(54) УСТРОЙСТВО УПРАВЛЕНИЯ ПНЕВМОПРИВОДОМ РЫЧАЖНОГО МЕХАНИЗМА ПРОПУСКА РЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1687383A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1655668A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Устройство для раскроя мелкосортного раската на заданное число полос | 1974 |
|
SU519237A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |

1
Изобретение относится к прокатному производству и может быть использовано, например, для управления включением и отключением электропневматического распределителя пневмопривода рычажного механизма пропуска реза двухбарабанных летучих ножниц мелкосортного стана.
Известно устройство управления пневмоприводом рычажного механизма пропуска реза двухбарабанных летучих .ножниц мелкосортного стана, содержащее электропневматический распределитель, датчик сведенного положения ба йбанов, датчик оборотов барабанов, счетчик оборотов барабанов, элемент И, входы которого соединены с датчиком сведенного положения барабанов и датчиком оборотов барабанов, блок задания, основной элемент сравнения, соединенный со счетчиком оборотов барабанов и блоком задания, исполнительный триггер, нулевой вход которого подключен к выходу элемента И, а выход - к электропневматическому распределителю, датчик наличия
проката, инвертор, вход которого подключен к датчику наличия проката, а выход - к шине сброса счетчика оборотов барабанов на нуль, подключенной к выходу элемента И. ,
Электропневматический распределитель включается после отсчета счетчиком эадбшного количества импульсов оборота барабанов С1J .
Недостаток известного устройства
10 заключается в отсутствии автоматического выбора момента включения электропневматического распределителя, что требует от обслуживающего персонала постоянного вмешательства в настройку
15 вклкяения пневмопривода при изменениях скорости npdKaTa и, параметров пневмопривода.
Цепь изобретения - повыщение надежности работы пневмопривода.
20
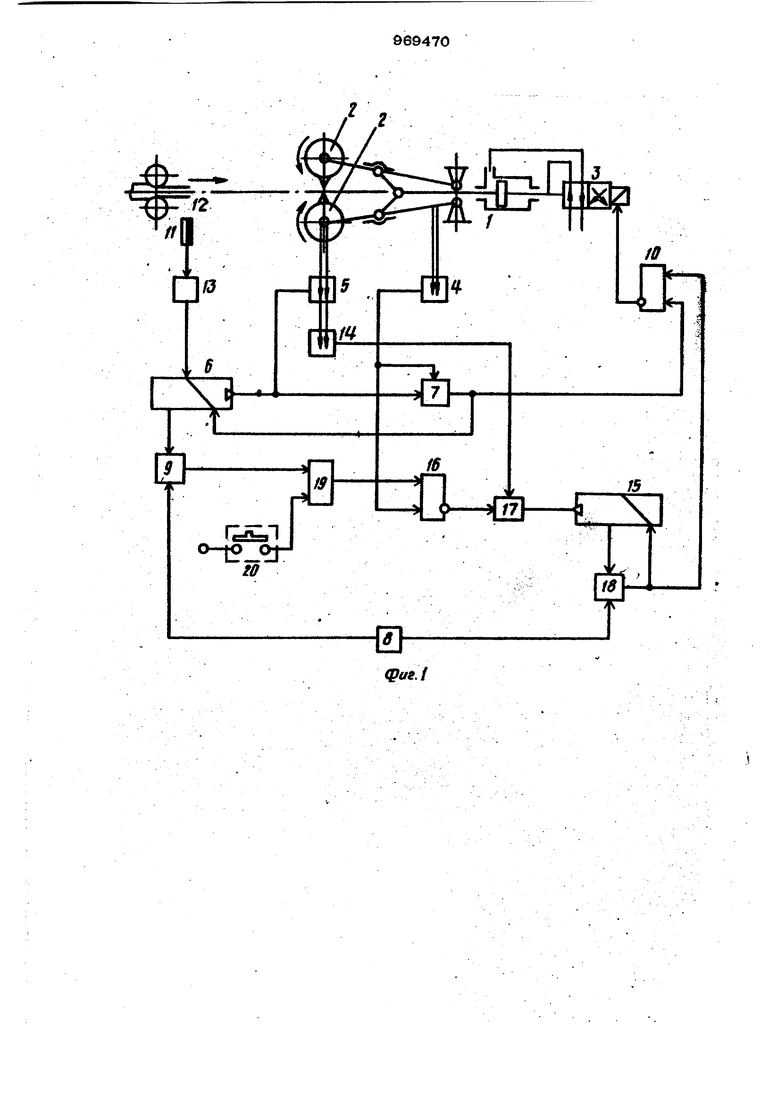
Поставленная цель достигается тем, что устройство управления пневмоприводом рычажного механизма пропуска реза двухбарабанных летучих ножниц мелко39сортного стана, содержащее электропнев матический распределитель, датчик сведе ного положения барабанов, датчик оборотов барабанов, счетчик оборотов барабанов, элемент И, входы которого соединенм с датчиком сведенного положения 6ap«i6aHOB и датчиком оборотов барабано блок задания, основной элемент сравнения, соединенный со счетчиком оборотов бар 1банов и блоком задания, исполнитель ный триггер, нулевой вход которого подключен к выходу элемента И, а выход к электрогшевматическому «спределител датчик наличия проката, инвертор, вход которого подключен к датчику наличия проката, а выход - к шине сброса счетчика оборотов барабанов на нуль, подключенной к выходу элемента И, снабже но датчиком долей оборота барабанов, счетчиком долей оборота ба1эабанов, дойолнительным триггером, ключом, входы которого соединены с выходом дополнительного триггера и датчиком долей оборота барабанов, а выход - со счетны входом счетчика долей оборота барабанов, дополнительным элементом сравнения, входы которого соединены со счетч ком долей оборота барабанов и блоком задания, а выход - с Исполнительным триггером и шиной сброса счетчика доле оборота барабанов на нуль, элементом ИЛИ, соединенным с основным элементом сравнения, а также кнопкой, подающей логическую единицу на вход элемента ИЛИ. На фиг. 1 изображена прзшципиальная схема устройства; на фиг. 2 - диаграмма, поясняющая работу устройства при линейной скорости ножей 20 мс ; на фиг. 3 - то же, при скорости 12,5 мс Устройство управления пневмоприводом 1 рычажного механизма пропуска реза двухбарабанных летучих, ножниц 2 содержит электропневматический распределитель 3, датчик 4 сведенного положения барабанов, датчик 5 оборотов барабанов, счетчик 6 оборотов барабанов, элемент И 7, входы которого соединены с датчиком сведенно1Х) положени барабанов и датчиком оборотов барабанов, блок 8 задания, первый элемент 9 сравнения, соединенный с счетчиком оборотов барабанов и блоком задания, исполнительный триггер 10, нулевой вход которого подключен к выходу элем та И, а выход - к электропневматическо му распределителю пневмотфивода, датчик 11 наличия проката 12, инвертор 13, вход которого подключен к датчику 0 наличия проката, а выход - к шине сброса счетчика оборотов барабанов на нуль, которая, в свою очередь, подключена к выходу элемента И, датчик 14 долей оборота барабанов, счетчик 15 долей оборота барабанов, триггер 16, ключ 17, входы которого соединены с выходом триггера и датчиком долей оборота барабанов, а выход - со счетным входом счетчика долей оборота барабанов, второй элемент 18 сравнения, входы которого соединены со счетчиком долей оборота барабанов и блоком задания, а выход с исполнительным триггером и шиной сброса счетчика долей оборота барабанов на нуль, элемент ИЛИ 19, соединенный с первым элементом сравнения и триггером, кнопку 2О, подающую логическую единицу на вход элемента ИЛИ. Устройство работает следующим образом. До прокатки устройство находится в исХ:одном состоянии и не подготовлено для разрезания проката. Барабаны летучих ножниц 2 разведены и вращаются в направлениях, указанных стрелками. Выходным сигналом инвертора 13 при отсутствии проката счетчик 6 сброшен на нуль. Триггер 16 и исполнительный триггер 1О находятся в нулевом состоянии, ключ 17 на входе счетчика 15 закрыт, а электропневматический распределитель 3 отключен. На элементах 9 и 18 сравнения с помощью блока задания 8 установлены заданные оператором уставки. Уставка элемента 9 сравнения задается с учетом длины отрезаемой полосы и количества оборотов барабанов на отработку юс сведения. Например, при длине развертки барабана по траектории ножей равной 2,5 м длине отрезаемой полосы 1ОО м и количестве оборотов барабанов на отработку их сведения равном, например, 2 уставка элемента 9 сравнения составит 100 : 2,5 - 2 38 имп. Для длины полосы 90 м она задается равной 90 : 2,5 - 2 34 имп, для полосы 80 м - 80 : 2,5 - 2 30 имп, и т.д., т.е. изменяется в зависимости от требуемой длины полосы. Уставка элемента 18 сравнения задается с учетом количества оборотов барабанов на отработку их сведения, масштаба долей оборота барабанов и угла поворота барабанов при их высоте в полностью сведенном положении перед резом. Если указанные величины составляют соответственно, например, 2 оборота (2- 36О° ), 15 град/имп и 9О град, то уставка эле мента сравнения 11 составит Ш1Е9А-. .4аи.л. 15грал|имп 15грод/имп И не зависит от линейной скорости ноже Для подготовки устройства к работе оператор однократно нажимает кнопку 20. Через элемент ИЛИ 19 включается триггер 16 н ключ 17 открывается. Им пульсы датчика 14 долей оборота барабанов вводятся в счетчик 15. При накоп лении этим счетчиком количества импуль сов; равного уставке элемента 18 сравн ния, составляющей, например, 42 имп, последний срабатывает. Импульсом элеме та 18 сравнения счетчик 15 очищается включается исполнительный триггер 1О и электропневматический распределитель 3. Начинается отработка сведения барабанов. После сброса на нуль счетчик 15 продотхжает отсчет соличества импульсов датчика 14 долей оборота барабанов. так как триггер 16 остается во включен ном состоянии. Отсчет количества импул сов датчика 14 продолжается до момент срабатывания датчика 4 сведенного поло жений ножей, выходным сигналом которого триггер 16 возвращается в исходное состо5шие и ключ 17 закрывается. В счетчике 15 накапливается такое количество импульсов датчика 14 долей оборота барабанов, которое соответствует длительности временного интервала от момента включения электропневматического распределителя 3 до момента полного сведения барабанов. ° Если длительность этого временного интервала составляет в среднем 0,2 с, а линейная скорость ножей - 2О м/с, то ножи за это время пройдут путь 20 м/с 0,2 с 4,0 м и при развертке барабана равной 2,5 м последний повернется на 4,0 : 2,,6 оборота, т.е. на 1,6 36Orpaj 576 град. При масштабе датчика 14, равном 15 град/имп, счетчиком 15 за 0,2 с йакапливается 576 град : : 15 град/импs; 38 имп. При полном сведении барабанов срабатывает датчик 4, Когда на входе элемента И 7 появляется импульс датчика 5 оборотов барабанов, а на втором входе этого элемента присутствует выходной сигнал датчика 4, элемент И 7 срабатывает, исполнительный триггер 1О и счетчик 6 возвращаются в исходное состояние, электропневматический распределитель 3 отключается и барабаны летучих ножниц 2 разводятся в исходное положение. Устройство подготовлено к работе. Устройство работает в автоматическом режиме после выхода проката 12 из валков последней клетя прокатного стана. В этот момент срабатывает датчик 11 наличия проката, запрет с шины сброса счетчика 6 оборотов барабанов снимается и этот счетчик начинает отсчет количества импульсов датчика 5, который отрабатывает их в моменты перехода раэведенных ножей барабанов через ппоскосП резания. При накоплении счетчиком 6 количества импульсов, равного уставке элемента 9 сравнения, последний срабатывает. Например, для отделения от проката полосы джшой 100 м в соответствии с принятыми ранее расчетными данными уставка элемента 9 сравнения составит 38 имп. Сигналом элемента 9 сравнения через элемент ИЛИ 19 взводится триггер 16, ключ 17 открывается, н счетчик Д5 начинает отсчет кол гчества 1 мпульсов датчика долей оборота барабанов. Так при подготовке устройства к работе В счетчик 15 было внесено 38ими., а уставка элемента 9 сравнения составляет, например, 42 кмп., то счетчик накопит 4 имп, и элемент сравнения 18 сработает. Импульсом этого элемента очищается счетчик 15, исполнительный Tpitrгер 10 взводится, включается электропневматнческий распределитель 3 и нач1шает- ся отработка сведения барабанов. После , сброса на нуль счетчик 15 продолжает отсчет кол 1чества и шульсов датчика 14 до момента полного сведения барабанов, т.е. до момента срабатывания датчика -4, выходным сигналом которого триггер 16 возвращается в исходное состояние, а ключ 17 закрывается. Если длительность временного интервала от момента включения электропневматического распределителя до момента полного сведения барабанов составтмет 0,2 с, то при линейной скорости ножей 20 м/с в счетчике 15 будет запомнено количество импульсов равное 38 имп. При полном сведении барабанов и производстве реза на входах элемента И 7 появл$иотся сигналы, первый из которых поступает от датчика 4, а второй отрабатывается датчиком 5 при переходе ножей через плоскость резання. Выходным импульсом элемента И 7 исполнительный триггер Ю отключается и барабаны разводятся, а счётчик 6 продолжает отсчет количества импульсов датчика 5 оборотов барабанов, и описанный режим работы повторяется. Нэ диаграмме работы устройства при линейной скорости ножей, равной, напри.мер, 20 м/с (фиг. 2) обозначены утловое перемещение f ножей с отметками моментов О, 1, 2 и т.д. перехода ножей через плоскость резания, где отметка О отмечает момент срабатывания элемента 9 сравнения, а отметка 2 - момент реза; тег/шее и полное перемешеЦЯ& барабанов li и Я - соответственно; гра4яки и и и работы электропневматического распределителя 3 и датчика 4 сведенного положения барабанов; утлы А . поворота барабанов до включения электропневматического распределителя 3, от момента включения последнего до полного сведения бара банов, при высоте сведенных барабанов перед резом и полный угол при отработке сведения соответственно Очевидно, что , oLo . Пр принятых расчетнь х данных oto 2 « 360 град 72О град, оС,,« 90 град, oi,j 38 имп 15 град/имп S7O град Я-, 72О-(570-ЮО) 6О град, что. эквивалентно 6О град : 15 град/имп 4 нмп. При линейной скорости ножей 2О м/с временная задержка Т на вклю чение электропневматическотх) распределителя 3 составит 2,5лл-6ОГраА ;о,оас. Ььоград, голл/с Е ременная задержка ТГ (фиг. 3) увеличивается и при длительности временного интервала 1 равной О,2 с и с( 90 град составляет 0,15 с. В течение временного интервала счетчи|р: 15 отсчитывает количество импульсов датчика 14 долей оборота барабанов, равное ц-гсма влл/с ;г-- -ъьограл -14имп. 5граА/имп С учетом угла й 9 О (4 импульса датчика 14) на выстой барабанов в сведенном положении перед резом, а также исходя из общего количества импульсов датчика 14 в течение Д1зух оборотов барабанов датчик 14 в течение интервала Т выработает 48 - (2445) 18 имп. что соответствует длительности интервала Slj равной 9 0 град j feviMn-fgимп iftOrpQA Использование изобретения обеспечивает повышение надежности работы пневмопривода рычажного механизма пропуска реза двухбарабаннмх летучих ножниц. Формула изобретения Устройство управления пневмоприводом рычажного механизма пропуска реза двухбарабанных летучих ножниц мелкосортного стана, содержащее электропневматический распределитель, датчик сведенного положения барабанов, датчик оборотов барабанов, счетчик оборотов барабанов, элемент И, входы которого соединены с датчиком сведенного положения барабанов и датчиком оборотов барабанов, блок задания, основной элемент сравнения, соединенный со счетчиком оборотов барабанов и блоком задания, испотшительный триггер, нулевой вход которого подключен к выходу элемента И, а выход - к электропневматическому распределителю, датчик наличия проката, инвертор, вход которого подключен к датчику наличия проката, а выход - к шине сброса счетчика оборотов барабанов на нуль, подключенной к выходу элемента И, отличающее с я тем, что, с целью повышения надежности в работе, оно снабжено датчиком долей оборота барабанов, счетчиком долей оборота барабанов, дополнительным триггером, ключом, входы которого сое- динаны с выходом дополнительного триггера и датчиком долей оборота барабанов, а выход - со счетным входом счетчика долей оборота барабанов, дополнительным элементом сравнения, входы которого соединены со счетчиком долей оборота барабанов и блоком задания, а выход - с исполнительным триггером и шиной сброса счетчика долей оборота барабанов на нуль, элементом ИЛИ, соединенным с основным элементом сравнения, а также кнопкой, подакмцей логическую единицу на вход элемента ИЛИ. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 243382, кл. В 23D 25/ОО, 1968 (прототип).
(рие.З
