Изобретение относится к области изготовления режущего инструмента, в частности к клеено-сборным инструментам с режущей пластиной из порошковой быстрорежущей стали.
Целью изобретения является повышение прочности, износостойкости и коррозионной стойкости инструмента, улучшение чистоты резания, снижение стоимости и повышение технологичности изготовления.
Предложенный способ заключается в том. что режущие пластины по поверхности склеивания закаливают лазером с формированием продольных полос оплавления, склеивают клеем, содержащим нитевидные кристаллы нитрида кремния и пылевую фракцию природного пирофиллита, с корпусом-державкой, изготовленным из теплостойкой стали, после его закалки и проводят
отпуск, совмещенный с отверждением клея при температуре 270 - 300°С в течение 60 - 90 мин с одновременным сульфонитроокси- дированием при скорости нагрева 80 - 100°С/ч.
П р и м е р. В качестве режущей части инструмента использовали пластины из порошковой быстрорежущей стали Р6М5-МП и Р6М5К5-П. Лазерную закалку пластин с формированием продольных полос оплавления по поверхностям склеивания проводили на установке Квант-15 при плотности мощности 110 - 125 кВт/см2, диаметре пятна 1,3 - 1,5 мм. частоте 1 Гц и длительности импульса 4-5 мкс. В результате лазерной обработки по всей длине пластины с шагом 0,4-1,8 мм сформированы полосы оплавления шириной 1.3 - 1,6 мм и глубиной 230 - 250 мкм.
О
ел
XI W
VJ о
Корпуса-державки изготавливали из стали 4Х5МФС и ЗХ5МФС. Перед склеиванием корпуса закаливали в печах типа СНОЛ, оснащенных горячей вакуумируе- мой ретортой. После охлаждения в вакууме на поверхность гнезд корпусов наносили теплостойкий клей ВК-9, ВК-31 или ВК-33 с предварительно введенными нитевидными кристаллами нитрида кремния и пылевидной фракцией пирофиллита природного месторождения и устанавливали в гнезда корпусов режущие пластины, прошедшие лазерную обработку.
После выдержки в течение 3 ч при комнатной температуре сборку помещали в вакуумный шкаф типа СНВл и нагревали со скоростью 80 - 100°С/ч до температуры 270 - 300°С, при которой выдерживали в течение 60 - 90 мин. Сульфонитрооксиди- рование заточенных резцов проводили в атмосфере вакуумного пиролиза карбори- затора, содержащего триэтаноламин, сульфитный щелок и лимоннокислый аммоний. По окончании выдержки сборку охлаждали в вакууме до комнатной температуры.
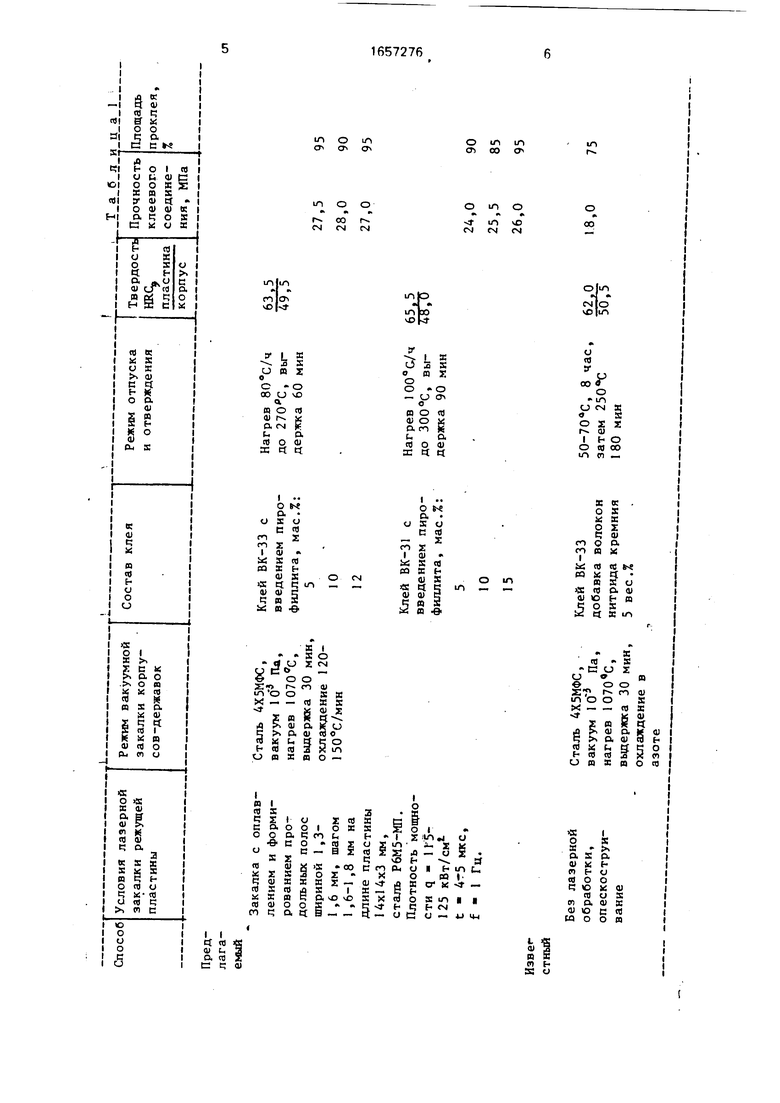
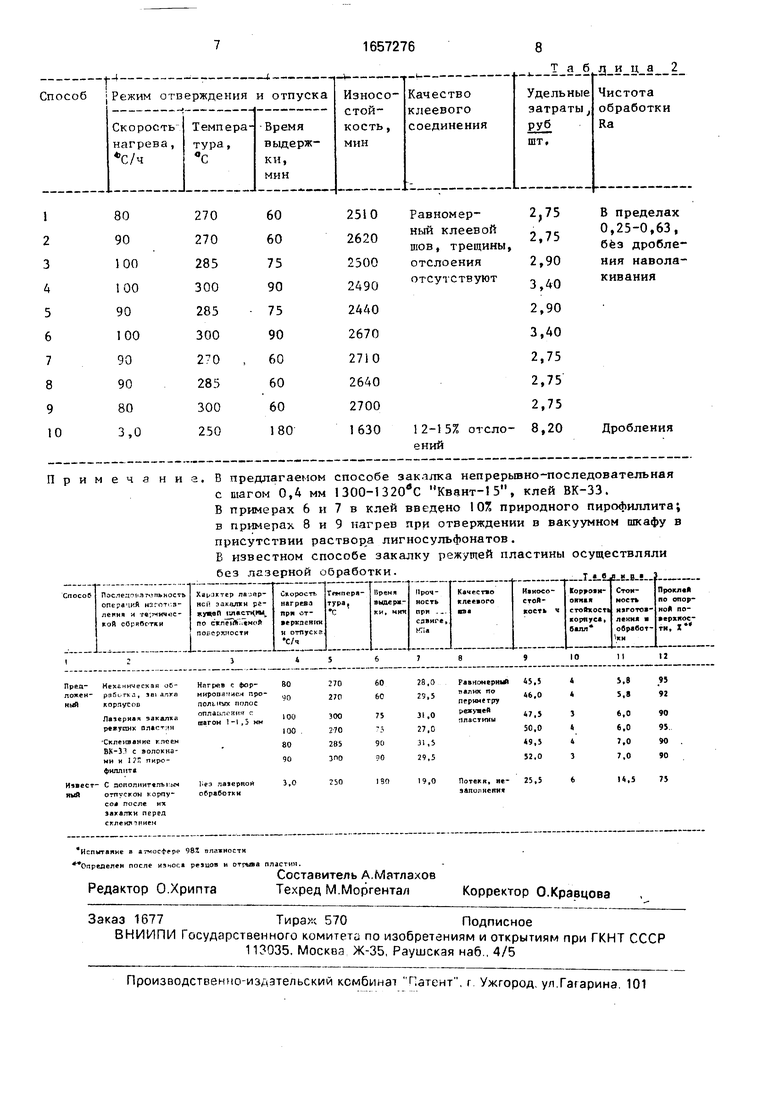
В табл. 1 - 3 приведены режимы термообработки и свойства клеено-сборного инструмента, изготовленного по предложенному способу и известному.
Как следует из данных, приведенных в табл. 1 - 3, при изготовлении резцов гк предложенному способу прочность клеевого соединения возрастает в 2 - 2,5 раза, эксплуатационные характеристики инструмента при динамическом и прерывистом резании увеличиваются в 1,5 раза, увеличивается коррозионная стойкость и снижается
стоимость инструмента. Кроме того, способ обеспечивает за счет введения пирофиллита получение более пластичной и текучей массы клея при стабилизации объема иэбыточного клея, выдавливаемого при отвердении из зазоров, что повышает технологичность процесса. При осуществлении способа за границами заявленных параметров цель предложения не достигается.
Формула изобретения
1.Способ изготовления клеено-сборного режущего инструмента с режущей частью
из порошковой быстрорежущей стали, преимущественно расточных и проходных резцов, включающий изготовление корпуса из теплостойкой стали, его закалку, склеивание режущей пластины с корпусом клеем,
содержащим нитевидные кристаллы нитрида кремния, и последующий отпуск, отличающийся тем, что, с целью повышения прочности, износостойкости, коррозионной стойкости инструмента, улучшения чистоты
резания, перед склеиванием проводят закалку режущих пластин лазером по поверхностям склеивания с формированием продольных полос оплавления, а отпуск осуществляют при температуре 270-300°С в
течение 60-90 мин с одновременным суль- фонитрооксидированием при скорости нагрева 80-100°С /ч.
2.Способ по п. 1.отличающийся тем. что, с целью снижения стоимости и повышения технологичности изготовления, в клей дополнительно вводят 5-12% природного пирофиллита.
Предлагаемый
ел
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клееносборного инструмента с режущей частью из керамики | 1987 |
|
SU1484445A1 |
| Способ изготовления инструмента с режущей частью из керамики | 1985 |
|
SU1260151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Способ термической обработки паяного инструмента | 1982 |
|
SU1052553A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И КЕРАМИКИ | 1995 |
|
RU2092611C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2317875C1 |
| Способ изготовления режущего инструмента | 1991 |
|
SU1796357A1 |
| Способ изготовления режущего инструмента | 1989 |
|
SU1715497A1 |
Изобретение касается изготовления режущего инструмента. Целью изобретения является повышение прочности, износостойкости инструмента и улучшение чистоты резания, технологичности процесса и снижение стоимости инструмента. Способ заключается в том, что режущие пластины по поверхностям склеивания закаливают лазером с формированием продольных полос оплавления, склеивают клеем, содержащим нитевидные кристаллы нитрида кремния и пылевидную фракцию природного пирофиллита, с корпусом-державкой, изготовленным из теплостойкой стали, после его закалки и проводят отпуск, совмещенный с отверждением клея, при температуре 270-300°С в течение 60 - 90 мин с одновременным сульфонатрооксидированием. причем скорость нагрева при отпуске составляет 80 - 100°С/ч. Способ используется при изготовлении преимущественно расточных и проходных резцов с повышенной жесткостью корпусов при динамических нагрузках. 1 з.п.ф-лы, 3 табл. чм k
-
Сталь 4Х5МФС,
10
#
Пл,
Or
вакуум
нагрев , выдержка 30 мин, охлаждение 120- 150°С/мин
Сталь 4Х5МФ вакуум 10 нагрев 1070
30
выдержка
охлаждение
азоте
Х5МФС,
10
#
Пл,
Or
, а 30 мин, ние 120- ин
Клей ВК-33 с введением пирофиллита, масД: 5
10 12
Клей ВК-31 с введением пирофиллита, мас.%:
5
10
15
Нагрев 80°С/ч до 270РС, выдержка 60 мин
Нагрев 100°С/ч 65,5 до 300аС, вы- 8, держка 90 мин
27,5 28,0 27,0
24,0 25,5 26,0
95 90 95
90 85 95
3
ел J
ю -J
СП
Сталь 4Х5МФС, вакуум 10 Па, нагрев ,
30 мин,
выдержка
Клей ВК-33 добавка волокон нитрида кремния 5 вес.%
50-70 С, 8 час, 62,0 затем ,5
180 мин
18,0
75
в
Примечание
. В предлагаемом способе закалка непрерывно-последовательная с шагом 0,4 мм 1300-1320 С Квант-15, клей ВК-33. В примерах 6 и 7 в клей введено 107 природного пирофиллита; в примерах 8 и 9 нагрев при отверждении в вакуумном шкафу в присутствии раствор,а лигносульфонатов. В известном способе закалку режущей пластины осуществляли
Испытание в 981 платности 0преаелен после изчоо pesuoe и отрыва пластин.
Составитель А.Матлахов
Редактор О.Хрипта
Техред М.Моргентал
Заказ 1677Тираж 570Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва Ж-35, Раушская наб., 4/5
.
Корректор О.Кравцова
| Способ изготовления клееносборного инструмента с режущей частью из керамики | 1987 |
|
SU1484445A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
