состояния регистра 11. 1 ил.
входом ключа 15, блок 25 сравнения, входы которого соединены с информационными выходами регистра 11 прогнозирования и счетчика 16, первый элемент ИЛИ 26, соединяющий выход блока 25 сравнения со счетным входом регистра 10 переполнения, второй элемент ИЛИ 27, соединяющий выход элемента И 21 и выход блока 25 сравнения с блоком 4 реза, входом установки в нуль счетчика 16 и отключающими входами 28-30 триггеров 14-20 соответственно, причем выход переноса регистра 10 переполнения соединен с входом суммирования регистра 11 прогнозирования.
Блоки 5 и 6 ключей, делитель 7 частоты, счетчик 8 и датчик 9 входят в состав блока 31 прогнозирования. Триггеры 14, 19 и 20, ключ 15, счетчик 16, элемент 17 сравнения, элемент И 21 и одновибратор 22 входят в состав измерителя 32 длины полосы.
Кроме того, устройство содержит счетчик 33 коррекции, элемент И 34, входы которого соединены с датчиками 23 и 24 и выходом триггера 20, элемент И 35, входы которого соединены с датчиком 23, выходом 36 нуля счетчика 33 коррекции и через инвертор 37 с выходом триггера 20, выходы элементов И 34 и 35 соединены через элемент ИЛИ 38 со счетным входом счетчика 33 коррекции, выход элемента И 35 соединен через элемент ИЛИ 26 со счетным входом регистра 10 переполнения, причем регистр 11 прогнозирования выполнен в виде реверсивного счетчика, вычитающий вход 39
которого соединен с выходом переноса счетчика 33 коррекции.
В качестве регистра 11 прогнозирования можно использовать реверсивный счетчик серии К155 типа ИЕ6, ИЕ7. Остальные элементы схемы имеются во многих серийно выпускаемых наборах импульсной техники, например, в серии К155, К561.
Устройство работает следующим образом.
В исходном положении раскат в линии стана отсутствует. Все счетные элементы схемы установлены в нулевое состояние, сигнал на выходе триггеров отсутствует. Коэффициент деления делителя 7 частоты, регистра 10 переполнения и счетчика 33 коррекции эквивалентен числу полос, на которое делится раскат. При отсутствии проката в поле зрения датчика 23 включение привода 4 реза запрещено. Реализация этой -операции на схеме не показана. Выходной сигнал датчика 9 наличия проката и выход 36 нуля счетчика 33 коррекции - инверсны. Сигнал на выходе датчика 9 появляется при исчезновении проката из поля его зрения, а сигнал на выходе 36 нуля счетчика 33 появляется при состоянии последнего, отличном от нуля. Уставка 18 элемента 17 сравнения эквивалентна минимальной длине полосы, принимаемой механизмами холодильника.
При появлении раската 1 в поле зрения датчика 9 сигнал на выходе последнего исчезает и делитель 7 начинает суммировать импульсы датчика 24,- т.е. начинается процесс прогнозирования длины полосы. Каждый раз при отсчете делителем 7 числа импульсов равного заданному числу полос, т.е. заданной уставке, на выходе делителя появляется импульс, который суммируется счетчиком 8, сам делитель 7 при этом устанавливается в нуль. Прогнозирование длины полосы на данном раскате заканчивается при исчезновении раската из поля зрения датчика 9.
К этому моменту счетчиком 8 будет отсчитано число импульсов, эквивалентное длине прогнозируемой полосы, а в делителе 7 останется неучтённое число импульсов. Так, например, если
15
20
рабана ножниц, или такое же количес во импульсов датчика 24. В этом слу чае по окончанию прогнозирования счетчиком 8 будет отсчитано 40 имп. а в делителе 7 останется 4 имп. Действительно: 244 (40 X 6) +4.
9
Исчезновение проката из поля зрения датчика 9 вызывает появление на
-1Q выходе последнего сигнала, передним фронтом которого кратковременно открываются блоки 5 и 6 ключей и состо яние (код) делителя 7 и счетчика 8 переносится в регистр 10 переполнени и регистр 11 прогнозирования соответ ственно.
При выходе начала раската 1 из стана 2 срабатывает датчик 23 наличи проката, выходной сигнал которого пе реключает триггер 14 и импульсы датчика 24 через открытый ключ 15 начинают поступать на вход счетчика 16. Начинается отсчет текущей длины первой полосы измерителем 32. При отсче
25 те счетчиком 16 числа импульсов, эквивалентного значению прогнозируемой о длине полосы, хранящемуся в регистре 11, на выходе блока 25 сравнения появляется сигнал, включающий через
.JO элемент ИЛИ 27 привод 4 реза. От рас ката отделяется первая полоса (для приведенного примера эквивалентная 40 оборотам барабана ножниц). Одновременно с этим счетчик 16 устанавли вается в нуль и начинается отсчет
ос
ДЛИНЫ следующей полосы. Срабатывание элемента 25 сравнения отмечается регистром 10, состояние которого увеличивается на единицу, т.е. становит ся равным пяти.
40
45
50
После отсчета счетчиком 16 текущей длины (40 оборотов) следующей полосы вновь срабатывает элемент 25 сравнения и от раската отрезается вторая полоса. При этом состояние регистра 10 вновь увеличивается на единицу и становится равным шести.
Так как уставка регистра 10 равна шести, на выходе последнего возникает сигнал, увеличивающий состояние регистра 11 на единицу и устанавливающий регистр 10 переполнения в состояние нуля. В результате этого третья и все последующие полосы будут иметь длину.
длина развертки барабана ножниц равна эквивалентную 41 обороту барабана 2,5 м, то для числовых данных приве- ножниц.
денного примера длине раската в 610м Таким образом, раскройный план будет соответствовать 244 оборота ба- раската, имеющего.длину, эквивалент
рабана ножниц, или такое же количество импульсов датчика 24. В этом случае по окончанию прогнозирования счетчиком 8 будет отсчитано 40 имп., а в делителе 7 останется 4 имп. Действительно: 244 (40 X 6) +4.
9
Исчезновение проката из поля зрения датчика 9 вызывает появление на
выходе последнего сигнала, передним фронтом которого кратковременно открываются блоки 5 и 6 ключей и состояние (код) делителя 7 и счетчика 8 переносится в регистр 10 переполнения и регистр 11 прогнозирования соответственно.
При выходе начала раската 1 из стана 2 срабатывает датчик 23 наличия проката, выходной сигнал которого переключает триггер 14 и импульсы датчика 24 через открытый ключ 15 начи нают поступать на вход счетчика 16. Начинается отсчет текущей длины первой полосы измерителем 32. При отсчете счетчиком 16 числа импульсов, эквивалентного значению прогнозируемой длине полосы, хранящемуся в регистре 11, на выходе блока 25 сравнения появляется сигнал, включающий через
элемент ИЛИ 27 привод 4 реза. От раската отделяется первая полоса (для приведенного примера эквивалентная 40 оборотам барабана ножниц). Одновременно с этим счетчик 16 устанавливается в нуль и начинается отсчет
ДЛИНЫ следующей полосы. Срабатывание элемента 25 сравнения отмечается регистром 10, состояние которого увеличивается на единицу, т.е. становится равным пяти.
После отсчета счетчиком 16 текущей длины (40 оборотов) следующей полосы вновь срабатывает элемент 25 сравнения и от раската отрезается вторая полоса. При этом состояние регистра 10 вновь увеличивается на единицу и становится равным шести.
Так как уставка регистра 10 равна шести, на выходе последнего возникает сигнал, увеличивающий состояние регистра 11 на единицу и устанавливающий регистр 10 переполнения в состояние нуля. В результате этого третья и все последующие полосы будут иметь длину.
эквивалентную 41 обороту барабана ножниц.
ную 244 оборотам барабана, будет иметь следующий вид: 244 (40 + 40) + (41 + 41 + 41).
Элемент 17 сравнения, триггеры 19 и 20, одновибратор 22 и элемент И 21 предназначены для обработки концевой полосы.
Состояние счетчика 16 контролируется элементом 17 сравнения. При отсчете этим счетчиком числа импульсов, эквивалентного минимальной длине полосы, принимаемой механизмами холодильника, на выходе элемента 17 сравнения появляется сигнал, переключающий триггер 19. При исчезновении конца последней полосы из поля эре- ния датчика 23 через одновибратор 22 переключается триггер 20, вызывая срабатывание элемента И 21. Выходной сигнал этого элемента через элемент ИЛИ 27 выключает измеритель 32, т.е. переводит его элементы в исходное состояние.
Приведенный режим работы устройства повторяется при прокатке каждого раската вплоть до возникновения ошибки при прогнозировании длины полосы на одном из раскатов.
Так, если, например, прогноэируе- зо сигнала на выходе 28 триггера 14 сигмая длина вычислена с ошибкой в 20 . оборотов барабана ножниц и вместо 244 имп. через делитель 7 частоты прошло 264 имп., то прогнозируемая длина полосы будет равна 264:6 44 обор. Концевая полоса на этом раскате окажется равной 244 - (44 х X 5) 24 обор.
Так как минимальная длина полосы составляет 90:2,5 36 оборотов барабана ножниц, то при исчезновении этого раската из поля зрения датчика 24 состояние триггера 14 не изменяется и счет импульсов счетчиком 16 продолжается. Одновременно с этим отсутствие проката запоминается триггером 20, на выходе которого появляется с)игнал, подготавливающий к открытию элемент И 34.
При появлении следующего раската в плоскости резания элемент И 34 открывается и импульсы датчика 24 начинают поступать на счетный вход счетчика 33 коррекции.
Если длина следующего раската равна, например, 595 м, и вычислена без ошибок, то к этому моменту в регистре 11 будет храниться значение длины полосы для равномерного раскроя этого
35
40
45
50
55
налом датчика 23 этот триггер вновь включается и начинается отсчет текущей длины следующей полосы.
Одновременно с этим открывается элемент И 35, разрещая поступление импульсов датчика 24 на счетные входы счетчиков 16 и 33. При поступлении первого импульса состояние счетчика 33 становится эквивалентно 6 имп., что вызывает установку последнего в состояние нуля. Состояние регистра 11 при этом вновь уменьшится на-единицу. Отсутствие сигнала на выходе 36 (нуль) счетчика 33 вызывает закрывание элемента И 35.
К этому моменту состояние регистра 11 будет соответствовать 39 - 2 37 имп., а регистра 10 переполнения .
Проверим правомерность проделанной корректировки. После отделения от начала раската короткой полосы длиной 11 оборотов его длина становится равной 238 - 11 227 обор, и должна распределиться между регистрами 10 и 11 следующим образом:
227:6(37 х 6) + 5.
Таким образом, раскройный план второго раската имеет вид
.
13571016
раската, равное (595:2,5):6 39 обор..
а в регистре 10 переполнения 4 обор.
При отсчете счетчиком 16 числа импульсов, равного уставке 18 и соответствующее минимальной длине полосы, принимаемой механизмами холодильника, последовательно срабатывают элемент 17 сравнения, триггер 19 и элемент И 21, выходным сигналом которого через элемент ИЛИ 27 включается привод 4 реза. Если, например, разрыв между смежными раскатами составляет один оборот, то от следующего раската будет отрезана полоса длиной З б - 24 - 1 11 обор.
20
Одновременно с йключением привода 4 сигналом элемента ИЛИ 27 отключаются триггеры 14, 1 9 и 20, а счетчик 16 ус- танавливается в нуль. К моменту отключения триггера 20 счетчиком 33 будет отсчитано 11 имп., однако его состояние будет эквивалентно 5 имп., так как после отсчета первых 6 имп. счет- чик был установлен в нуль, а состояние регистра 11 уменьшилось на единицу .
После исчезновения отключающего
5
0
5
0
5
налом датчика 23 этот триггер вновь включается и начинается отсчет текущей длины следующей полосы.
Одновременно с этим открывается элемент И 35, разрещая поступление импульсов датчика 24 на счетные входы счетчиков 16 и 33. При поступлении первого импульса состояние счетчика 33 становится эквивалентно 6 имп., что вызывает установку последнего в состояние нуля. Состояние регистра 11 при этом вновь уменьшится на-единицу. Отсутствие сигнала на выходе 36 (нуль) счетчика 33 вызывает закрывание элемента И 35.
К этому моменту состояние регистра 11 будет соответствовать 39 - 2 37 имп., а регистра 10 переполнения .
Проверим правомерность проделанной корректировки. После отделения от начала раската короткой полосы длиной 11 оборотов его длина становится равной 238 - 11 227 обор, и должна распределиться между регистрами 10 и 11 следующим образом:
227:6(37 х 6) + 5.
Таким образом, раскройный план второго раската имеет вид
71
238 11 + 37 + (38 + 38 + 38 + 38 + + 38).
Следовательно, благодаря проведенной корректировке удается избежать образования короткой полосы на зтом .раскате и возможно в дальнейшем осуществление порезки последующих раскатов на полосы равной длины, что в конечном итоге позволяет улучшить ритмичность работы стана.
Формула изобретения
Устройство для раскроя мелкосортного раската, содержащее летучие барабанные ножницы с приводом реза, блок, прогнозирования длины полосы, регистр переполнения и регистр прогнозирования, входы параллельной записи которых соединены с соответствующими информационными выходами блока прогнозирования длины полос, измеритель длины Полосы, включающий вход которого соединен с установленным в плоскости реза датчиком наличия проката, датчик импульсов, соединенньй со счетным входом блока прогнозирования и счетным входом измерителя длины полосы, блок сравнения, входы которого соединены с информационными выходами регистра прогнозирования и измерителя длины полосы, первый зле- мент ИЛИ, соединяющий выход блока
ор Е.Папп 5923/7
Составитель Ю.Рыбьев Техр ед И. Попович
Ко Под
Тираж 481 ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфичс ское предприятие, г. Ужгород, ул. Проектная, 4
571018
сравнения со счетным, входом регистра переполнения, второй элемент ИЛИ,
. соединяющий исполнительный выход измерителя длины полосы и выход блока сравнения с блоком реза и отключающим входом измерителя длины полосы, причем выход переноса регистра переполнения соединен с входом суммирова1Q ния регистра прогнозирования, отличающееся тем, что, с целью улучшения ритмичности работы стана путем-уменьшения влияния ошибочного ре,зультата раскроя предыдущего
15 раската на раскрой последующих, оно С1табжено счетчиком коррекции, двумя элементами И, входы первого из них соединены с датчиком наличия проката в плоскости реза, датчиком импульсов и управляющим выходом измерителя длины полосы, входы второго - с датчико импульсов, выходом нуля счетчика коррекции и через инвертор с управляющим выходом измерителя длины полосы, вы25 ходы обоих элементов И соединены че- в рез третий элемент ИЛИ со счетным входом счетчика коррекции, кроме того, выход второго элемента И соединен, .через первый элемент ИЛИ со счетным
2Q входом регистра переполнения, причем регистр прогнозирования выполнен в виде реверсивного счетчика, вычитающий вход которого соединен с выходом переноса счетчика коррекции.
20
Корректор А.Зимокосов Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
Изобретение относится к области прокатного производства и может использоваться на непрерывных прокатных станах, оборудованных барабанными летучими ножницами. Цель - улучшение оритмичности работы стана путем уменьшения влияния ошибочного результата раскроя предьщущего раската на раскрой последующих. Устройство содержит летучие ножницы 3 с блоком 4 реза, датчик 23 наличия проката и датчик 24 импульсов, регистры 10 и 11, блок 25 сравнения, блок 31 про гнози- рования, измеритель 32 длины полосы, элементы И 34 и 35, счетчик 33 кор(Л fj 00 ел 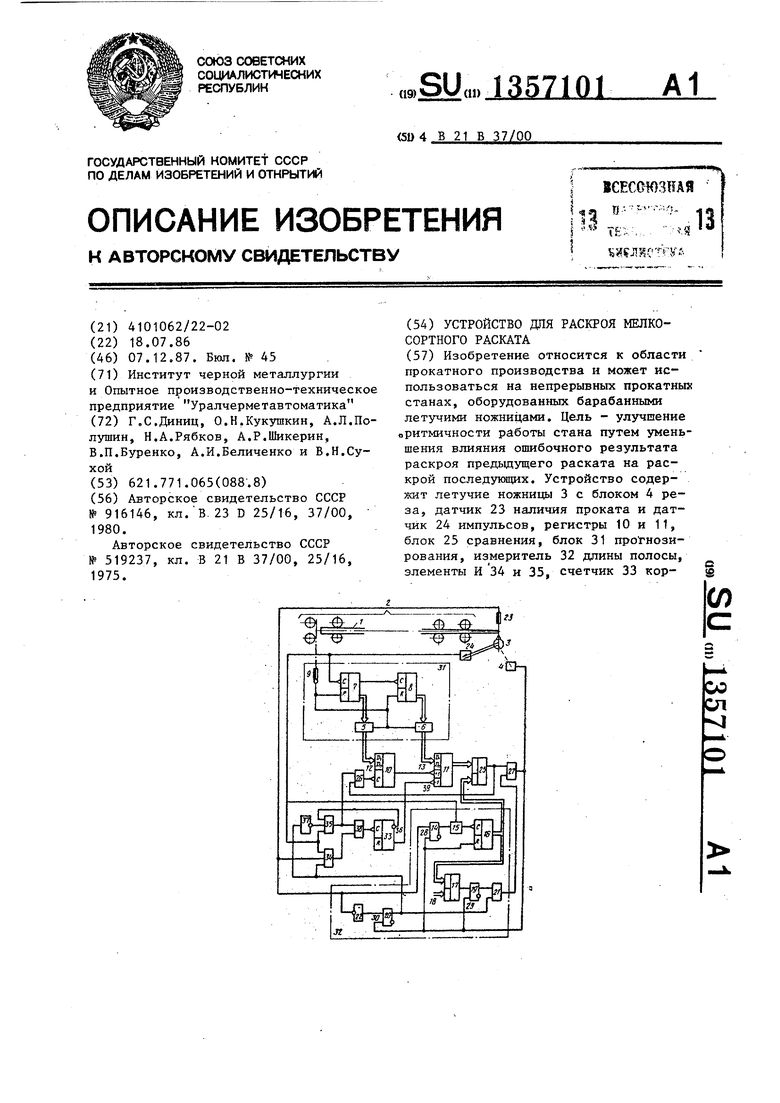
| Авторское свидетельство СССР № 916146, кл | |||
| В | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для раскроя мелкосортного раската на заданное число полос | 1974 |
|
SU519237A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
