Изобретение относится к производству и проектированию режущего инструмента, в частности к конструкции режущей пластины резцов, фрез и др.
Известны конструкции рабочей части режущего инструмента, которые имеют режущую пластину в форме призмы, которые смонтированы на державке пайкой, склеиванием и механическим креплением (Справочник конструктора-инструментальщика. Под общ. редакцией В.И.Баранникова. - М.: Машиностроение, 1994 - 560 с.), отличительными признаками которых являются форма режущей пластины в виде правильной призмы с плоскими гранями и способы ее монтажа: механическое крепление, пайка, приклеивание.
К недостаткам известных способов монтажа режущей пластины относят:
- недостаточная прочность крепления режущей пластины при высоких температурах, возникающих при резании;
- значительная толщина режущей части (от 5 мм), чтобы вывести зону ее соединения с державкой из области высоких температур;
- наличие уступа в державке для крепления пластины, вследствие этого возникает опасное сечение, ослабляющее державку и снижающее ее прочность;
- повышенный износ режущей пластины из-за значительного нагрева.
Наиболее близкой является конструкция рабочей части режущего инструмента, отличающаяся тем, что режущая пластина формируется наплавкой (Смирнов Ф.Ф. Наплавка режущего инструмента быстрорежущей сталью. / В кн. «Литой и наплавленный режущий инструмент. Конструкция и производство» - М.: Машгиз, 1951, с 289-304.; Зубков Н.С., Тютяев В.А., Зубкова Е.Н. Изготовление наплавленного металлорежущего инструмента. - Тверь: изд-во Тверского гос. тех. ун-та, 1998 - 124 с.; Патент RU №2078668 С1, кл. 6 В23Р 15/30, В23K 9/4, Тютяев В.А., Зубкова Е.Н. Способ изготовления отрезного резца. Дата публ. 10.05.1997.), форма которой стремится копировать форму и размеры режущих пластин для резцов с призматическими пластинами.
Существенными признаками данного инструмента являются форма и размеры режущей пластины и способы используемые для монтажа пластины на державке.
Техническим результатом предлагаемой конструкции режущей части является создание инструмента с более высокой ее износостойкостью рабочей части, а также прочностью и жесткостью державки.
Задачей, на решение которой направлено изобретение, является повышение технологических свойств режущего инструмента.
Решение поставленной задачи достигалось изменением формы режущей пластины (см. фиг.1), которая имеет форму трехгранной пирамиды (фиг.1б, в) или усеченной пирамиды или призмы с треугольным основанием (фиг.1д, е), которые имеют плоские (фиг.1б, д, е) и (или) фасонные поверхности (фиг.1в).
Отличительной особенностью данной конструкции является то, что режущая пластина должна иметь максимальную толщину s=(0,05-0,16)H, где H - высота державки резца, что меньше примерно в 1,5-2 раза по сравнению с инструментом, со смонтированной призматической пластиной, для которой s=(0,18-0,25)H (на стр.286 в книге: Справочник инструментальщика / И.А.Ординарцев, Г.В.Филиппов, А.Н.Шевченко и др.; под общ. ред. И.А.Ординарцева. - Л.: Машиностроение. Ленингр. отд-ние, 1987. - 846 с.). Это улучшает теплоотвод от режущей пластины в державку резца (достигается меньшая толщина слоя с более низкой теплопроводностью). Прочное сцепление с державкой при высоких температурах обеспечивается за счет применения для монтирования режущей пластины сварки (диффузионной, рельефной или другой) или формирования режущей пластины с помощью наплавки, незначительно проплавляющей подложку (до 5%) (лазерно-порошковая, лазерно-микроплазменная, плазменно-порошковая и другие подобные), чтобы не исказить форму режущей пластины и форму державки.
Таким образом, предлагаемый режущий инструмент обеспечивает: большую износостойкость за счет улучшения теплоотвода от режущей кромки в тело резца при свободном охлаждении и при охлаждении жидкостью, циркулирующей по внутренним отверстиям в державке; экономию материала режущей пластины за счет меньшей толщины режущей пластины; улучшение прочности и жесткости державки резца за счет отсутствия опасного сечения.
Краткое описание чертежей. На фиг.1 представлены варианты конструкций режущей части, где: а), г) - традиционная конструкция; б), в), д), е) - предлагаемая конструкция; б) - в виде трехгранной пирамиды с прямыми гранями; в) - в виде трехгранной пирамиды с прямыми и фасонными гранями; д) - в виде призмы с треугольным основанием; е) - в виде усеченной пирамиды с треугольным основанием; 1 - режущая пластина; 2 - державка (корпус); s - толщина режущей пластины, H - высота державки резца.
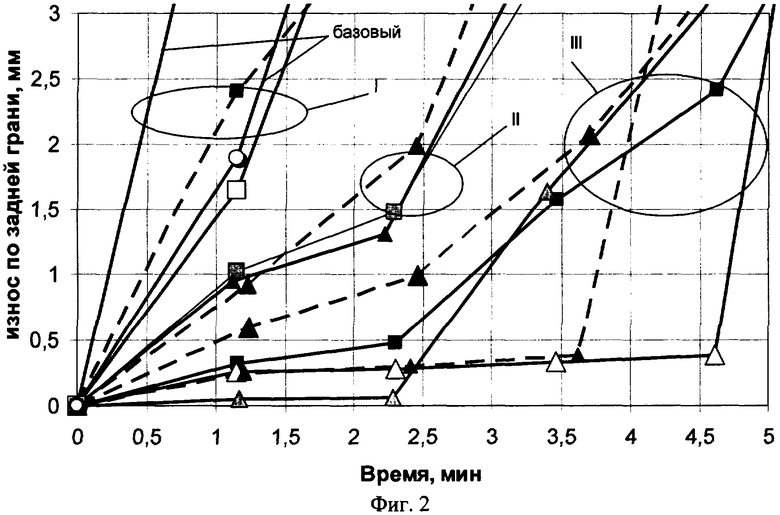
На фиг.2 представлены кривые износа резцов по задней грани, где: I - кривые износа резцов с максимальной толщиной режущего слоя более 3 мм и базовых резцов (цельнокованого и с напаянной режущей пластиной толщиной 5 мм); II - кривые износа резцов с минимальной толщиной режущего слоя 1,5-1,8 мм; III - кривые износа резцов с оптимальной толщиной режущего слоя 2,2-2,5 мм.
Предлагаемая конструкция была опробована в производственных условиях. Проведена плазменно-порошковая наплавка державок резцов из стали 45 быстрорежущей сталью Р6М5. Наплавка производилась без проплавления подложки на наклонную поверхность скоса (10°). Обработкой на заточном станке сформированы грани резцов таким образом, чтобы получить режущие пластины в форме трехгранных пирамид. Максимальная толщина режущего слоя (фиг.1б, размер s) была в пределах 1,5-3,5 мм. Затем наплавленный инструмент был подвергнут двухкратному отпуску при температуре 560°С в течение одного часа. Были проведены испытания резцов при точении вала из стали 45 со шпоночным пазом без охлаждения по режиму, подача - 0,57 мм/об, глубина резания - 1 мм, скорость резания - 40-80 м/мин. Твердость наплавленных и базовых резцов (с режущими пластинами Р6М5 толщиной 5 мм и цельных кованных из стали Р6М5, термообработанных по традиционной технологии - закалка и трехкратный отпуск 560°С по одному часу) была одинакова и составила 61-63HRC. На фиг.2 представлены кривые износа испытанных резцов по задней грани. Резцы с режущей пластиной с максимальной толщиной более 3 мм имели стойкость, аналогичную базовым резцам, изготовленным по традиционной технологии (группа кривых износа I, фиг.2). Резцы с режущей пластиной толщиной 2,2-2,5 мм, имели максимальную износостойкость, в 2-3,5 раза превышающую износостойкость базовых резцов (группа кривых износа III, фиг.2). Резцы с тонкой пластиной (1,5-1,8 мм) показали промежуточную износостойкость, находящуюся между резцами с оптимальной толщиной (2,2 мм) режущей пластины и базовыми резцами с толщиной пластины 5 мм и цельнокованым резцом (группа кривых износа II, фиг.2).
Отличительными признаками данного режущего инструмента являются:
- форма режущей пластины в форме трехгранной пирамиды, или усеченной трехгранной пирамиды, или призмы с треугольным основанием с плоскими и (или) фасонными гранями;
- толщина режущего слоя s=(0,05-0,16)H, где H - высота державки резца;
- монтирование режущей пластины осуществляется сваркой или формированием ее наплавкой, не искажающей заданную форму самой режущей пластины и державки.
Достоинствами данной конструкции являются:
- большая износостойкость за счет повышения эффективность теплоотвода в державку при свободном охлаждении и при охлаждении жидкостью, циркулирующей по внутренним отверстиям в державке;
- улучшение прочности и жесткости державки резца;
- экономия материала режущей пластины;
Заявляемая конструкция полностью выполняет поставленную цель. Заявляемое техническое решение не известно в Российской федерации и за рубежом и отвечает требованию критерия «новизна». Заявляемое техническое решение не вытекает очевидным образом из существующего уровня техники и отвечает требованиям критерия «изобретательский уровень». Техническое решение может быть реализовано в промышленности и отвечает требованиям критерия «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для разрушения горных пород | 1987 |
|
SU1742472A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2003 |
|
RU2228825C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МЕХАНИЧЕСКИМ ЗАКРЕПЛЕНИЕМ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН | 1992 |
|
RU2039635C1 |
| РАБОЧИЙ ОРГАН ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЧВЫ | 2010 |
|
RU2446653C1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1997 |
|
RU2120363C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
Изобретение относится к области обработки материалов резанием, изготовлению режущего инструмента. Инструмент содержит державку и размещенную на ней режущую пластину. Для повышения технологических свойств форма режущей пластины выполнена в виде трехгранной пирамиды, или усеченной пирамиды, или призмы с треугольным основанием, которые имеют плоские и/или фасонные поверхности. При этом максимальная толщина режущей пластины определена в зависимости от высоты державки. Режущая пластина смонтирована за счет сварки или сформирована наплавкой. 2 ил.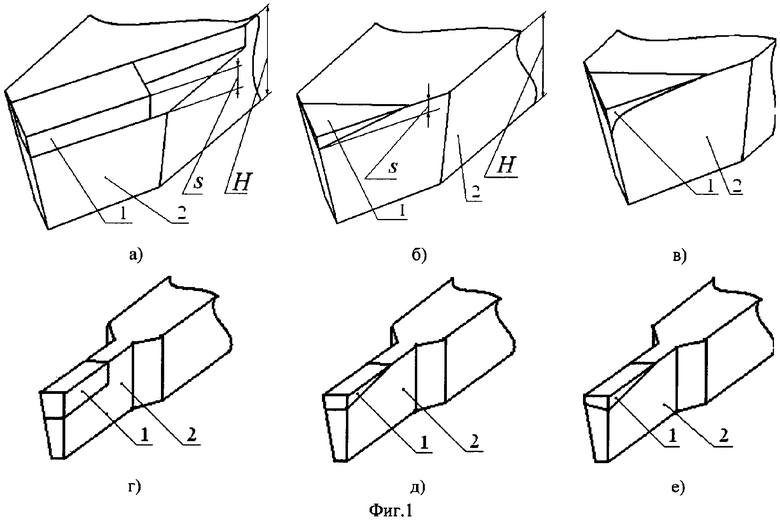
Режущий инструмент, содержащий державку и размещенную на ней режущую пластину, отличающийся тем, что режущая пластина выполнена в виде трехгранной пирамиды, или усеченной пирамиды, или призмы с треугольным основанием, которые имеют плоские и/или фасонные грани, при этом максимальная толщина режущей пластины s составляет s=(0,05-0,16)H, где Н - высота державки, а режущая пластина на державке смонтирована за счет сварки или сформирована наплавкой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1995 |
|
RU2101153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ К ДЕРЖАВКЕ РЕЗЦА | 2004 |
|
RU2274517C2 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

