фиг. 1
между стержнем 1 и подкладками 3 и 4, затем с образованием горки с уклоном 7- 10° в сторону, противоположную раскрытию кромок. Равнопрочность соединения достигается за счет качественного сплавления, благоприятного термического цикла, отсутствия дефектов, обеспечения шва заданного размера за счет предварительного ориентирования начального слоя шва по периметру стержня. 2 ил.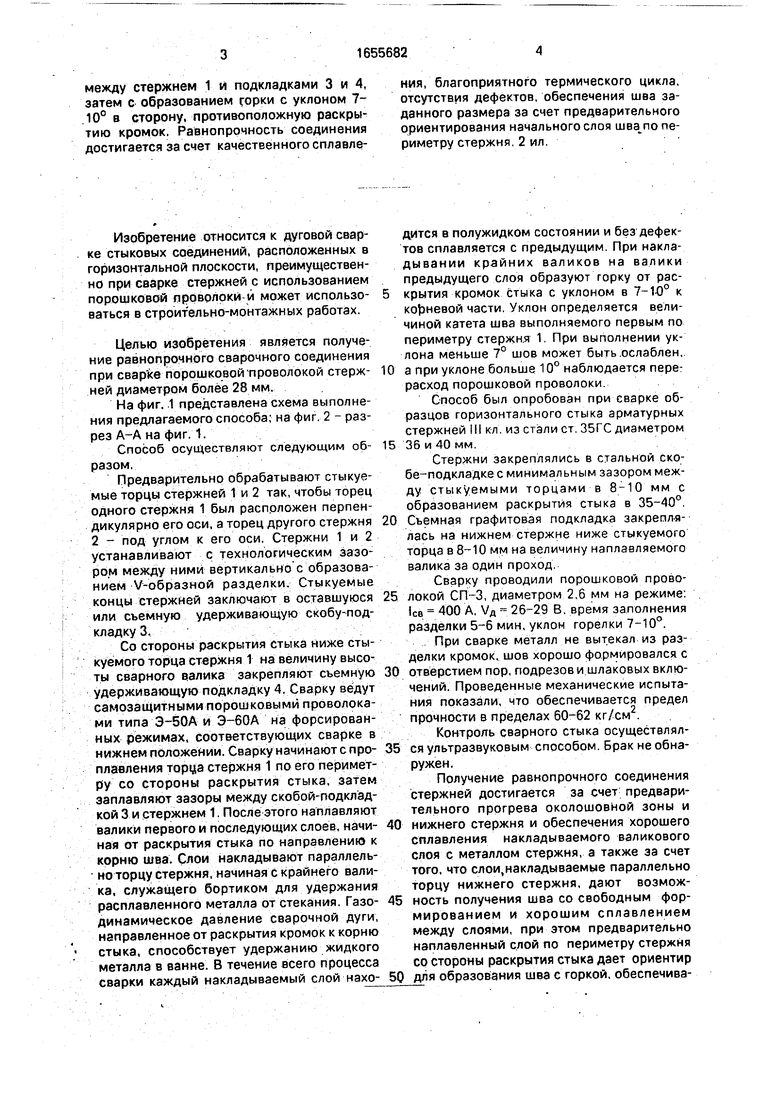
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2204465C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО СВАРНОГО СОЕДИНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2520285C1 |
| Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов | 2015 |
|
RU2643118C2 |
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2481179C2 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ дуговой сварки трубопроводов | 2015 |
|
RU2643120C2 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
Изобретение относится к дуговой сварке стыковых соединений, расположенных в горизонтальной плоскости, преимущественно пои сварке стержней с использованием порошковой проволоки, и может исп,ользо- еаться в строительно-монтажных работах Торец нижнего стержня 1 обрабатывают так, чтобы он размещался в плоскости, перпендикулярной оси стержня, а торец верхнего стержня 2 - под углом к его оси. Стержни 1 и 2 стыкуют с образованием V-об- разной разделки, заключают их в оставшуюся или съемную подкладку 3, а на стержне 1 закрепляют подкладку 4. Наплавляют валики первого слоя, заплавляя ими зазоры ё О СП (Л о 00 ю 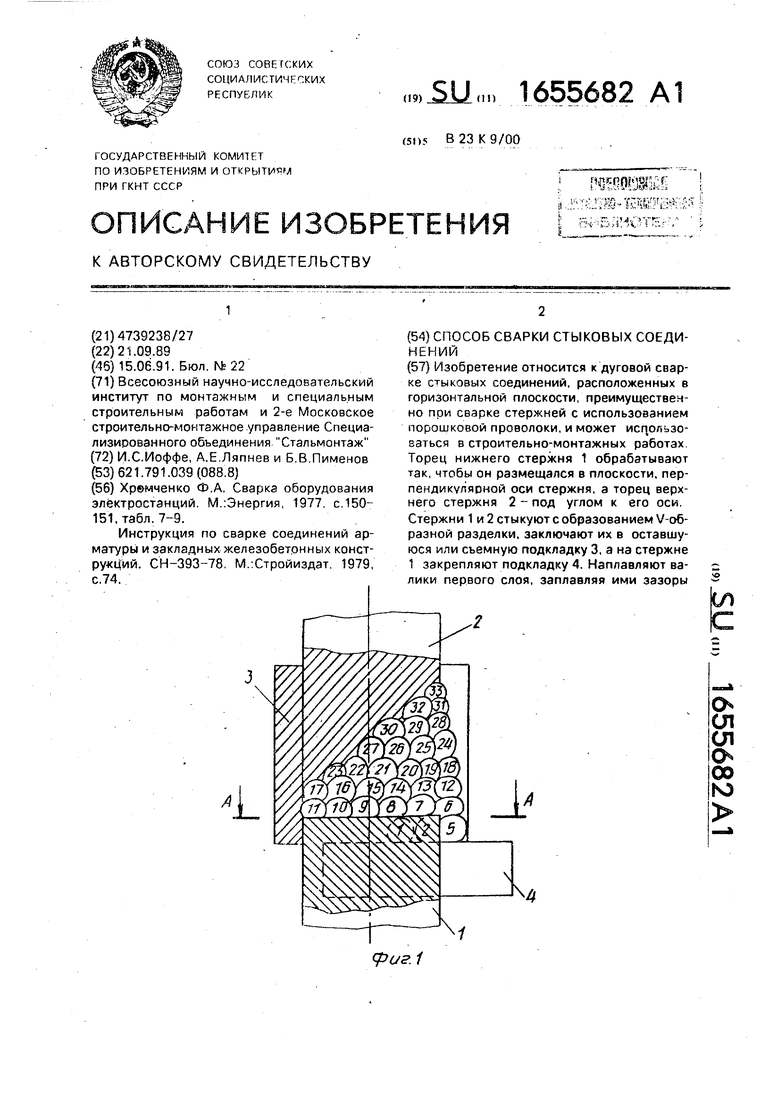
Изобретение относится к дуговой сварке стыковых соединений, расположенных в горизонтальной плоскости, преимущественно при сварке стержней с использованием порошковой проволоки и может использоваться в строительно-монтажных работах.
Целью изобретения является получение равнопрочного сварочного соединения при сварке порошковой проволокой стержней диаметром более 28 мм.
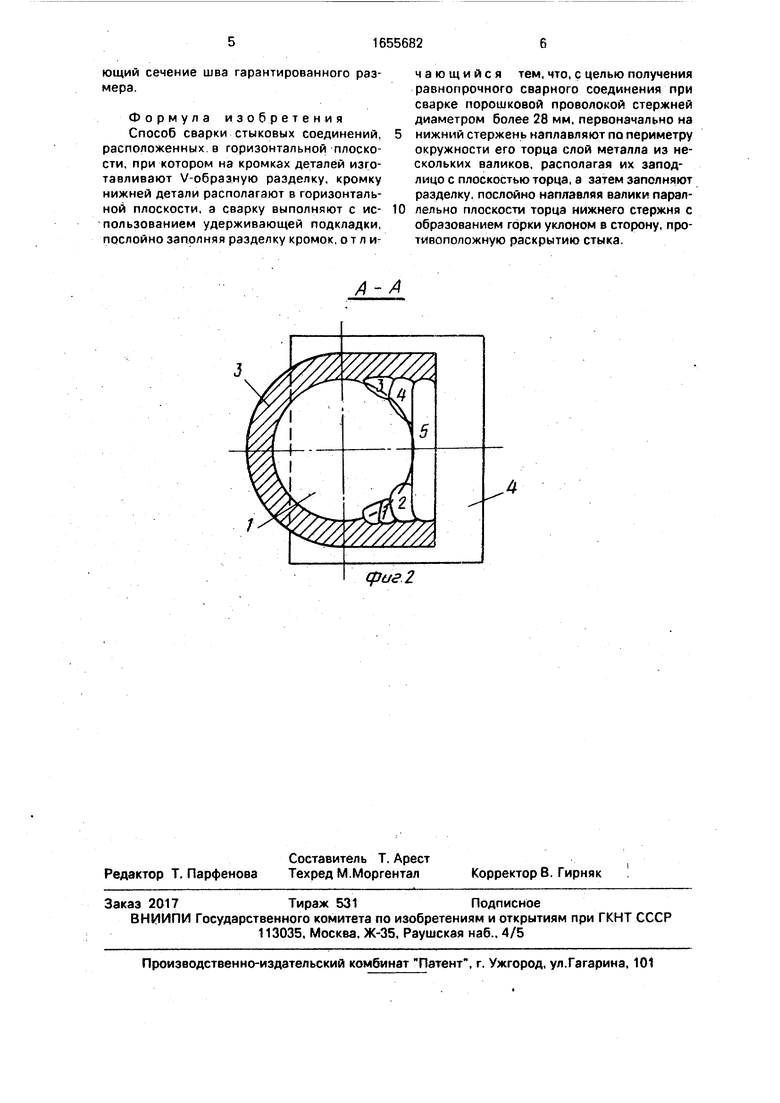
На фиг. 1 представлена схема выполнения предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляют следующим образом.
Предварительно обрабатывают стыкуемые торцы стержней 1 и 2 так, чтобы торец одного стержня 1 был расположен перпендикулярно его оси, а торец другого стержня 2 - под углом к его оси. Стержни 1 и 2 устанавливают с технологическим зазором между ними вертикально с образованием V-образной разделки. Стыкуемые концы стержней заключают в оставшуюся или съемную удерживающую скобу-подкладку 3.
Со стороны раскрытия стыка ниже стыкуемого торца стержня 1 на величину высоты сварного валика закрепляют съемную удерживающую подкладку 4. Сварку ведут самозащитными порошковыми проволоками типа Э-50А и Э-60А на форсированных режимах, соответствующих сварке в нижнем положении. Сварку начинают с про- плаеления торца стержня 1 по его периметру со стороны раскрытия стыка, затем заплавляют зазоры между скобой-подкладкой 3 и стержнем 1. После этого наплавляют валики первого и последующих слоев, начиная от раскрытия стыка по направлению к корню шва. Слои накладывают параллельно торцу стержня, начиная с крайнего валика, служащего бортиком для удержания расплавленного металла от стекания. Газодинамическое давление сварочной дуги, направленное от раскрытия кромок к корню стыка, способствует удержанию жидкого металла в ванне. В течение всего процесса сварки каждый накладываемый слой находится в полужидком состоянии и без дефектов сплавляется с предыдущим. При накладывании крайних валиков на валики предыдущего слоя образуют горку от раскрытия кромок стыка с уклоном в 7-10° к корневой части. Уклон определяется величиной катета шва выполняемого первым по периметру стержня 1 При выполнении уклона меньше 7° шов может быть ослаблен.
а при уклоне больше 10° наблюдается перерасход порошковой проволоки
Способ был опробован при сварке образцов горизонтального стыка арматурных стержней III кл из стали ст 35ГС диаметром
36 и 40 мм.
Стержни закреплялись в стальной скобе-подкладке с минимальным зазором между стыкуемыми торцами в 8-10 мм с образованием раскрытия стыка в 35-40°.
Съемная графитовая подкладка закреплялась на нижнем стержне ниже стыкуемого торца в 8-10 мм на величину наплавляемого валика за один проход
Сварку проводили порошковой проволокой СП-3, диаметром 2.6 мм на режиме. Ice 400 A, VA 26-29 В, время заполнения разделки 5-6 мин, уклон горелки 7-10°.
При сварке металл не вытекал из разделки кромок, шов хорошо формировался с
отверстием пор, подрезов и шлаковых включений. Проведенные механические испытания показали, что обеспечивается предел прочности в пределах 60-62 кг/см2.
Контроль сварного стыка осуществлялся ультразвуковым способом. Брак не обнаружен.
Получение равнопрочного соединения стержней достигается за счет предварительного прогрева околошовной зоны и
нижнего стержня и обеспечения хорошего сплавления накладываемого валикового слоя с металлом стержня, а также за счет того, что слои,накладываемые параллельно торцу нижнего стержня, дают возможность получения шва со свободным формированием и хорошим сплавлением между слоями, при этом предварительно наплавленный слой по периметру стержня со стороны раскрытия стыка дает ориентир
для образования шва с горкой, обеспечивающий сечение шва гарантированного размера.
Формула изобретения Способ сварки стыковых соединений, расположенных в горизонтальной плоскости, при котором на кромках деталей изготавливают V-образную разделку, кромку нижней детали располагают в горизонтальной плоскости, а сварку выполняют с использованием удерживающей подкладки, послойно заполняя разделку кромок, о т л и
чающийся тем, что, с целью получения равнопрочного сварного соединения при сварке порошковой проволокой стержней диаметром более 28 мм, первоначально на нижний стержень наплавляют по периметру окружности его торца слой металла из нескольких валиков, располагая их заподлицо с плоскостью торца, а затем заполняют разделку, послойно наплавляя валики параллельно плоскости торца нижнего стержня с образованием горки уклоном в сторону, противоположную раскрытию стыка
А- А
фиг 2
| Хрвмченко Ф А | |||
| Сварка оборудования электростанций | |||
| М | |||
| Энергия | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| табл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Инструкция по сварке соединений арматуры и закладных железобетонных конструкций | |||
| Транспортир | 1922 |
|
SU393A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
