Изобретение относится к машиностроению и может быть использовано для автоматической сборки резьбовых соединений в любой отрасли промышленности, где требуется определение точного и стабильного усилия затяжки.
Целью изобретения является повышение эффективности сборки путем повышения точности определения усилия затяжки.
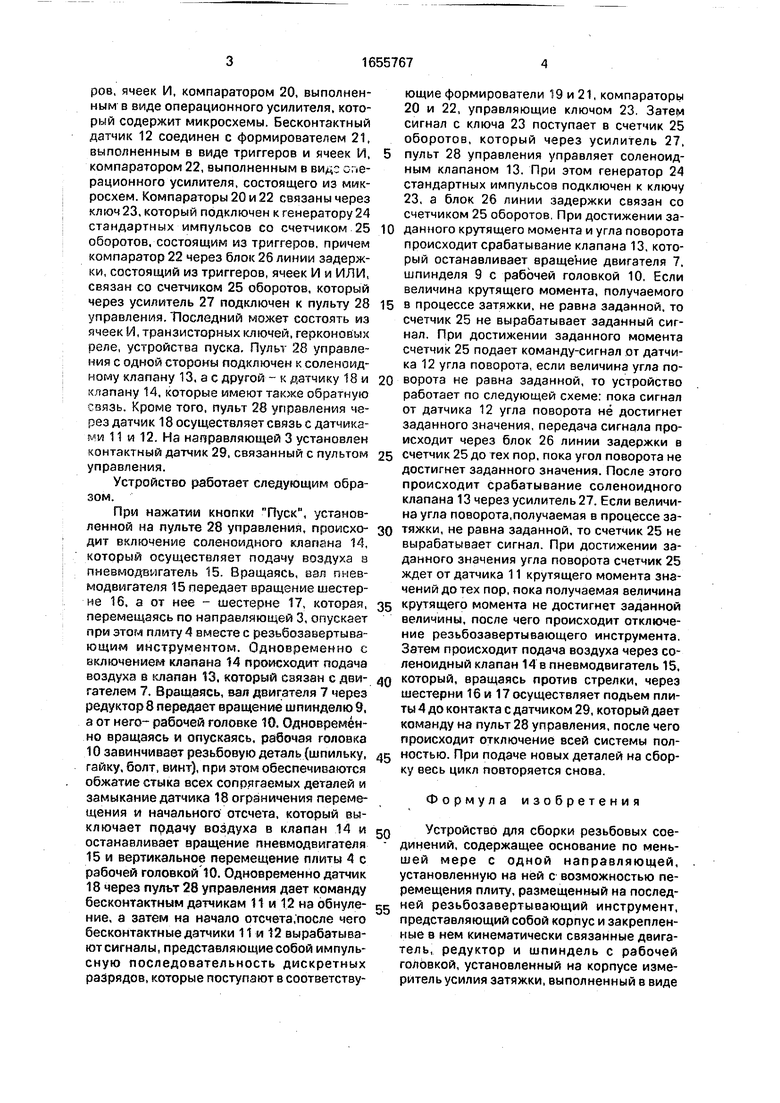
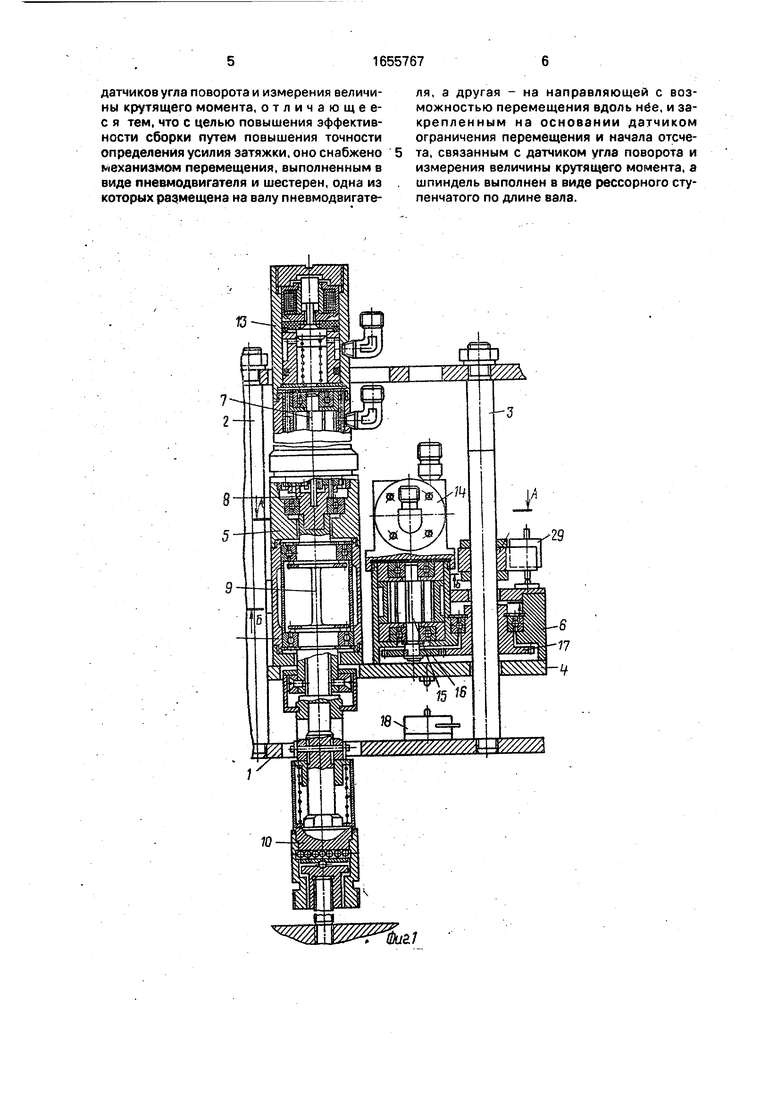
На фиг. 1 представлено устройство для сборки резьбовых соединений, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - схема электронной системы управления.
Устройство для сборки резьбовых соединений содержит основание 1, на котором установлены направляющие 2 и 3, причем направляющая 2 выполнена гладкой, а направляющая 3-е резьбой. Между направляющими 2 и 3 размещена плита 4, к которой прикреплены корпус 5 резьбозавертывающего инструмента и корпус 6 механизма перемещения
Резьбозавертывающий инструмент представляет собой размещенные в корпу се 5 двигатель 7. редуктор 8, шпиндель 9, выполненный в виде рессорного вала, ступенчатого по длине, и рабочую головку 10 К корпусу 5 прикреплены два бесконечных датчика 11 и 12 величины крутящего момента и угла поворота соответственно и соленоидный клапан 13. Механизм перемещения представляет собой размещенные в корпусе 6 соленоидный клапан 14, пневмодвига- тель 15, блок шестерен 16, 17, одна из которых (шестерня 16) связана с валом пневмодвигателя 15, а друга (шестерня 17) установлена на направляющей 3 с возможностью перемещения вдоль ее оси На основании 1 установлен контактный датчик 18 ограничения перемещения и начального отсчета, который связан с датчиками 11 и 12. Бесконтактный датчик 11 соединен с формирователем 19, выполненным в виде триггеё
О
сл ел
vj
О vj
ров, ячеек И, компаратором 20, выполненным в виде операционного усилителя, который содержит микросхемы. Бесконтактный датчик 12 соединен с формирователем 21, выполненным в виде триггеров и ячеек И, компаратором 22, выполненным в ВИАС операционного усилителя, состоящего из микросхем. Компараторы 20 и 22 связаны через ключ 23, который подключен к генератору 24 стандартных импульсов со счетчиком 25 оборотов, состоящим из триггеров, причем компаратор 22 через блок 26 линии задержки, состоящий из триггеров, ячеек И и ИЛИ, связан со счетчиком 25 оборотов, который через усилитель 27 подключен к пульту 28 управления. Последний может состоять из ячеек И, транзисторных ключей, герконовых селе, устройства пуска. Пулы 28 управления с одной стороны подключен к соленоидному клапану 13, а с другой - к датчику 18 и кпапану 14, которые имеют также обратную :вязь. Кроме того, пульт 28 управления через датчик 18 осуществляет связь с датчиками 11 и 12. На направляющей 3 установлен контактный датчик 29, связанный с пультом управления.
Устройство работает следующим образом.
При нажатии кнопки Пуск, установленной на пульте 28 управления, происходит включение соленоидного клапана 14, который осуществляет подачу воздуха в пневмодвигатель 15. Вращаясь, вал пнев- модвигателя 15 передает вращение шестерне 16. а от нее - шестерне 17, которая, перемещаясь по направляющей 3, опускает при этом плиту 4 вместе с резьбозавертыва- ющим инструментом. Одновременно с включением клапана 14 происходит подача воздуха в клапан 13, который связен с двигателем 7. Вращаясь, вал двигателя 7 через редуктор 8 передает вращение шпинделю 9. а от него- рабочей головке 10. Одновременно вращаясь и опускаясь, рабочая головка 10 завинчивает резьбовую деталь (шпильку, гайку, болт, винт), при этом обеспечиваются обжатие стыка всех сопрягаемых деталей и замыкание датчика 18 ограничения перемещения и начального отсчета, который выключает прдачу воздуха в клапан 14 и останавливает вращение пневмодвигателя 15 и вертикальное перемещение плиты 4 с рабочей головкой 10. Одновременно датчик 18 через пульт 28 управления дает команду бесконтактным датчикам 11 и 12 на обнуление, а затем на начало отсчета,после чего бесконтактные датчики 11 и 12 вырабатывают сигналы, представляющие собой импульсную последовательность дискретных разрядов, которые поступают в соответствующие формирователи 19 и 21, компараторы 20 и 22, управляющие ключом 23. Затем сигнал с ключа 23 поступает в счетчик 25 оборотов, который через усилитель 27,
пульт 28 управления управляет соленоидным клапаном 13. При этом генератор 24 стандартных импульсов подключен к ключу 23, а блок 26 линии задержки связан со счетчиком 25 оборотов При достижении заданного крутящего момента и угла поворота происходит срабатывание клапана 13, который останавливает вращение двигателя 7, шпинделя 9 с рабочей головкой 10. Если величина крутящего момента, получаемого
в процессе затяжки, не равна заданной, то счетчик 25 не вырабатывает заданный сигнал. При достижении заданного момента счетчик 25 подает команду-сигнал от датчика 12 угла поворота, если величина угла поворота не равна заданной, то устройство работает по следующей схеме: пока сигнал от датчика 12 угла поворота не достигнет заданного значения, передача сигнала происходит через блок 26 линии задержки в
счетчик 25 до rex пор, пока угол поворота не достигнет заданного значения. После этого происходит срабатывание соленоидного клапана 13 через усилитель 27. Если величина угла поворота,получаемая в процессе затяжки, не равна заданной, то счетчик 25 не вырабатывает сигнал. При достижении заданного значения угла поворота счетчик 25 ждет от датчика 11 крутящего момента значений до тех пор. пока получаемая величина
крутящего момента не достигнет заданной величины, после чего происходит отключение резьбозавертывающего инструмента. Затем происходит подача воздуха через соленоидный клапан 14 в пневмодвигатель 15,
который, вращаясь против стрелки, через шестерни 16 и 17 осуществляет подъем плиты 4 до контакта с датчиком 29, который дает команду на пульт 28 управления, после чего происходит отключение всей системы полностью. При подаче новых деталей на сборку весь цикл повторяется снова
Формула изобретения
Устройство для сборки резьбовых сое- динений, содержащее основание по меньшей мере с одной направляющей, установленную на ней с возможностью перемещения плиту, размещенный на последней резьбозавертывающий инструмент, представляющий собой корпус и закрепленные в нем кинематически связанные двигатель, редуктор и шпиндель с рабочей головкой, установленный на корпусе измеритель усилия затяжки, выполненный в виде
датчиков угла поворота и измерения величины крутящего момента, отличающее- с я тем, что с целью повышения эффективности сборки путем повышения точности определения усилия затяжки, оно снабжено механизмом перемещения, выполненным в виде пневмодвигателя и шестерен, одна из которых размещена на валу пневмодвигателя, а другая - на направляющей с возможностью перемещения вдоль нее, и зэ- крепленным на основании датчиком ограничения перемещения и начала отсчета, связанным с датчиком угла поворота и измерения величины крутящего момента, а шпиндель выполнен в виде рессорного ступенчатого по длине вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1215984A1 |
| Гайковерт | 1984 |
|
SU1222529A1 |
| Устройство для завинчивания резьбовых деталей | 1989 |
|
SU1660949A1 |
| ГАЙКОВЕРТ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ | 1991 |
|
RU2036075C1 |
| Пневматический гайковерт | 1981 |
|
SU969508A1 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1146185A1 |
| Система управления электрическим гайковертом | 1987 |
|
SU1493451A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1142814A1 |
| Устройство для управления катушками возбуждения электромагнитных муфт многошпиндельного гайковерта | 1984 |
|
SU1249480A1 |

Изобретение относитсн к машиностроению и может быть использовямо для автоматической сборки резьбовых соединений в любой отрасли промышленности Целью изобретения является повышение эффективности сборки путем повышения точности определения усилия затяжки При подаче воздуха в клапан вал двигателя через редуктор передает вращение шпинделю и рабочей головке, которая вращаясь и опускаясь завинчивает резьбовую деталь и обесг ечи- вает замыкание датчика который выключает подачу воздуха в клапан и останавливает вращение пневмодвигателя 5 ил
О
Фиг.з
72
ФИ5. Ц
L
(Риг 5
| Патент США Мг 4086369 | |||
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для регистрации замерзания и оттаивания почвы | 1923 |
|
SU825A1 |
