Изобретение относится к машиностроению и может быть использовано при автоматической сборке резьбовых соединений в любой отрасли промышленности.
Известно устройство для затяжки резьбовых соединений, содержащее корпус, размещенные в нем завертывающий механизм с рабочей головкой и измеритель крутящего момента, выполненный в виде индикатора часового типа. При работе устройства в процессе затяжки резьбового соединения происходит перемещение гайки по резьбе болта, вызывающее удлинение последнего, что фиксируется индикатором. После достижения требуемого усилия затяжки происходит прекращение процесса и отвод рабочей головки 1.
Недостатком данного устройства является то, что в процессе -сборки резьбовых соединений не гарантируется надежность, точность и стабильность затяжки. В связи с тем, что нельзя регулировэть скорость вращения резьбозавертывающего механизма для измерения усилия затяжки используется индикатор часового типа, имеющий большую погрешность показаний. Вследствие всего этого устройство невозможно применить для автоматической сборки резьбовых соединений.
Наиболее близким к изобретению является устройство для затяжки резьбовых соединений, содержащее основание с вертикальной направляющей, установленную с возможностью перемещения на ней плиту, связанный с последней корпус с размещенными в нем двигателем, .редуктором, пусковым, резьбозавертывающим и исполнительным механизмами, измерителем крутящего момента и взаимодействующей с ними автоматизированной следящей системой управления 2.
Недостаток известного устройства заключается Б том, что усилие затяжки определяется через реактивный момент, возникающий при работе устройства. Кроме того, устройство невозможно применить для автоматической сборки резьбовых соединений.
Целью изобретения является повышение эффективности автоматической сборки резьбовых соединений.
Поставленная цель обеспечивается тем, что устройство для затяжки резьбовых соединений, содержащее основание с вертикальной направляющей, установленную с возможностью перемещения на ней плиту, связанный с последней корпус с размещенными в нем двигателем, редуктором, пусковьгм, резьбозавертывающим и исполнительным механизмами, измерителем крутящего момента и взаимодействующей с ними автоматизированной следящей системой управления, снабжено дополнительной зубчатой передачей, одна из шестерен которой установлена на выходном валу редуктора, резьбозавертываюш 1Й механизм выполнен
в виде втулки, установленной в ней с возможностью осевого перемещения и вращения вала-щестерни, взаимодействующей с другой щестерней зубчатой передачи и имеющей центральное отверстие, подпружиненного в осевом направлении и размещенного в части втулки и центральном отверстии штока, взаимодействующего одним торцом с измерителем крутящего момента, а другой торец предназначен для взаимо0действия с торцом элемента резьбового соединения, и установленной на наружной цилиндрической поверхности втулки скобы для упора головки того же элемента резьбового соединения, измеритель крутящего момента установлен соосно штоку на торце
5 втулки и выполнен в виде датчика линейных перемещений, а исполнительный механизм - в виде двух силовых приводов, один из которых соединен со скобой, другой - с плитой.
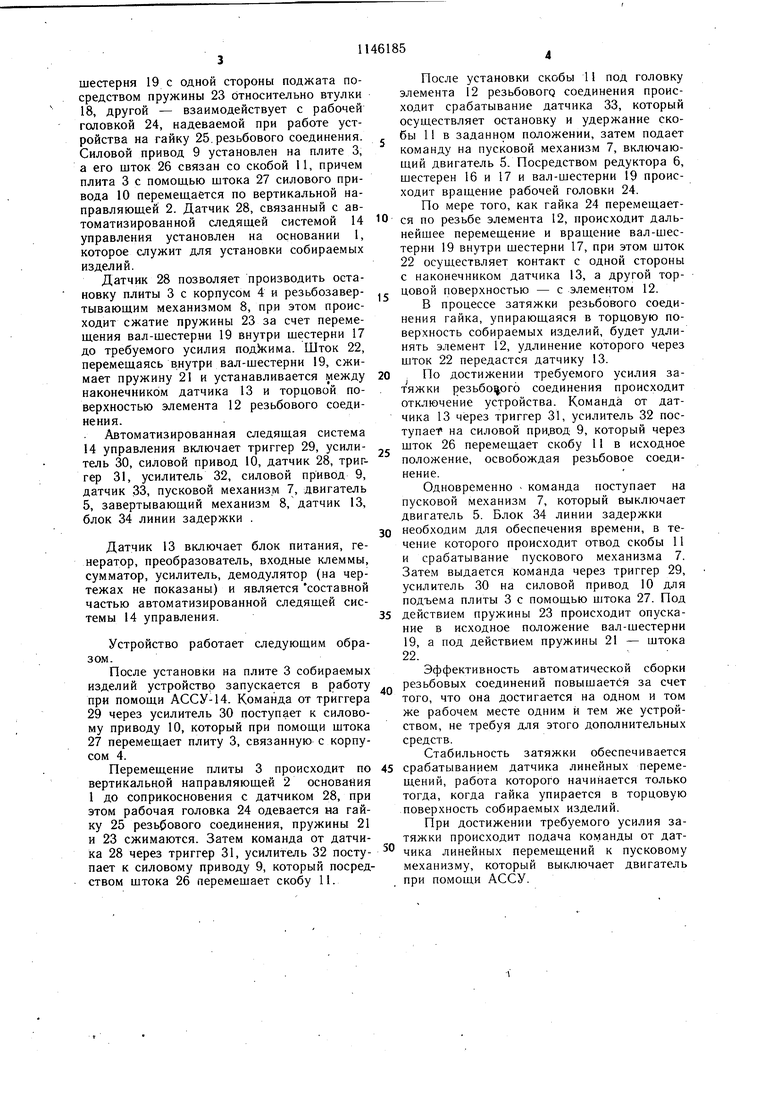
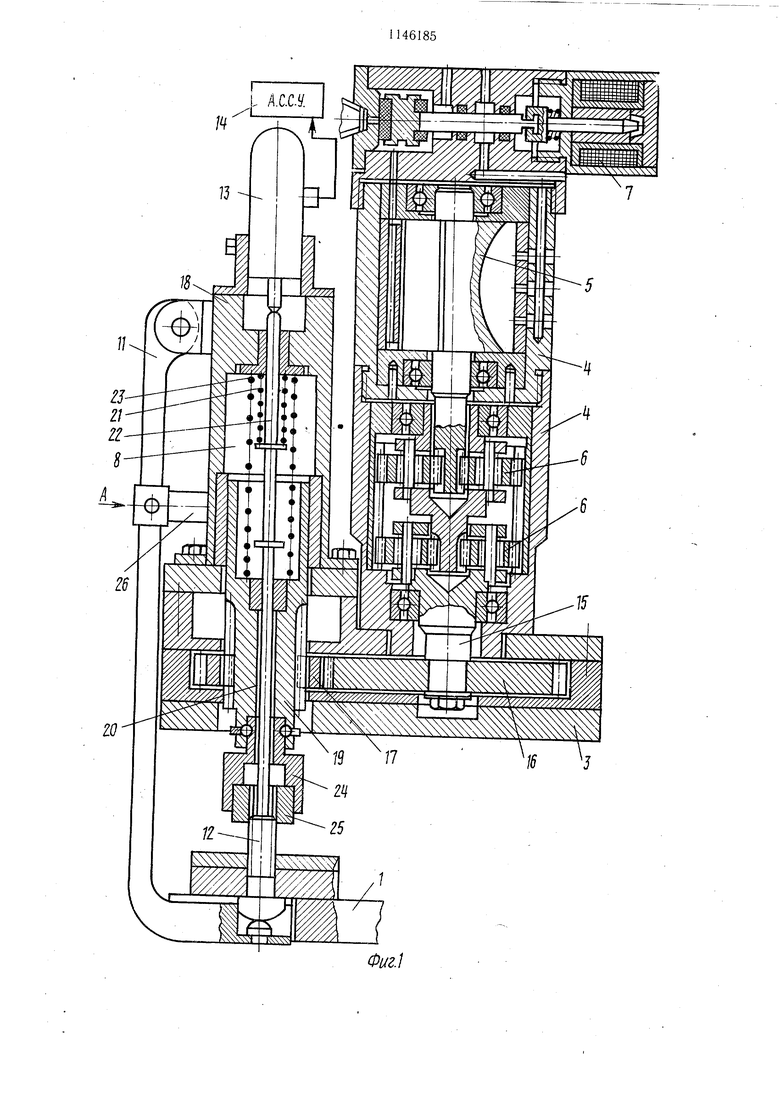
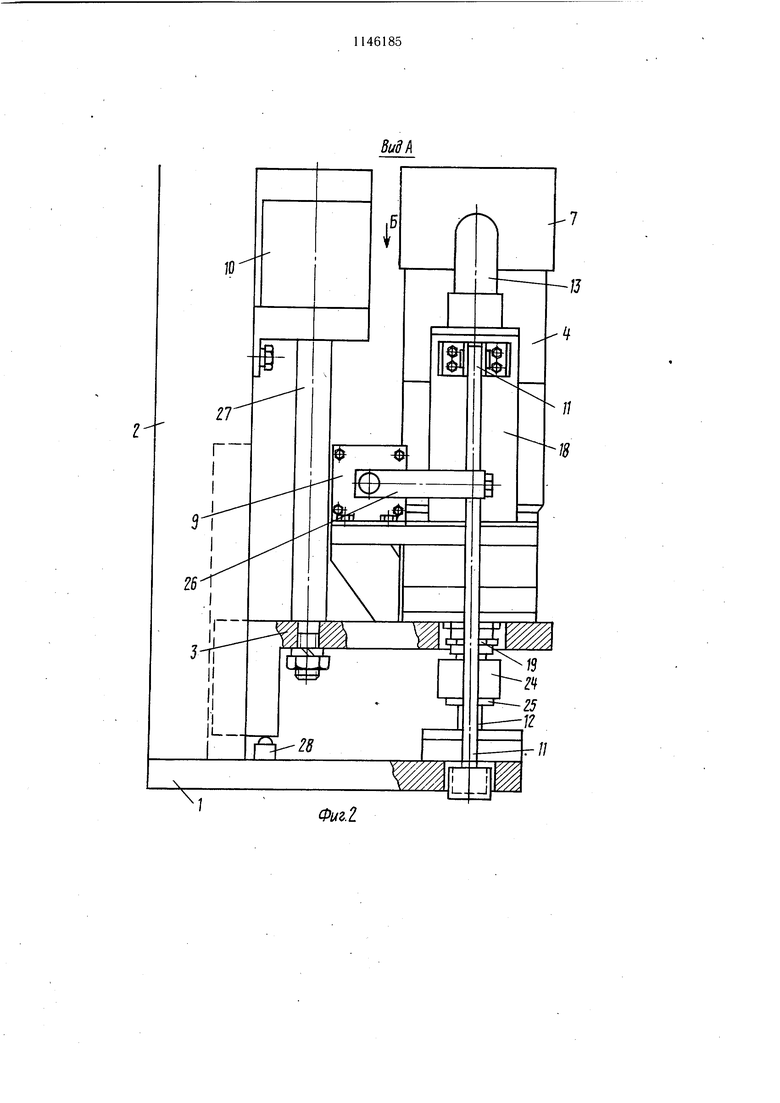
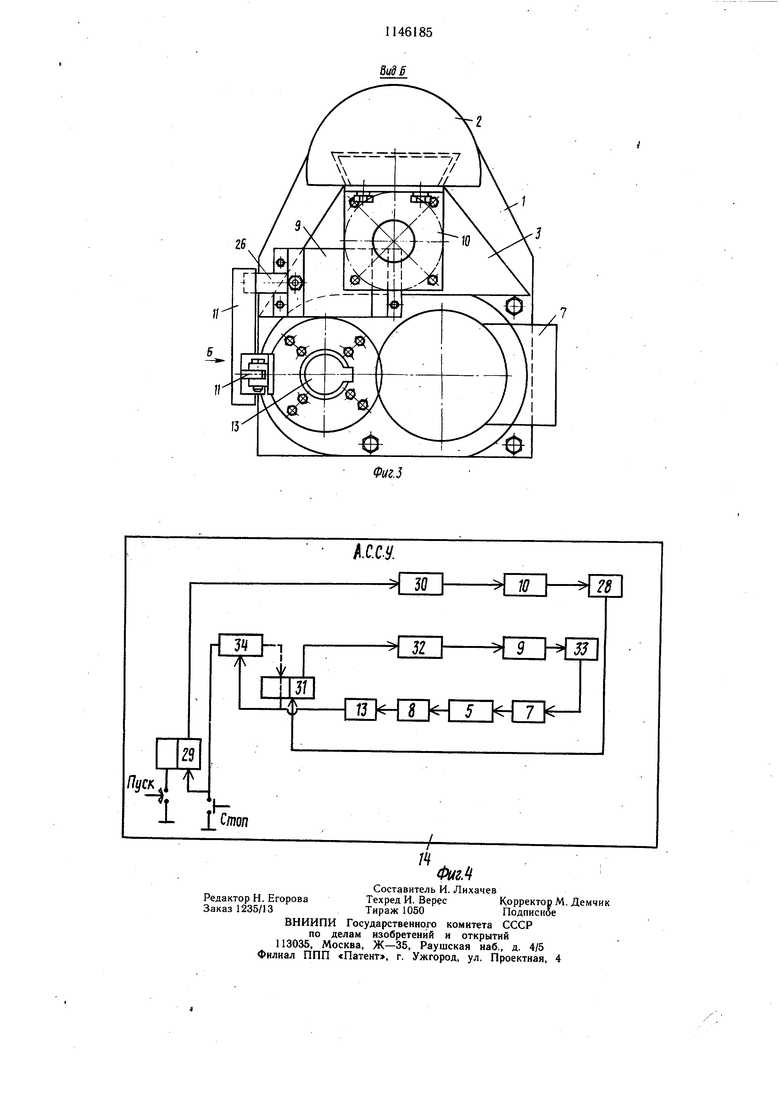
На фиг. 1 изображено устройство, про0дольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - блок-схема автоматизированной следящей системы управления.
Устройство для затяжки резьбовых сое5динений содержит основание 1 с вертикальной направляющей 2, установленной с возможностью перемещения на ней плитой 3, связанный с последней корпус 4, размещенные в нем двигатель 5, редуктор 6, пус ковой 7, резьбозавертывающий 8 и испол0нительный механизмы, причем последний выполнен в виде двух силовых приводов 9 и 10, один из которых (9) предназначен для перемещения скобы 11, служащей дляупора головки элемента 12 резьбового соединения, другой 10 - для перемещения плиты 3.
Устройство имеет измеритель крутящего момента, выполненный в виде датчика 13 линейных перемещений, и автоматизиpOBaHHyiQ следящую систему 14 управления (АССУ), взаимодействующую с пусковым 7, резьбозавертывающим 8 и исполнительным механизмами.
Устройство снабжено дополнительной зубчатой передачей, выполненной в виде установленной на.выходном валу 15 редуктора 6 шестерни 16 и взаимодействующей
5 с ней Другой шестерни 17.
Резьбозавертывающий механизм выполнен в виде втулки 18, установленной в ней с возможностью осевого перемещения и вра.щения вал-шестерни {9 взаимодействую0щей с щестерней 17, вал-щестерня 19 и втулка 18 выполнены со сквозным осевым отверстием 20 для установки поджатого посредством пружины 21 щтока 22, взаимодействующего одним торцом с торцом элемента 12 резьбового соедин1ения; другой
5 торец взаимодействует с датчиком 13 линейных перемещений.
На наружной цилиндрической поверхности втулки 18 установлена скоба 11. Валшестерня 19 с одной стороны поджата посредством пружины 23 относительно втулки 18, другой - взаимодействует с рабочей головкой 24, надеваемой при работе устройства на гайку 25. резьбового соединения. Силовой привод 9 установлен на плите 3, а его шток 26 связан со скобой 11, причем плита 3 с помощью штока 27 силового привода 10 перемеш,ается по вертикальной направляюш,ей 2. Датчик 28, связанный с автоматизированной следяшей системой 14 управления установлен на основании 1, которое служит для установки собираемых изделий.
Датчик 28 позволяет производить остановку плиты 3 с корпусом 4 и резьбозавертывающим механизмом 8, при этом происходит сжатие пружины 23 за счет перемешения вал-шестерни 19 внутри шестерни 17 до требуемого усилия . Шток 22, перемешаясь внутри вал-шестерни 19, сжимает пружину 21 и устанавливается между наконечником датчика 13 и торцовой поверхностью элемента 12 резьбового соединения.
Автоматизированная следяшая система 14 управления включает триггер 29, усилитель 30, силовой привод 10, датчик 28, триггер 31, усилитель 32, силовой привод 9, датчик 33, пусковой механизм 7, двигатель 5, завертывающий механизм 8, датчик 13, блок 34 линии задержки .
Датчик 13 включает блок питания, генератор, преобразователь, входные клеммы, сумматор, усилитель, демодулятор (на чертежах не показаны) и является составной частью автоматизированной следящей системы 14 управления.
Устройство работает следующим образом.
После установки на плите 3 собираемых изделий устройствр запускается в работу при помощи АССУ-14. Команда от триггера 29 через усилитель 30 поступает к силовому приводу 10, который при помощи штока 27 перемещает плиту 3, связанную с корпусом 4.
Перемещение плиты 3 происходит по вертикальной направляющей 2 основания 1 до соприкосновения с датчиком 28, при этом рабочая головка 24 одевается на гайку 25 резьбового соединения, пружины 21 и 23 сжимаются. Затем команда от датчика 28 через триггер 31, усилитель 32 поступает к силовому приводу 9, который посредством штока 26 перемешает скобу 11.
После установки скобы 11 под головку элемента 12 резьбового соединения происходит срабатывание датчика 33, который осуществляет остановку и удержание скобы 11 в заданном положении, затем подает команду на пусковой механизм 7, включающий двигатель 5. Посредством редуктора 6, шестерен 16 и 17 и вал-шестерни 19 происходит врашение рабочей головки 24.
По мере того, как гайка 24 перемещается по резьбе элемента 12, происходит дальнейшее перемещение и вращение вал-шестерни 19 внутри щестерни 17, при этом щток 22 осуществляет контакт с одной стороны с наконечником датчика 13, а другой тор цовой поверхностью - с элементом 12.
В процессе затяжки резьбового соединения гайка, упирающаяся в торцовую поверхность собираемых изделий, будет удлинять элемент 12, удлинение которого через шток 22 передастся датчику 13.
0 По достижении требуемого усилия затяжки резьбового соединения происходит отключение устройства. Команда от датчика 13 через триггер 31, усилитель 32 поступает на силовой при,вод 9, который через шток 26 перемешает скобу 11 в исходное положение, освобождая резьбовое соединение.
Одновременно - команда поступает на пусковой механизм 7, который выключает двигатель 5. Блок 34 линии задержки
0 необходим для обеспечения времени, в течение которого происходит отвод скобы 11 и срабатывание пускового механизма 7. Затем выдается команда через триггер 29, усилитель 30 на силовой привод 10 для подъема плиты 3 с помощью штока 27. Под
5 действием пружины 23 происходит опускание в исходное положение вал-шестерни 19, а под действием пружины 21 - штока 22.
Эффективность автоматической сборки резьбовых соединений повышается за счет того, что она достигается на одном и том же рабочем месте одним и тем же устройством, не требуя для этого дополнительных средств.
Стабильность затяжки обеспечивается
5 срабатыванием датчика линейных перемещений, работа которого начинается только тогда, когда гайка упирается в торцовую поверхность собираемых изделий.
При достижении требуемого усилия затяжки происходит подача команды от датчика линейных перемещений к пусковому механизму, который выключает двигатель при помощи лесу.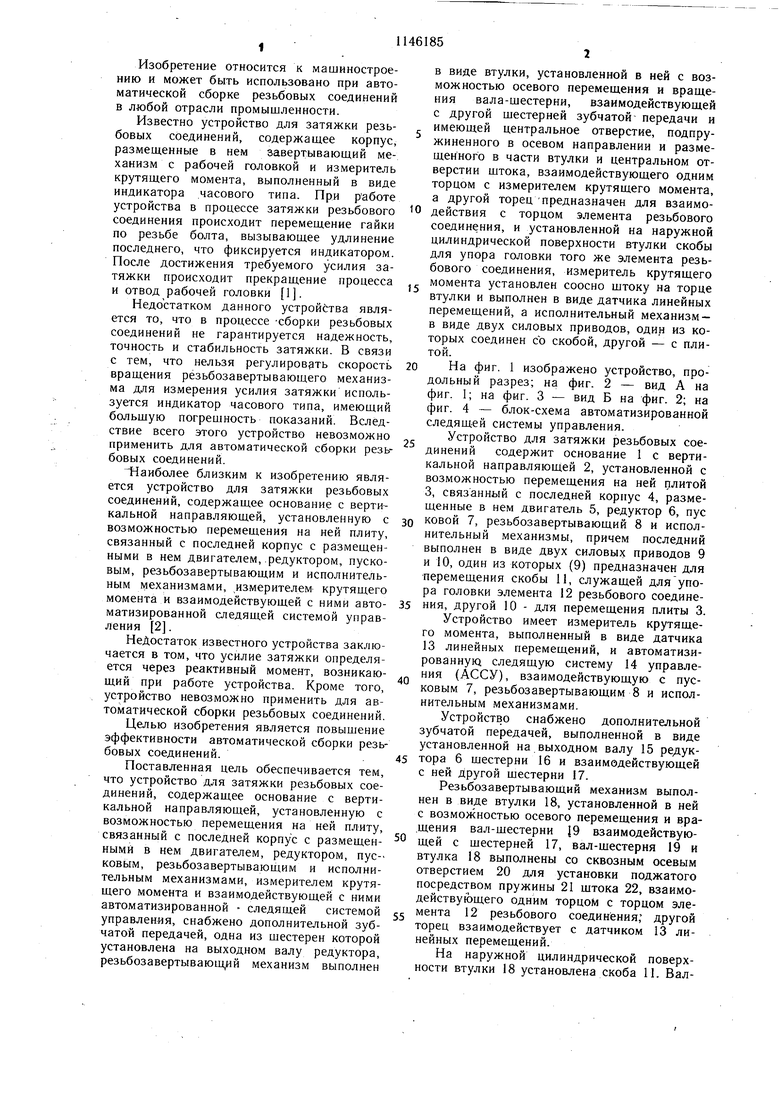
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1147556A1 |
| Гайковерт | 1984 |
|
SU1222529A1 |
| Пневматический гайковерт | 1981 |
|
SU969508A1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1655767A1 |
| Пневматический гайковерт | 1981 |
|
SU1174221A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1215984A1 |
| Устройство для завинчивания резьбовых деталей | 1989 |
|
SU1660949A1 |
| ГАЙКОВЕРТ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ | 1991 |
|
RU2036075C1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363868C1 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РЕЗЬБОВБ1Х СОЕДИНЕНИЙ, содержашее основание с вертикальной направляюш,ей, установленную с возможностью перемешения на ней плиту, связанный с последней корпус с размещенными в нем двигателем, редуктором, пусковым, резьбозавертываюшим и исполнительным механизмами измерителем крутящего момента и взаимодействующей С ними автоматизированной следящей системой управления, отличающееся тем, 4TOj с целью повышения эффективности автоматической сборки, оно снабжено дополнительной зубчатой передачей, одна из шестерен которой установлена на выходном валу редуктора, резьбозавертывающий механизм выполнен в виде втулки, установленной в ней с возможностью осевого перемещения и вращения B ia-шестерни, взаимодействующей с другой шестерней зубчатой передачи и имеющей центральное отверстие, подпружиненного в осевом направлении и размещенного в части втулки и центральном отверстии штока, взаимодействуюшего одним торцом с измерителем крутящего момента, а другой торец предназначен для взаимодействия с торцом элемента i резьбового соединения, и установленной, на наружной цилиндрической поверхности (Л втулки скобы для упора головки того же элемента резьбового соединения, измеритель крутящего момента установлен соосно што,ку на торце втулки и выполнен в виде датчика линейных перемещений, а исполнительный механизм - в виде двух силовых приводов, один из которых соединен со скобой, другой - с плитой. 4 О5 00 ел
ЛС.С.У.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новиков М | |||
| П | |||
| Основы технологии сборки машин и механизмов | |||
| М., «Машиностроение, 1980, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пневматический гайковерт | 1981 |
|
SU969508A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
