Изобретение относится к вибрационной обработке и предназначено для зачистки заусенцев на наружных поверхностях детали.
Целью изобретения является повышения производительности обработки путем увеличения подвижности частей гранулы при изменении их параметров
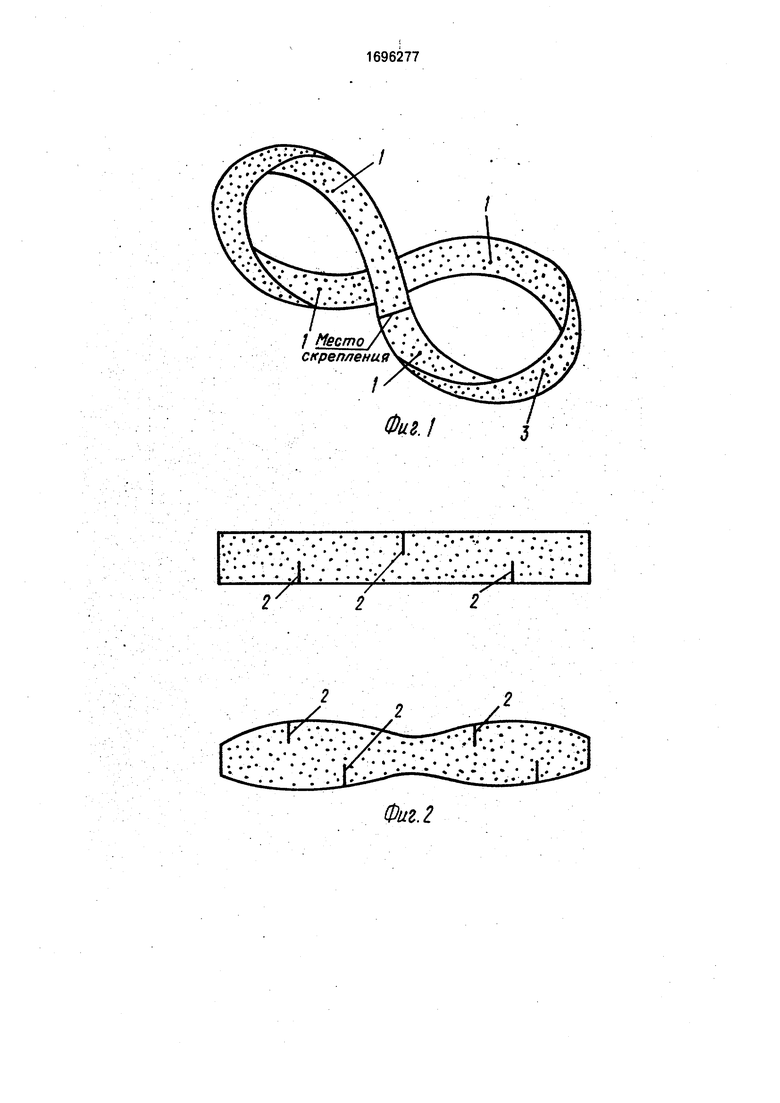
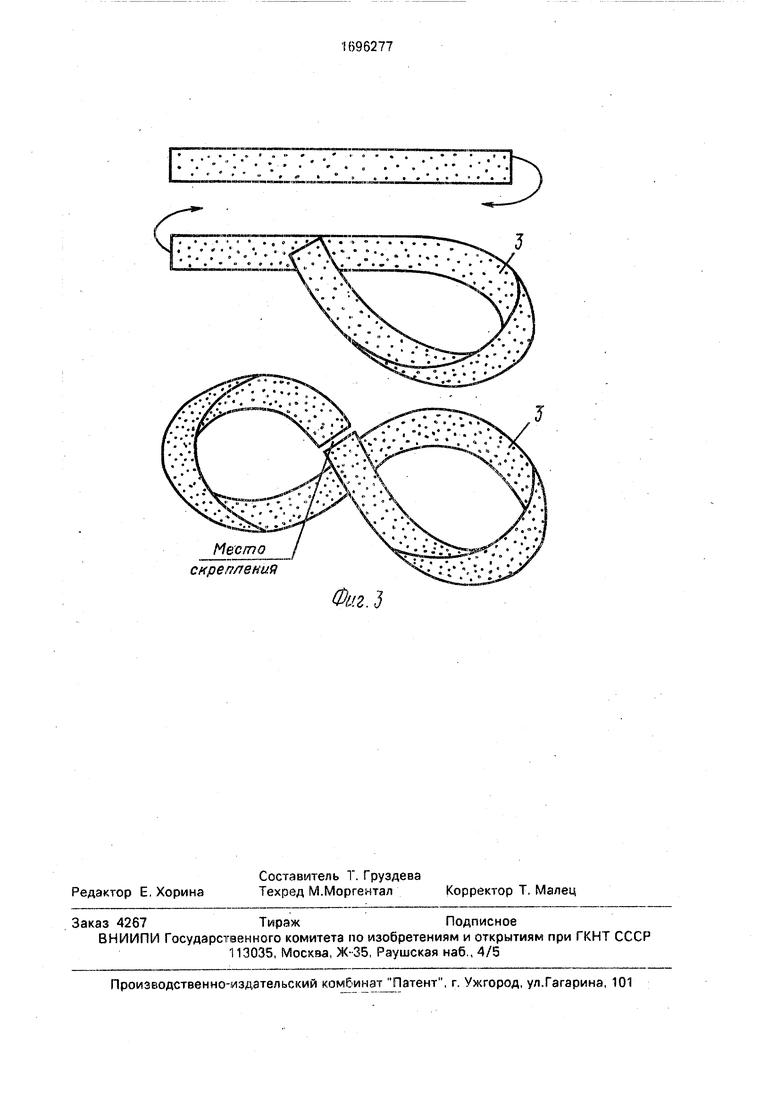
На фиг.1 изображена гранула в аксонометрии; на фиг.2 показаны варианты заготовок; на фиг.З приведена схема образования гранулы, где 1 -воронкообразныйучасток, 2 - надрез, 3 - зачистные элементы,
Гранула для вибрационной обработки выполнена из листового материала с нанесенными зачистными элементами, при этом гранула представляет собой замкнутую фи гуру в форме восьмерки с образованием воронкообразных участков 1 Гранула может быть выполнена с увеличением ширины в сторону воронкообразных участков 1, а с боковых сторон могут быть выполнены надрезы 2 не более половины ширины гранулы в месте надреза 2
Изготавливают гранулу следующим образом,
Листовой материал, например сталь 65Г, раскраивают на полосы, из которых нарезают на штампе исходные заготовки при одновременном получении контура заготовки и надрезов 2 (см. фиг.2). На поверхности заготовок наносят зачистные элементы 3, например, методом гальванического осаждения алмазосодержащего слоя и скрепляют одноименные стороны ленты заготовки, например, сваркой, предварительно свернув ленту заготовки с образованием двух воронкообразных участков 1 (см. фиг.З и фиг.1). Гранула готова к работе. Размеры гранулы зависят от габаритов обрабатываемых деталей. Толщина ленты заготовки может быть 0,3-1,5 мм. Ширина ленты зависит от габаритов обрабатываемых деталей и может быть 10-70 мм, при этом длина ленты заготовки назначается из условия обеспечения свободного проваливания детали сквозь воронкообразный участок 1. При ширине ленты заготовки менее 10 мм снижается количество зачистных элементов 3, а при
сл
о ю о ю VI VI
ширине более 70 мм усложняется изготовление гранулы и снижаются ее деформаци- онные способности, На поверхности гранулы с боковых сторон могут быть выполнены надрезы 2 не более половины ширины гранулы в месте надреза 2, при этом количество надрезов назначается в зависимости от необходимых вибрационных свойств гранулы. Например, гранула выполнена из стали 65Г, толщиной 0,5 мм, ширина ленты заготовки 20 мм, длина ленты заготовки 350 мм, форма заготовки - прямоугольник, количество надрезов 2-4 на расстоянии по 70 мм друг от друга на глубину по 8 мм с одной боковой стороны. Обрабатываемые детали имеют габариты 30x40x45 мм, зачи- стные элементы 3 получены гальваническим осаждением алмазосодержащего слоя М28, скрепление одноименных сторон ленты при образовании двух воронкообразных участ- кое 1 - осуществляется сваркой.
Обработка деталей производится следующим образом. В вибробункер засыпают гранулы и обрабатываемые детали, включают виброустройстЪо, детали и гранулы пере- мешиваются, соударяясь, при этом поверхности обрабатываемой детали взаимодействуют с зачисти ыми элементами 3 поверхности гранулы. Обрабатываемые детали проваливаются сквозь воронкообраз- ные участки 1 гранулы и деформируют пространственные воронкообразные участки 1, при этом зачистные элементы 3 грану- лы совершаютвибрационные
разночастотные колебания, а также закру- чивающие перемещения во всех направлениях как вдоль, так и поперек оси ленты заготовки гранулы при одновременном хаотичном движении гранулы по объему виброконтейнера.
Применение данных гранул для вибрационной обработки позволяет повысить производительность обработки путем обеспечения высокой деформационной способности участков гранулы вследствие выполнения гранулы в виде ажурной пространственной фигуры с взаимно изменяющимися объемами в результате выполнения Зачистных элементов из листового материала в виде двух воронкообразных участков, соединенных между собой в замкнутую фигуру; обеспечения возможности режущим кромкам совершать разночастотные вибрационные колебания вследствие выполнения гранулы из ленты переменной ширины в сторону воронкообразных участков; обеспечения возможности зачистиым элементам совершать разночастотные вибрационные колебания за счет наличия на поверхности гранулы элементов, повышающих деформационные свойства участков гранулы, то есть выполнения на боковых сторонах надрезов не более половины ширины гранулы в месте надреза; увеличения времени контакта детали с зачистнымм элементами гранулы в результате наличия воронкообразных участков, позволяющих свободно проваливаться сквозь ни обрабатываемым деталям; обеспечения взаимодействия режущих кромок с обрабатываемыми поверхностями с разными усилиями вследствие проваливания деталей при зачистке сквозь воронкообразные участки с взаимно изменяющимися габаритами.
Формула изобретения
1.Гранула для вибрационной обработки, выполненная из листового материала с зачмстными элементами, отличающая- с я тем, что, с целью повышения производительности обработки путем увеличения подвижности частей гранулы, она выполнена в виде замкнутой фигуры в форме восьмерки.
2.Гранула по п.1, отличающаяся тем, что ширина листового материала увеличена на участках образования петель.
3.Гранула по пп.1 и2,отличающа- я с я тем, что на листовом материале с боковых сторон выполнены надрезы величиной не более половины ширины материала.
/ Место скрепление
/
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гранула наполнителя для вибрационной обработки | 1991 |
|
SU1815188A1 |
| Гранула наполнителя для вибрационной обработки | 1989 |
|
SU1664531A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1771928A1 |
| Контейнер устройства для вибрационной обработки | 1989 |
|
SU1763154A1 |
| Гранула для вибрационной обработки | 1990 |
|
SU1808489A1 |
| Гранула наполнителя для объемной абразивной обработки | 1989 |
|
SU1683989A2 |
| Контейнер устройства для вибрационной обработки | 1990 |
|
SU1726214A1 |
| Рабочее тело для вибрационной обработки | 1989 |
|
SU1668116A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1773697A1 |
| Контейнер устройства для вибрационной обработки | 1990 |
|
SU1726213A1 |
Изобретение относится к вибрационной обработке и может быть использовано для зачисгки заусенцев нэ наружных поверхностях детали. Целью изобретения является повышение производительности обработки путем увеличения подвижности частей гранулы. Гранула для вибрационной обработки выполнена из листового материала в виде замкнутой фигуры в форме восьмерки, ширина листового материала на участках образования петель может быть увеличена, с боковых сторон листового материала могут быть выполнены надрезы величиной не более половины ширины материала. 2 з.п.ф- лы, 3 ил.
. . . :1 . .. .«..« ...-.. .:: J.... .. -
/:-....v..yr-v. .. :
.4.
Фиг. 2
t f t
{: /:v::/- .
« A- .
скрепления
Фиг.З
| Гранула наполнителя для вибрационной обработки | 1986 |
|
SU1346406A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
