(5) СПОСОБ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| Защитная газовая смесь | 1989 |
|
SU1657322A1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |


I
Изобретение относится к сваркеплавлением, в частности к электродуговой сварке в среде защитных газов, и может быть использовано в области сварочного производства.
Широко применяются различные способы газоэлектрической сварки, при. осуществлении которых воздействуют на процесс сварки с помощью защитного газового потока.
Известен способ регулирования геометрических параметров сварного шва при автоматической сварке гюворотных стыков труб в смеси аргона и гелия путем регулирования мощности дуги, которое осуществляют изменением количественного соотношения между компонентами газовой смеси в зависимости от пространственного положения сварочной ванны l1..
Однако этот способ решает ограниченную задачу по сварке неповоротных стыков труб. Программирование изменения количественного соотношения между компонентами газовой -смеси связано только с пространственным положением сварочной ванны. Способ не решает задачу повышения качества швов, у которых пространственное положение ванны не меняется. Не решает способ и задачи обеспечения надежного провара корня шва, снижения доли участия основного металла и уменьшения зоны термического влия10ния при надежном сплавлении кромок. Кроме того, способ узок в технологическом смысле, так как замыкается только на аргоно-гелиевых смесях.
Целью изобретения является повы15шение качества сварных соединений при сварке плавящимся электродом с колебаниями.
Поставленная цель достигается тем, что при газоэлектрической сварке
20 с программным изменением количественного соотношения между компонентами газовой смеси изменение количественного соотношения производят синхронно с колебаниями электрода и с периодическим изменением скорости подачи электрода по фазе и частоте, при этом состав газовой смеси изменяют , исходя из условия (Sn je „VIM -a -Q-f Q - относительный расход компонента газовой смеси в процентах, причём и isn Jim а.10(77о, U1 л-1 индексы, соответ-. ув.,ум. ственно указывающие на относительное увеличение или уменьшение содержа ния компонента в смеси; общее количестбо компонентов в смеси.; ,2 ,3, .п - количество компонентов, содержание которых в составе смеси увеличивают; ,2 ,3,... ,П1 - количество компонентов , содержание которых в составе . смеси уменьшают за время 1-10-4 с. На фиг. 1 показано изменение состава газовой смеси в зависимости от положения электрода; на фиг. 2 - изменение состава газовой смеси в зави симости от скорости подачи электродной проволоки; на фиг. 3 - пример ко кретного использования способа при сварке стыкового соединения из алюминиевьт сплавов. На схеме фиг. 1а В координатах - отклонение электрода пред времяставлено в общем виде некоторое возможное при сварке периодическое движение электрода (его конца). Ось абс цисс (Ot) соответствует положению электрода в области корня шва (строго по оси разделки). Повышение качества шва в первую очередь обеспечивают за счет гарантированного провара корня шва. Для 9 ЭТОГО в промежутки времени (t,4At|() где к 0, 1, 2, 3,.... когда идет провар корня шва, производят изменение количественного соотношения между компонентами газовой смеси, а именно в эти промежутки увеличивают содержание (Q,-) i-го компонента (фиг. 16) который, например, имеет большее сечение Рамзауэра, чем остальные компоненты, что приводит на основе известных законов физики плазмы к возрастанию температуры столба дуги и, следовательно, гарантирует провар корня шва. Причем изменение состава газа при переходе от смеси одного состава к смеси другого производят за 1время Ь . Эти пределы являются естественными физическими пределами. Если изменение состава смеси производить быстрее, чем за , сварочная дуга не имеет характер установившегося разряда, т.е. технологически непригодна для использования. Время IiO c вполне достаточно для изменения состава смеси (вплоть до полного исключения какоголибо компонента любого газа и газовой смеси) и определяется газокинетическим расчетом. Увеличение времени в большую сторону (например ) сужает технологические возможности способа, для некоторых процессов он уже может быть непригоден (например, для больших скоростей сварки или при больших частотах колебаний электрода). Во время перемещения электрода на кромки производят изменение состава смеси в обратную сторону за счет чего уменьшают температуру столба дуги и, следовательно, глубину проплавления, долю участия основного металла, зону термического влияния, что повышает качество сварного соединения. Колебания электрода и изменение состава смеси синхронизируют по частоте и фазе. В данном случае (фиг. 1) начальные фазы сдвинуты на величину -(j- , а частоты относятся f, : fo. - 1:. При синхронизации по частоте технологически пригодна только синхронизация, отвечающая следующему условию -fj : М : N, где М и N целые числа. При несинусоидальных законах изменения параметров процесса в функции времени по фазе синхронизируют первые гармоники разложения этvfx функций в ряд Фурье.
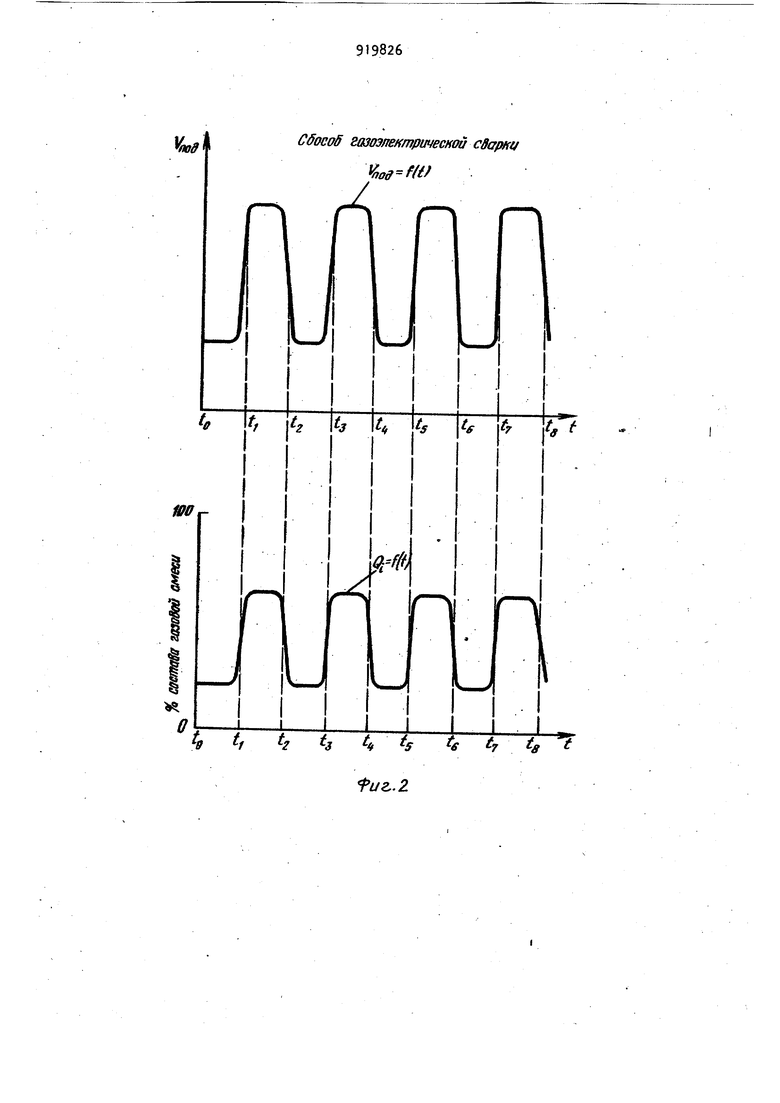
При ведений процесса в соответствии со схемой фиг. 2 в моменты времени t , t-,. . . , . синхронно с увеличением содержания (Q-) в смеси i-го компонента с большим сечением. Рамзауэра увеличивают скорость подачи сварочной проволоки (Vpfp.), а в моменты времени 1л ,1,... ,t( производят обратное. Это позволяет увеличить производительность процесса за счет увеличения коэффициента расплавления в В раз
(t)dt
пол
В
TV,
о где t - время; Т - период;
VQ - скорость подачи проволоки базового варианта, с которым производят сравнение. Для эффективного достижения цели изобретения состав газовой смеси изменяют, исходя из условия
АсП xft
е;тп
.jjXTXSH
«:
. i.iprt 7,j,
Q; Ь ТЗ 5 ji-, 1 где .- ОСо/о. -1 jrt Иными словами, относительный объе компонентов, содержание которых в газовой смеси увеличивают, должен до ипо/ с т стигать оО% и более. Только при таком их содержании можно значительно изменить те пературу дуги и повлиять на сопутствующие эффекты, определяющие качество шва. Меньшие велйЧйны (до 80%) не приводят к существенному результату, т.е. эффект мал, введение добавок в небсэльших объемах может в этом случае преследовать какие- либо дополнительные цели, например добавки Кислорода в инертные газы при сварке алюминиевых сплавов снижают пористость 80% S Расширение технологических возмож ностей способа при осуществлении цели изобретения может быть осуществлено за счет того, что периодически исключают из состава смеси одни или несколько компонентов синхронизированного ho фазе и частоте с колебательными движениями электрода или изменением скорости подами электродной проволоки, т.е. пределы изменения компонентов 0 i Q 5 100.
Пример. Сварка плавящимся электродом стыкового соединения с V-образной разделкой алюминиевого сплава АМгб1 толщиной 15 мм. Электродная проволока Св-АМгб1 , f 1,6 мм.
Состав газовой защитной среды: аргон (АГ), гелий (Не), кислород (Оя) Амплитуда колебаний электрода, .
Частота колебаний электрода, эл Гц.
Скорость сварки, VCB 10-12 м/ч. Сварочный ток, 270-320 А. Максимальный расход () , л/мин: аргон 25-30; гелий 30-35; кислород 1,5.. . Минимальный расход ((j), л/мин: аргон 7-8; гелий 0; кислород 0. Скорость подачи электродной проволоки: максимальная, vlj,
12 м/мин; минимальная,
/ I пол
6 м/мин.
Закон движения конца сварочного электрода в функции времени t А;Г 51п(2Л ) где f - частота колебания; Lf - начальная фаза. Изменение скорости подачи электрода в функций времени, изменение содержания в газовой смеси аргона, ге н , ЛИЯ и кислорода в функции времени представляют собой трапецеидальные импульсы (фиг. 3). Время, за которое производят изменение скорости подачи электрода г w до . до ) поА под по, 0,2 с. Время, за которое производят изменение расхода подачи: , аргона с Q-J; до QJ (с Q QT;) д 1цгмАг 0,01 с; лГГ- ПntnflU, гелия с ДО аяе°(с (i;r« до Q7e) ut«bM l. O. кислорода с а--доа °Г(с Qp до Q-J;) At.o 0,01 с..Синхронизация изменения содержания компонентов в газовой смеси с колебательными движениями электрода: по частоте f Аг , не - ri 2fj ; по фазе (1лг-) (не 4 ) (0 - 1 ) Мэл (в данном случае, при несинусоидальных законах изменения состава в функции времени, по фа1зе синхронизируют первые гармоники разложения функции в ряд Фурье). Синхронизация изменения содержания компонентов в газовой смеси с изменением скорости подачи электродной проволоки: по частоте fдr fOn прОВ. ° Ф ( - ) не () пР08. На фиг. 3 процесс по данному примеру развернут по времени по всем своим составляющим параметрам. Момен там времени t 0,1,2,... с соответствует положение электрода симметрично разделке строго по оси шва (сварка корня шва). При осуществлении способа сварки получают следующими результат: при нахождении электрода в районе корня шва обеспечивают надежный провар кор ня шва, содержание гелия в защитной среде 81% с сечением столкновения Рамзауэра 10-Ю м, что приводит к увеличению температуры дугового разряда на ci 5000 К. Повышенная подача проволоки в этот момент способствует более эффективному использованию тепла дуги и приводит к повышению производительности за счет рос та коэффициента расплавления. При нахождении электрода в районе кромок (содержание аргона в защитной среде 95 с сечением столкновения Рамзауэра 2,5lO-- м ) снижение температуры дуги и величины вводимого тепла в металл, уменьшают долю участия основного металла, величину зоны термического влияния, что приводит к повышению качества сварного соединения. Кислородные добавки (5) существенно уменьшают содержание водорода и количество пор в металле шва, что благоприятно сказывается на качестве сварных соединений. Таким образом способ обеспечивает повышение качества сварных соединени гарантирует высокую прочность и рабо тоспособность сварных соединений и дополнительно увеличивает производительность процесса за счет увеличения коэффициента расплавления. Способ может быть использован на различ ных предприятиях народного хозяйства применяющих газоэлектрическую сварку Формула изобретения Способ газоэ,лектрической сварки программным изменением количественго соотношения между компонентами зовой смеси, отличающийя тем, что, с целью повышения каства сварных соединений при сварке авящимся электродом с колебаниями, менение количественного соотношея производят синхронно с колебанияэлектрода и с периодическим измением скорости подачи электрода по зе и частоте, при этом состав газой смеси изменяют, исходя из услоя .VTiax Q.-va %-i xsSW u, ,; -. относительный расход компонента газовой смеси в процентах, причем Q% 100 и i pQ. Gl; W%, ув., ум. индексы, соответственно указывающие на относительное увеличение или уменьшение содержания компонента в газовой смеси; - общее количество компонентов в смеси; 1 ,2,3,...,п - количество компонентов, содержание которых в составе смеси увеличивают; 1,2,3. количество компонентов, содержание которых в составе . смеси уменьшают время l-IO c. Источники информации, нятые во внимание при экспертизе 1, Авторское свидетельство СССР 8396, кл. В 23 К 9/16, об.04.68 ототип).
Сбособ гзоэпектртеской сдарм/
tf t2 t3 t.
I I I III
1 2
3 « S S 7 -8 yr,od-fli
ts Vf f fs ftt.IfIftfto с
г/г.2
