Изобретение относится к прокатному производству и может использоваться на непрерывных сортовых станах при прорезке раската на полосы летучими ножницами.
Известно устройство для раскроя мелкосортного проката, которое обеспечивает порезку раската на полосы равной длины, значения которой ограничены минимальной и максимальной длинами полос.
Недостатком устройства является жесткое задание граничных значений длины полосы, что приводит к отказам от раскроя.
Известно устройство для раскроя проката, содержащее летучие ножницы с блоком реза, импульсный датчик оборотов барабана ножниц, блок прогнозирования и измеритель длины полосы, счетные входы которых соединены с импульсным датчиком, первый и второй датчики наличия проката, установленные на входе и выходе стана, соединенные с отключающими входами блока прогнозирования и измерителя длины полосы соответственно, блок сравнения, определитель числа полос, вычислитель длины полосы, выход которого соединен с информационным входом измерителя длины полосы и первым информационным входом блока сравнения, блок отсчета длины раската, информационный вход которого соединен с выходом блока прогнозирования, а выход - с разрешающим входом блока сравнения, входом установки в ноль вычислителя длины полосы, генератор, включающий вход которого соединен с вторым датчиком наличия проката, а выход - со счетным входом блока отсчета длины раската и входом блока отсчета длины раската и счетным входом вычислителя длины полосы, причем выход измерителя длины полосы соединен с блоком реза, а выход блока сравнения - с отключающим входом генератора, управляющим входом измерителя длины полосы и управляющим входом определителя числа полос, выход которого соединен с информационным входом упомянутого вычислителя.
Принцип работы известного устройства состоит из следующих последовательных
операций: прогнозирование длины раската; вычисление длины полосы, путем деления длины раската на последовательный возрастающий ряд чисел, пока частное от деления
не станет меньше максимальной длины Омакс) полосы, принимаемой холодильником; отсчет текущего значения длины поло- сы, прошедшей через ось ножниц, и выработка команды на включение ножниц
при равенстве вычисленной и текущей длин полос. При этом значение величины 1макс определяется путем суммирования импульсов датчика долей оборота барабана на базовой длине, определяемой сечениями
стана, контролируемых вторым и третьим датчиками наличия проката.
При определении значения (макс в устройстве учитывается реальное соотношение скоростей ножей летучих ножниц и
проката.
К недостаткам устройства следует отнести дополнительное введение двух датчиков: третьего датчика наличия проката и датчика долей оборота барабанов. Кроме того, базовое расстояние, на котором измеряется коэффициент обгона К0 летучих ножниц, невелико из-за конструктивных особенностей станов. В связи с этим необходима высокая точность фиксирования начала раската в крайних
сечениях измерения Макс, что весьма непросто, так как начало раската прыгает по рольгангу при транспортировании.
Приведенные недостатки снижают надежность работы устройства.
Цель изобретения - сокращение простоев стана путем исключения образования коротких полос и повышения надежности работы устройства.
Поставленная цель достигается тем, что
в устройство дополнительно введены блок отсчета цикла перекладывателя, включающий вход которого соединен с выходом измерителя длины полосы, и блок минимальной длины полосы, счетный вход которого соединен с импульсным датчиком оборотов барабана ножниц, разрешающий вход - с выходом блока отсчета цикла перекладывателя, а выход - с вторым информационным входом блока сравнения, причем выход блока отсчета длины раската соединен с вычитающим входом определителя числа полос.
На чертеже представлена функциональная схема устройства.
Устройство для раскроя проката 1 на стане 2 содержит летучие ножницы 3 с блоком 4 реза, импульсный датчик 5 оборотов барабана ножниц, блок 6 прогнозирования длины раската и счетчик 7, счетные входы 8 и 9 которых соответственно соединены с импульсным датчиком 5, регистр 10, элемент 11 сравнения, входы которого соеди- нены с информационными выходами счетчика 7 и регистра .10, датчики 12 и 13 наличия проката, соединенные с входами установки в ноль блоков 6 прогнозирования и счетчика 7 соответственно, элемент 14 сравнения, выход которого соединен с одним из входом элемента И 15, счетчик 16 и счетчик 17, выход которого соединен с информационными входами регистра 10 и элемента 14 сравнения, счетчик 18, выход которого соединен с одним из информационных входов элемента 19 сравнения, вы- ход которого соединен со счетным входом 20 счетчика 17 и входом установки в ноль счетчика 18, блок21 отсчета длины раската, инфор- мационный вход которого соединен с выходом блока б прогнозирования, а выход с вторым входом элемента И 15, и входами установки в ноль счетчиков 17 и 18, генератор 22, включающий вход 23 которого соединен с датчиком 13, а выход - со счетным входом 24 блока 21 отсчета и счетным вхо- дом 25 счетчика 18, причем выход элемента 11 сравнения соединен с блоком 4 реза и входом установки в ноль счетчика 7, а выход элемента И 15 соединен с отключающим входом 26 генератора 22 и управляющими входами регистра 10 и счетчика 16, выход которого соединен со вторым информационным входом элемента 19 сравнения.
Счетчик 7, регистр 10 и элемент 11 сравнения входят в состав измерителя 27 длины полосы, элемент 14 сравнения и элемент И 15 - в состав блока 28 сравнения, а счетчики 17 и 18 и элемент 19 сравнения - в состав вычислителя 29 длины полосы. Счетчик 16 представляет собой определитель 30 числа полос.
В устройство дополнительно введены счетчик 31, задатчик 32, элемент 33 сравнения, входы которого соединены С выходом счетчика 31 и задатчика 32, последователь- но соединенные кнопка 34, элемент ИЛИ 35, триггер 36, отключающий вход 37 которого соединен с выходом элемента 33 сравнения, элемент И 38, выход которого
соединен со счетным входом счетчика 31, первый вход - с выходом триггера 36, а на второй вход поступают импульсы частотой 50 Гц, элемент И 39, входы которого соединены с импульсным датчиком 5 и выходом триггера 36, одновибратор 40, вход которого соединен с выходом триггера 36, счетчик 41. счетный вход которого соединен с выходом элемента И 39, вход установки в ноль - с выходом одновибратора 40, а выход - с вторым информационным входом элемента 14 сравнения, причем второй вход элемента ИЛИ 35 соединен с выходом элемента 11 сравнения, а выход блока 21 отсчета - с вычитающим входом 42 счетчика 16.
Кнопка 34, элемент ИЛИ 35, триггер 36, элемент И 38, счетчик 31, задатчик 32 и элемент 33 сравнения входят в состав блока 43 отсчета цикла перекладывателя. Элемент И 39, одновибратор 40 и счетчик 41 входят в состав блока 44 минимальной длины полосы.
Длина в системе измеряется в условных единицах - оборотах барабана (N) летучих ножниц (длины развертки барабана по траектории ножей составляет 2,5 м).
Минимальная длина полосы NMHH пропорциональна длительности цикла (т,ц) перекладывателя, т. е. минимальное время 1Мин° между смежными резами должно быть ТМИНР Ц. Если в течение длительности Тц просуммировать число оборотов барабана летучих ножниц, то значение NMMH будет соответствовать минимальной длине полосы, принимаемой механизмами холодильника, и выражается в оборотах барабана летучих ножниц.
Значение ММИн определяется при помощи блока 43 отсчета цикла перекладывателя и блока 44 минимальной длины полосы.
Устройство работает следующим образом.
В исходном положении, при отсутствии проката в линии стана, счетчики 7, 17,18, 31 и 41, а также блоки 6 и 21 установлены в нулевое состояние, счетчик 16 установлен в состояние, эквивалентное максимально возможному числу полос, например 10. триггер 35 и генератор 22 отключены, сигналы на выходе отсутствуют, Сигналы на выходах элементов 11, 19 и 33 появляются при равенстве кодов числа на входах DI и Da, a на выходе элемента 14 сравнения - в случае, если код числа на входе- DI больше кода числа на входе Da или равно ему.
В исходном положении при отсутствии проката в линии стана оператор однократно нажимает кнопку 34, При этом триггер 36 переключается и его выходной сигнал открывает элементы И 38 и 39, счетчик 31
начинает суммировать импульсы датчика 5 оборотов барабана, а счетчик 41 - импульсы частотой f. Состояние счетчика 31 постоянно сравнивается с состоянием задатчика 32, которое эквивалентно длительности 1ц. При равенстве этих состояний выходной сигнал элемента 33 сравнения отключает триггер 36 и счет импульсов счетчиками 31 и 41 прекращается. При этом счетчиком 31 будет отсчитана длительность т.ц, а счетчиком 41 - количество импульсов датчика 5, равное значению NMHH. Так, например, при т. и скорости прокатки 16 м/с, оборотов это значение в виде кода подается на вход элемента 14 сравнения, подготавливая систему к приемке первого раската.
При появлении раската на входе в стан блок 6 начинает прогнозировать полную длину Np раската. Прогнозирование осуществляется путем суммирования импульсов датчика b в период перемещения раската через сечение, контролируемое датчиком 12. При исчезновении раската из контрольного сечения процесс прогнозирования прекращается и вычисленная длина раската, например 240 .оборотов, запоминается выходным регистром блока б прогнозирования.
При появлении начала раската в сечении, контролируемом датчиком 13, включается генератор 22, импульсы которого суммируются счетчиком 18 и блоком 21 отсчета длины раската. Начинается цикл вычисления длины полосы.
Всякий раз при отсчете счетчиком 18 числа импульсов эквивалентного состояния счетчика 16 срабатывает элемент 19 сравнения, что отмечается счетчиком 17, который увеличивает свое состояние на единицу. При этом счетчик 18 устанавливается в нулевое состояние. Так как счетчик 16 в исход- ном положении бил установлен в состояние, эквивалентное числу 10, то каждый десятый импульс генератора 22 засчитывается счетчиком 17. Такой режим работы продолжается вплоть до отсчета блоком 21 числа импульсов, равного 240 и хранящегося в блоке 6 прогнозирования. К этому моменту состояние счетчика 17 становится равным числу оборотов барабана для равномерного раскроя данного раската на десять полос, т. е. составит 240:10 24.
Выходной сигнал блока 21 устанавливает в ноль счетчики 17 и 18, уменьшает состояние счетчика 16 на единицу и подготавливает к открытию элемент И 15. Но так как , т. е. , сигнал на выходе элемента 14 сравнения отсутствует и элемент А 15 не откр: тч этся.
Начинается следующий цикл вычисления длины полосы при . К моменту окончания второго цикла счетчиком 17 будет отсчитано значение 240:9 « 26, которое
вновь меньше .
Третий и четвертый циклы вычисления длины полосы протекают при и соответственно. В четвертом цикле Nn7 240:7 34 оборотам.
Пятый цикл вычисления длины полосы протекает при . К его окончанию счетчиком 17 будет отсчитано 240:6 40 оборотам, что вызывает появление сигнала на выходе элемента 14 сравнения, так как Nn Ммин
().
В этом случае выходной сигнал блока 21 открывает элемент И 15, выходным сигналом которого последовательно отключается генератор 22, состояние счетчика 17, эквивалентное значению Nn6, переносится в регистр 10, счетчик 16 устанавливается в исходное состояние. С некоторой задержкой (не показано) выходной сигнал блока 21 устанавливает счетчики 17 и 18 в нулевое
состояние, подготовив их к приемке следующего раската.
При пересечении началом раската поля зрения датчика 13 снимается запрете шины сброса счетчика 7, который начинает отсчет
текущей длины полосы. При равенстве состояний счетчика 7 и регистра 10 срабатывает элемент 11 сравнения, взводится блок 4 раза и от раската определяется 1-я полоса. Для приведенных числовых данных ее длина равна 40 оборотам барабана.
Одновременно с этим, сигналом элемента 11 сравнения обнуляется счетчик 7 и начинается отсчет длины 2-й полосы, а также обнуляется счетчик 31 и включается триггер 36. Выходным сигналом последнего счетчик 41 через одновибратор 40 устанавливается в нулевое состояние и открываются элементы И 38 и 39. Счетчик 41 начинает суммировать импульсы датчика 5, а счетчик
31 - импульсы с частотой f. При равенстве состояний счетчика 31 задатчика 32, уставка которого эквивалентна т., срабатывает элемент 33 сравнения, отключается триггер 36 и счет импульсов прекращается. При
этом счетчиком 41 отсчитывается число импульсов NMHH, которое в коде подается на второй вход элемента 14 сравнения.
Аналогичным образом происходит порезка остальных полос. При исчезновении
последней полосы из поля зрения датчика 13 счетчик 7 устанавливается в исходное состояние, т. е. измеритель27 длины полосы подготовлен к приемке следующего раската. На вход Da элемента 14 сравнения подается код, соответствующий значению NMHH и вычисленный при отрезании последней полосы.
Аналогичным образом обрабатываются все последующие раскаты.
Опытный образец устройства прошел эксплуатационные испытания и находится в опытно-промышленной эксплуатации на левой нитке мелкосортного стана 250-3 мет- комбината Криворожсталь. При прокатке арматурной стали № 12 длина полосы колебалась от 38 до 46 оборотов барабана ножниц. Погрешность раскроя составляла ±1 оборот барабана.
Ф о р м у л а и з о б р е т е н и я
Устройство для раскроя сортового проката, содержащее летучие ножницы с блоком реза, импульсный датчик оборотов барабана ножниц, блок прогнозирования и измеритель длины полосы, счетные входы которых соединены с импульсным датчиком оборотов барабана летучих ножниц, первый и второй датчики наличия проката, установленные на входе и выходе стана, соединенные с отключающими входами блока прогнозирования измерителя длины полосы соответственно, блок сравнения, определитель числа полос, вычислитель длины полосы, выход которого соединен с информационным входом измерителя длины по- лосы и первым информационным входом блока сравнения, блок отсчета длины раската, информационный вход которого соединен с выходом блока прогнозирования, а выход-с разрешающим входом блока сравнения и входом установки в О вычислителя длины полосы, генератор, включающий вход которого соединен с вторым датчиком наличия проката, а выход - со счетным входом блока отсчета длины раската и счетным входом вычислителя длины полосы, причем выход измерителя длины полосы соединен с блоком реза, а выход блока сравнения соединен с отключающим входом генератора, управляющим входом измерителя длины полосы и управляющим входом определителя числа полосы, выход которого соединен с информационным входом вычислителя длины полосы, отличающееся тем, что, с целью сокращения простоев стана путем исключения образования коротких полос и повышения надежности работы устройства, в него дополнительно введены блок отсчета цикла перекладывателя, включающий вход которого соединен с выходом измерителя длины полосы, и блок минимальной длины полосы, счетный вход которого соединен с импульсным датчиком оборотов барабана ножниц, разрешающий вход - с выходом блока отсчета цикла перекладывателя, а выход - с вторым информационным входом блока сравнения, причем выход блока отсчета длины раската соединен с вычитающим входом определителя числа полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
Изобретение относится к прокатному производству и может быть использовано на непрерывных сортовых станах при порезке раската на полосы летучими ножницами. Цель изобретения - сокращение простоев стана за счет исключения образования коротких полос и повышение надежности работы устройства. Устройство содержит летучие ножницы 3 с блоком 4 реза, импульсный датчик 5 оборотов барабана ножниц, блок 6 прогнозирования длины раската, датчики 12 и 13 наличия проката, блок 21 отсчета длины раската, гз- меритель 27 длины раската, блок 28 сравне- ния, вычислитель 29 длины полосы, определитель 30 числа полос, блок 43 отсче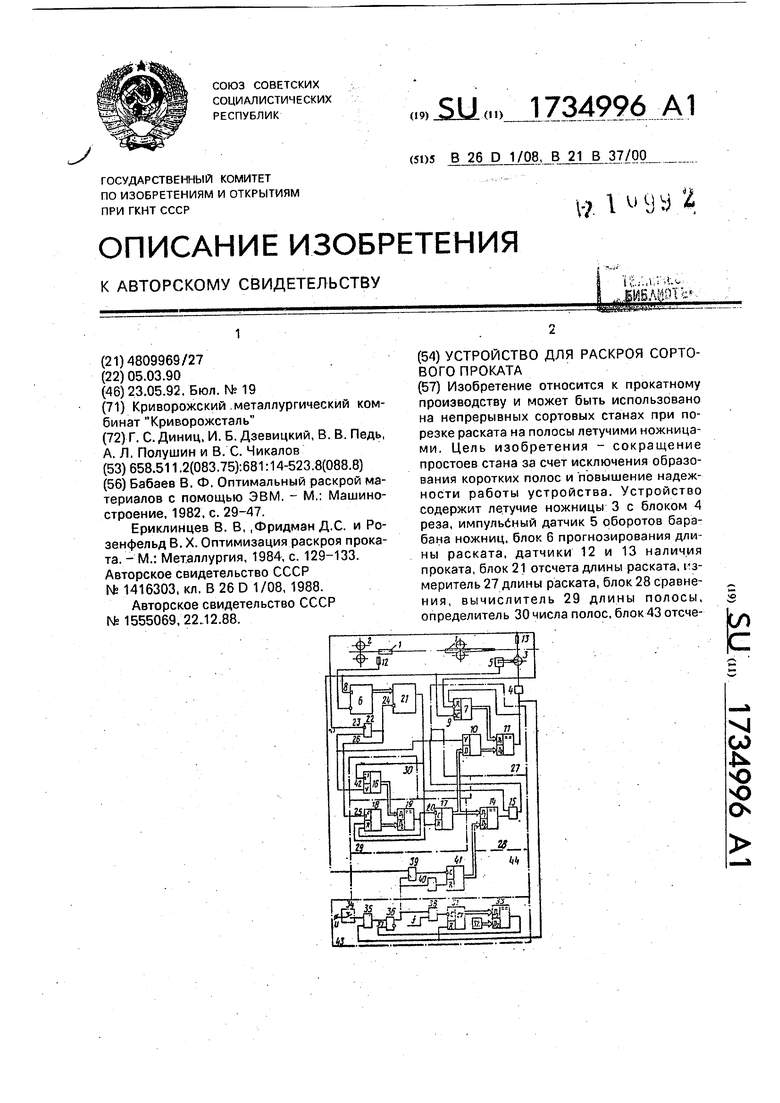
| Бабаев В | |||
| Ф | |||
| Оптимальный раскрой материалов с помощью ЭВМ | |||
| - М.: Машиностроение, 1982, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Ериклинцев В | |||
| В,,Фридман Д.С | |||
| и Ро- зенфельд В | |||
| X | |||
| Оптимизация раскроя проката | |||
| - М.: Металлургия, 1984, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
