1
(21)4487658/08 (22) 28.09.88 (46)23.06.91. Бюл. №23 (71) М.Н.Касимов, В.Н.Лазарев, В.Н.Караваев и А,Е.Петухов (53)621.9.048.6.04(088.8) (56) Авторское свидетельство СССР № 403538, кл. В 24 В 31/14, 1971.
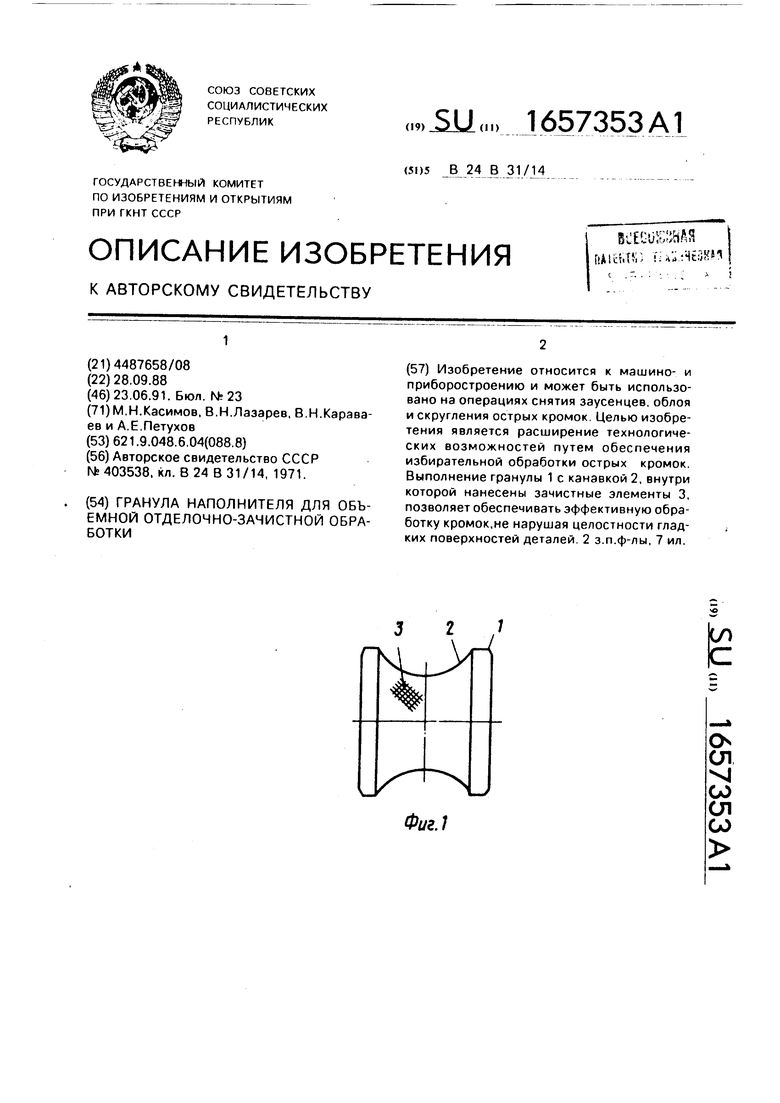
(54) ГРАНУЛА НАПОЛНИТЕЛЯ ДЛЯ ОБЪЕМНОЙ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ
(57) Изобретение относится к машино- и приборостроению и может быть использовано на операциях снятия заусенцев, облоя и скругления острых кромок Целью изобретения является расширение технологических возможностей путем обеспечения избирательной обработки острых кромок. Выполнение гранулы 1 с канавкой 2,внутри которой нанесены зачистные элементы 3, позволяет обеспечивать эффективную обработку кромок,не нарушая целостности гладких поверхностей деталей 2 з.п.ф-лы, 7 ил.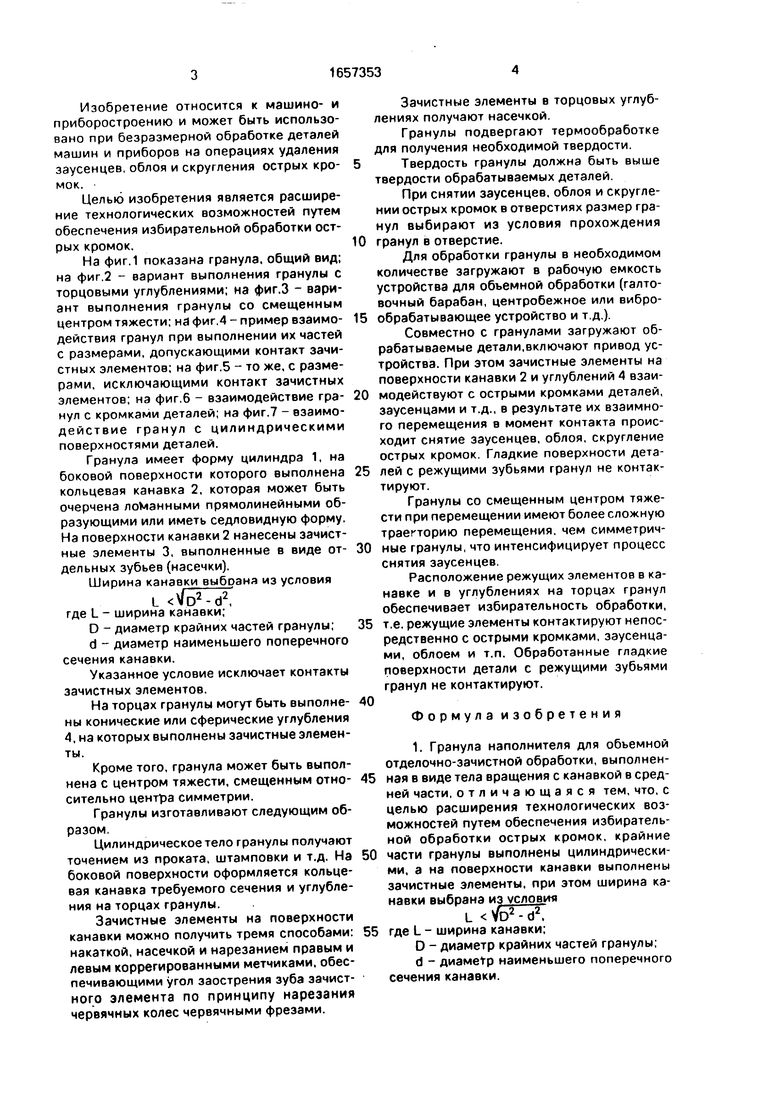
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| Устройство для зачистки острых кромок и заусенцев | 1976 |
|
SU574280A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТОЙ ДЕТАЛИ | 1994 |
|
RU2078653C1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С МЕТАЛЛИЧЕСКИХ ПОЛОС | 1996 |
|
RU2111816C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
| Устройство для снятия заусенцев | 1981 |
|
SU990434A1 |
| Гранула для вибрационной обработки | 1989 |
|
SU1696277A1 |
u
(Л
С
Фиг.1
о ел VI
CJ
ел
CJ
Изобретение относится к машино- и приборостроению и может быть использовано при безразмерной обработке деталей машин и приборов на операциях удаления заусенцев, облоя и скругления острых кромок.
Целью изобретения является расширение технологических возможностей путем обеспечения избирательной обработки острых кромок.
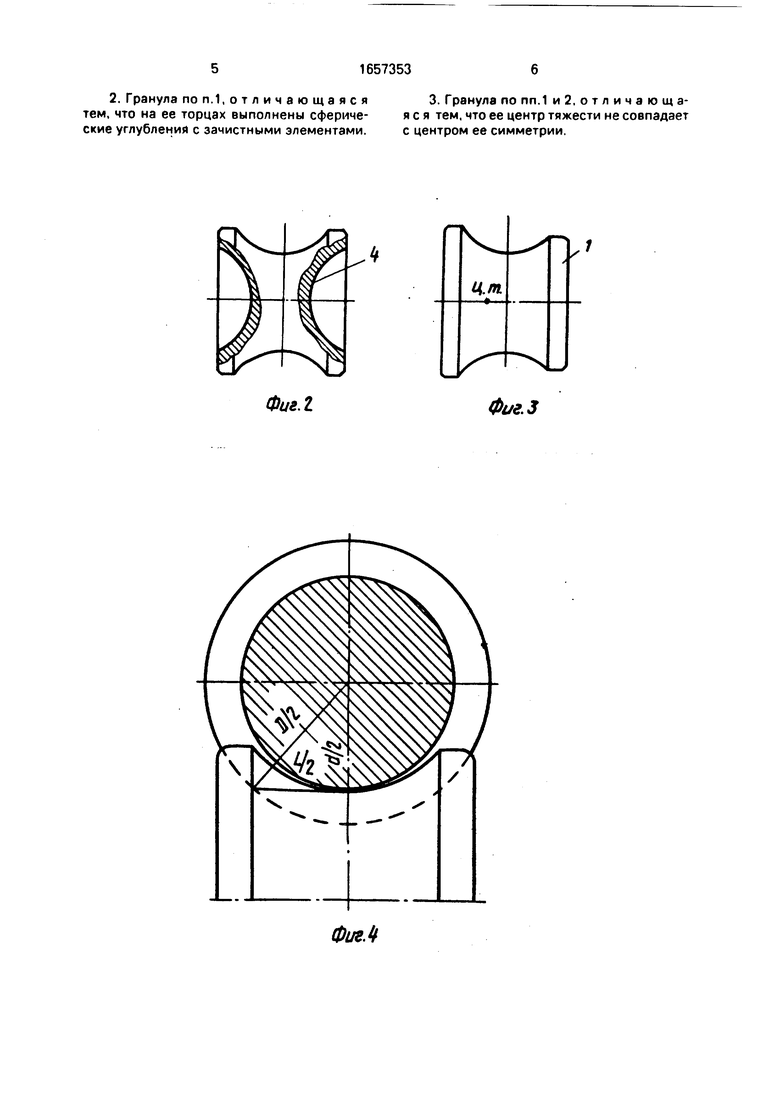
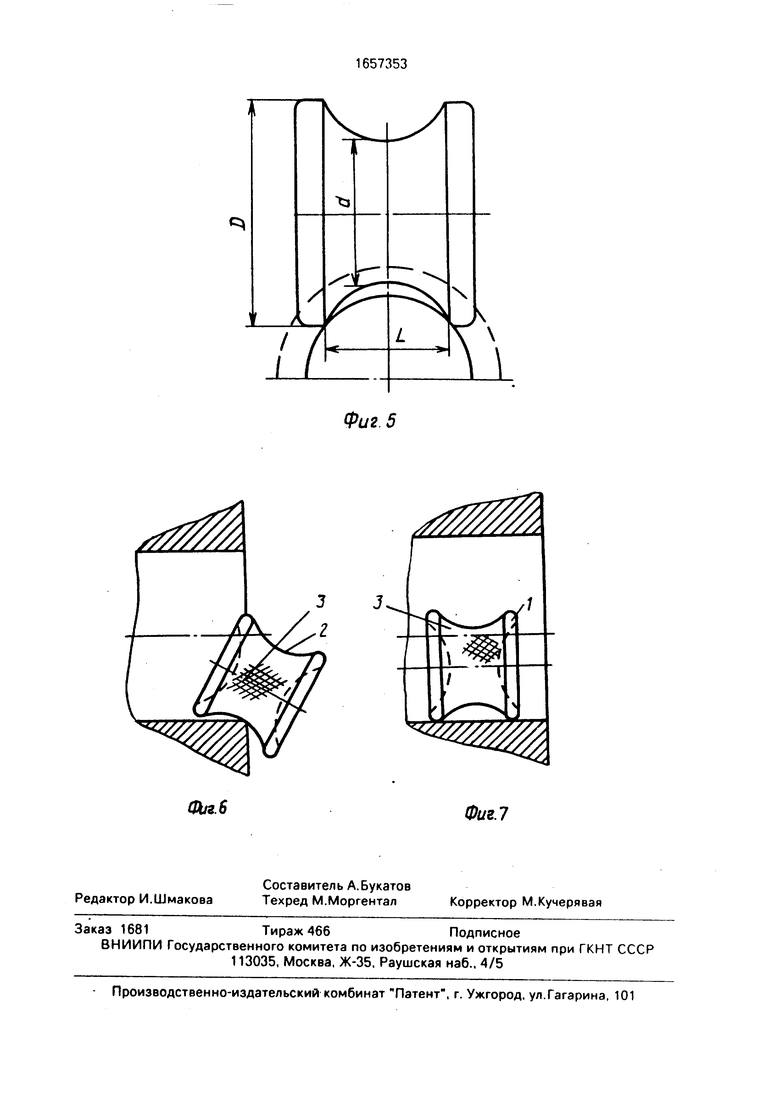
На фиг.1 показана гранула, общий вид; на фиг.2 - вариант выполнения гранулы с торцовыми углублениями; на фиг.З - вариант выполнения гранулы со смещенным центром тяжести; на фиг.4 - пример взаимодействия гранул при выполнении их частей с размерами, допускающими контакт зачи- стных элементов; на фиг.5 - то же, с размерами, исключающими контакт зачистных элементов; на фиг.6 - взаимодействие гранул с кромками деталей; на фиг.7 - взаимодействие гранул с цилиндрическими поверхностями деталей.
Гранула имеет форму цилиндра 1, на боковой поверхности которого выполнена кольцевая канавка 2, которая может быть очерчена ломанными прямолинейными образующими или иметь седловидную форму. На поверхности канавки 2 нанесены зачист- ные элементы 3, выполненные в виде отдельных зубьев (насечки).
Ширина канавки выбоана из условия
L /D2-d2, где L - ширина канавки;
D - диаметр крайних частей гранулы;
d - диаметр наименьшего поперечного сечения канавки.
Указанное условие исключает контакты зачистных элементов.
На торцах гранулы могут быть выполнены конические или сферические углубления 4, на которых выполнены зачистные элементы.
Кроме того, гранула может быть выполнена с центром тяжести, смещенным относительно центра симметрии.
Гранулы изготавливают следующим образом.
Цилиндрическое тело гранулы получают точением из проката, штамповки и т.д. На боковой поверхности оформляется кольцевая канавка требуемого сечения и углубления на торцах гранулы.
Зачистные элементы на поверхности канавки можно получить тремя способами: накаткой, насечкой и нарезанием правым и левым коррегированными метчиками, обеспечивающими угол заострения зуба зачист- ного элемента по принципу нарезания червячных колес червячными фрезами.
Зачистные элементы в торцовых углублениях получают насечкой.
Гранулы подвергают термообработке для получения необходимой твердости.
Твердость гранулы должна быть выше
твердости обрабатываемых деталей.
При снятии заусенцев, облоя и скругле- нии острых кромок в отверстиях размер гранул выбирают из условия прохождения
гранул в отверстие.
Для обработки гранулы в необходимом количестве загружают в рабочую емкость устройства для объемной обработки (галтовочный барабан, центробежное или виброобрабатывающее устройство и т.д.).
Совместно с гранулами загружают обрабатываемые детали,включают привод устройства. При этом зачистные элементы на поверхности канавки 2 и углублений 4 взаимодействуют с острыми кромками деталей, заусенцами и т.д., в результате их взаимного перемещения в момент контакта происходит снятие заусенцев, облоя, скругление острых кромок. Гладкие поверхности деталей с режущими зубьями гранул не контактируют.
Гранулы со смещенным центром тяжести при перемещении имеют более сложную траегторию перемещения, чем симметричные гранулы, что интенсифицирует процесс снятия заусенцев.
Расположение режущих элементов в канавке и в углублениях на торцах гранул обеспечивает избирательность обработки,
т.е. режущие элементы контактируют непосредственно с острыми кромками, заусенцами, облоем и т.п. Обработанные гладкие поверхности детали с режущими зубьями гранул не контактируют.
Формула изобретения
части гранулы выполнены цилиндрическими, а на поверхности канавки выполнены зачистные элементы, при этом ширина канавки выбрана из УСЛОВИЯ
L YD - d , где L - ширина канавки;
D - диаметр крайних частей гранулы; d - диаметр наименьшего поперечного сечения канавки.
Фиг.1
ФигЛ
Ц. т.
Фиг.З
Фиг 5
