Изобретение относится к сварке в защитных газах, а именно к составам газовых смесей, используемых при сварке плавящимся электродом.
Цель изобретения -улучшение качества при сварке плавящимся электродом на форсированных режимах.
Предложенная защитная газовая смесь содержит гелий, кислород, двуокись углерода и аргон. При этом компоненты смеси взяты в следующих соотношениях, об.%: Гелий40 - 70
Двуокись углерода8-15
Кислород1,5-7
АргонОстальное
Сущность изобретения заключается в следующем.
Форсированный режим - это одновременное увеличение тока, напряжения и скорости сварки. Однако при достижении определенного значения тока процесс переноса металла с плавящегося электрода в ванну меняется с мелкокапельного на
струйный. Такой ток называется критическим и его величина зависит от многих параметров режима сварки и, в первую очередь, от состава защитного газа. При струйном переносе поперечное сечение шва принимает пальцеобразную форму, являющуюся неблагоприятной с точки зрения возникновения дефектов в корне шва. Особенно недостатки пальцеобразной формы проявляются при сварке на форсированных режимах. Поскольку критический ток дуги, горящей в гелии выше, чем дуги, горящей в аргоне, при создании смеси для форсированных режимов за основу выбирают гелий.
Пределы содержания гелия и других компонентов выбраны на основе проведенных опытов. Содержание гелия установлено 40 - 70% ввиду того, что при содержании менее 40% газом, определяющим сварочно- технологические свойства смеси, оказывается аргон, а это приводит к понижению критического тока и в целом характер пере(Л
С
о ел VJ
CJ
N3 ГО
носа и другие показатели процесса сварки будут такими же, как и при сварке в смесях аргона с углекислым газом и кислородом со всеми присущими ей особенностями и недостатками. При содержании гелия в смеси свыше 70% характер переноса и критический ток практически не изменяются, но зато увеличивается стоимость смеси.
Дуга, горящая в гелии, является высокоэффективной вследствие высокого эффективного потенциала ионизации гелия, а такие дуги обладают малой устойчивостью. Для повышения устойчивости таких дуг в состав защитной среды вводят многоатомные газы. В данную смесь вводят двуокись углерода как наиболее широко применяемый излученный и дешевый газ. Кроме того, двуокись углерода позволяет осуществлять металлургическое воздействие на расплавляемый дугой металл в зависимости от состава свариваемой стали и требований, предъявляемых к показателям механических свойств металла сварных швов. Пределы содержания С02 установлены исходя из того, что при содержании его менее 8% характер переноса и процесс сварки практически не отличается от сварки в смесях гелий + аргон + кислород. При содержании двуокиси углерода выше 15% заметно увеличивается окисление легирующих элементов, перенос становится крупнокапельным, увеличивается разбрызгивание электродного металла.
Поскольку кислород является поверхностно-активным элементом, его введение в состав защитной смеси способствует снижению поверхностного натяжения жидкого металла. Это, в первую очередь, благоприятно сказывается на характере переноса - кислород способствует измельчению капель.
Кроме того, при сварке на форсированных режимах, когда время пребывания металла шва в жидком состоянии весьма незначительно и скорость кристаллизации велика, снижение поверхностного натяжения металла ванны способствует лучшему его растеканию и получению более благоприятной формы шва - с плавным переходом от шва к основному металлу с минимальной чешуйчатостью.
Пределы содержания кислорода выбраны исходя из того, что при его содержании менее 1,5 % процесс сварки практически не отличается от сварки в смеси чистых гелия + аргона + двуокиси углерода, а при его содержании свыше 7% в металле шва ПРОИСХОДИТ интенсивное окисление лгтирующих элементов, что приводит к снижению уровня механических свойств металла.
Аргон в смеси используется в таких пределах, чтобы в максимальной степени заменить дорогостоящий гелий и не ухудшить сварочно-технологические свойства смеси с точки зрения обеспечения мелкокапельного переноса электродного металла и благоприятной формы проплавления основного металла.
Для получения защитных смесей, составы которых ограничены указанными пределами, были использованы серийные газовые смесителя УКП-1-71 и АКУП-1. Составы опытных смесей контролируют с помощью газового хроматографа и газоанализатора ГХЛ-1.
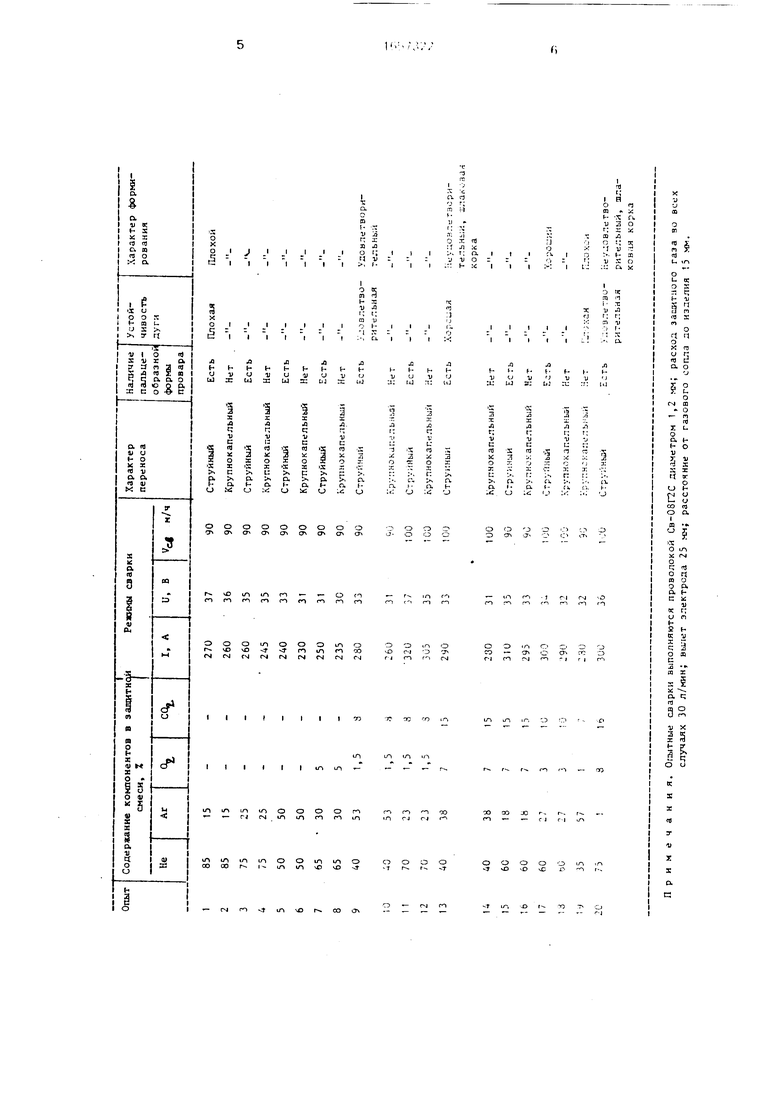
В газовых смесях выполняют опытные сварки и определяют величину критического тока перехода к струйному переносу, кроме этого, оценивают характер переноса на докритических токах и форму проплавления основного металла на поперечных макро- темплетах.
Результаты опытов сведены в таблицу.
Смесь предложенного состава может быть получена смешением исходных газообразных компонентов с помощью посто вых или рамковых смесителей
непосредственно перед сваркой или для ее получения газы-компоненты можно заблаговременно закачать в необходимом количестве в стандартные 40-литровые баллоны, которые будут служить для хранения и
транспортировки смеси.
Применение смеси газов гелий + аргон + двуокись углерода + кислород в промышленности, несмотря на ее повышенную стоимость, позволит получить экономический
эффект за счет значительного повышения производительности сварочных работ, снижения потерь металла сварочной проволоки на разбрызгивание, уменьшения объема работ по зачистке приварившихся брызг и иеправления брака.
Формула изобретения Защитная газовая смесь для сварки плавлением сталей и сплавов, содержащая гелий,аргон, двуокись углерода и кислород,
отличающаяся тем, что, с целью улучшения качества при сварке плавящимся электродом на форсированных режимах путем измельчения капель электродного металла, компоненты смеси взяты в
следующем соотношении, об, %:
Гелий40 - 70
Двуокись углерода8-15
Кислород1,5-7
АргонОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2014 |
|
RU2570145C1 |
| Способ газоэлектрической сварки | 1980 |
|
SU919826A1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Способ получения сварного соединения конструкционной стали | 2022 |
|
RU2800138C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ импульсной дуговой сварки в среде защитных газов | 1991 |
|
SU1816596A1 |
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
Изобретение относится к сварке металлов в защитных газах и может быть использовано в различных отраслях машиностроения, Цель изобретения - улучшение качества сварки плавящимся электродом на форсированных режимах. Защитная газовая смесь содержит гелий, аргон, двуокись углерода и кислород. Компоненты смеси взяты в следующем соотношении, об.% гелий 40-70; двуокись углерода 8- 15; кислород 1,5 - 7,0; аргон остальное. Кислород снижает поверхностное натяжение металла ванны и способствует лучшему его растеканию. 1 табл.
| Патент США Ne 4463243, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
