Изобретение относится к контрольно- измерительной технике, в частности к устройствам для измерения линейных размеров, и может быть использовано, например, в энергомашиностроении для измерения наружных и внутренних диаметров, а также для измерения среднего диаметра цилиндрических резьб изделий, применяемых для оборудования АЭС.
Целью изобретения является повышение точности измерения за счет устранения погрешностей.
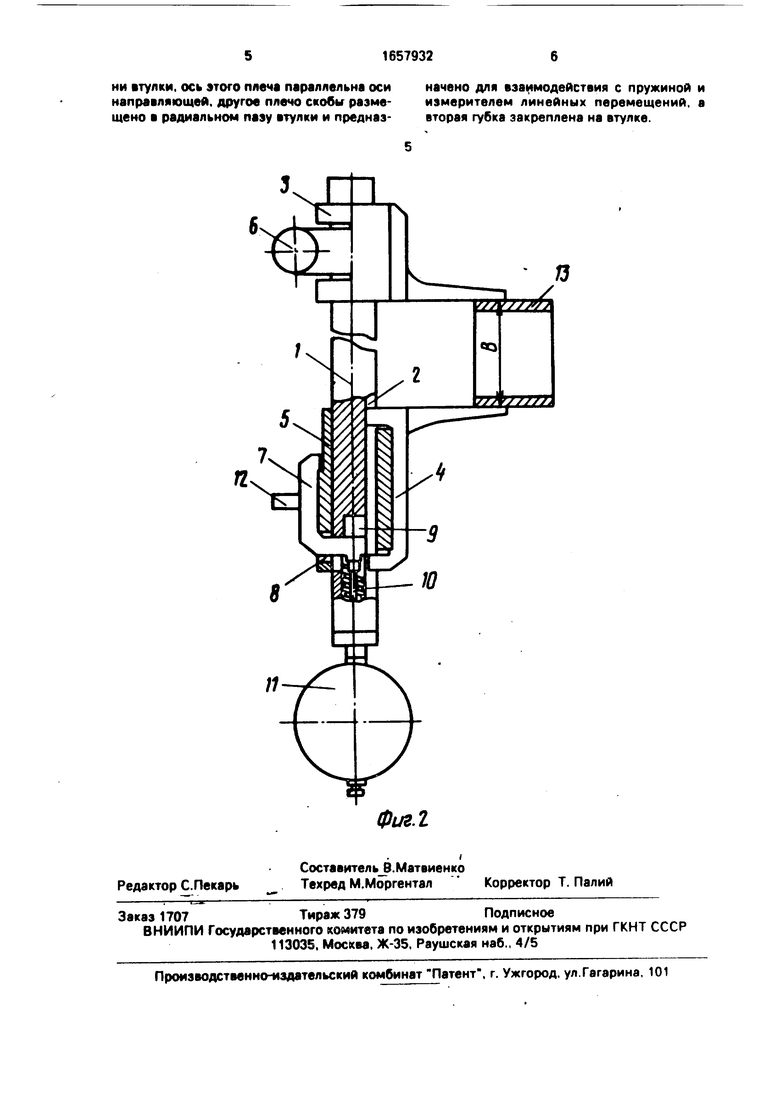
На фиг. 1 представлено устройство для измерения внутренних линейных размеров, общий вид,- на фиг. 2 - то же, для измерения наружных размеров.
Устройство содержит направляющую 1, на которой размещены с возможностью перемещения по продольному пазу 2 измерительной губки 3 и 4 и цилиндрический стержень 5. Положение измерительной губки 3 фиксируется винтом 6. Измерительная губка 4 неподвижно закреплена на втулке 5. Устройство снабжено Г-образной скобой 7, одно плечо которой закреплено неподвижно на ступени втулки 5 параллельно его оси, второе плечо размещено в радиальном пазу 8. В отверстии 9 установлена пружина 10 и измеритель 11 линейных перемещений. Скоба 7 имеет упор 12.
Устройство работает следующим образом.
В исходном состоянии при измерении внутренних размеров (фиг. 1) скоба 7 под действием пружины 10 занимает крайнее нижнее положение относительно паза 8. Для проведения измерения измерительную губку 3 перемещают по пазу 2 направляющей 1 к измерительной губке 4, пока рассто- яние между ними будет больше номинального размера на 1-2 мм, и фиксируют винтом 5. Затем устройство настраивают на номинальный размер контролируемого параметра А, например по концевым мерам длины, и измеритель 11 линейных перемещений при этом устанавливают в нулевое положение. С помощью упора 12 скобу 7 переводят в крайнее верхнее положение относительно паза 8. Скоба 7 перемещает втулку 5 вместе с губкой 4, и расстояние между губками 3 и 4 меньше размера А. Губки вводят в контролируемую деталь 13 и освобождают упор 12. Под давлением пружины 10 скоба 7 стремится занять исходное положение и перемещает втулку 5 вместе с губкой 4. Губки плотно прижимаются к стенкам детали 13. Если
действительный размер А отличается от номинального размера, то стрелка измерителя 11 линейных перемещений отклонится от нуля в ту или другую сторону и покажет величину отклонения от номинального размера А.
При измерении наружных размеров (фиг. 2) устройство перестраивают. Для этого пружину 10 располагают между скобой 7 и измерителем 11 линейных перемещений. В исходном состоянии скоба 7 под действием пружины 10 занимает крайнее верхнее положение относительно отверстия 8. Измерительную губку 3 устанавливают и фиксируют винтом б на направляющей 1 по отношению к измерительной губке 4 так. чтобы расстояние между ними было на 1-2 мм меньше номинального размера. Устройство настраивают на номинальный размер контролируемого параметра В также по концевым мерам длины, и измеритель 11 линейных перемещений устанавливают в нулевое положение. С помощью упора 12 скобу 7
переводят в крайнее нижнее положение относительно отверстия 8. При этом перемещается втулка 5 с измерительной губкой 4 и расстояние между губками 3 и 4 больше размера В. Отпускают упор 12, губка 4 под
давлением.пружины 10 стремится в исходное положение и губки 3 и 4 плотно прижимаются к детали 13. По отклонению стрелки измерителя 11 линейных перемещений в ту или другую сторону по шкале определяют
величину отклонения от номинального размера В.
Для измерения среднего диаметра резьбы детали 13 устройство комплектуется наконечниками, которые устанавливаются
на измерительные губки 3 и 4. Процесс измерения внутренних и наружных цилиндрических резьб аналогичен.
Формула изобретения Устройство для измерения линейных перемещений, содержащее направляющую с продольным пазом, размещенную в нем пружину, две измерительные губки, первая из которых жестко закреплена на направля- ющей, а вторая установлена с возможностью перемещения вдоль паза, и измеритель линейных перемещений, отличающееся тем, что, с целью повышения точности измерения, оно снабжено установ- ленной коаксиально направляющей с возможностью осевого перемещения ступенчатой по длине втулкой, выполненной с радиальным пазом в ступени большего диаметра, и Г-образной скобой, одно плечо которой жестко закреплено на ступени втулки, ось этого плеча параллельна оси направляющей, другое плечо скобы размещено в радиальном пазу втулки и предназначено для взаимодействия с пружиной и измерителем линейных перемещений, а вторая губка закреплена на втулке.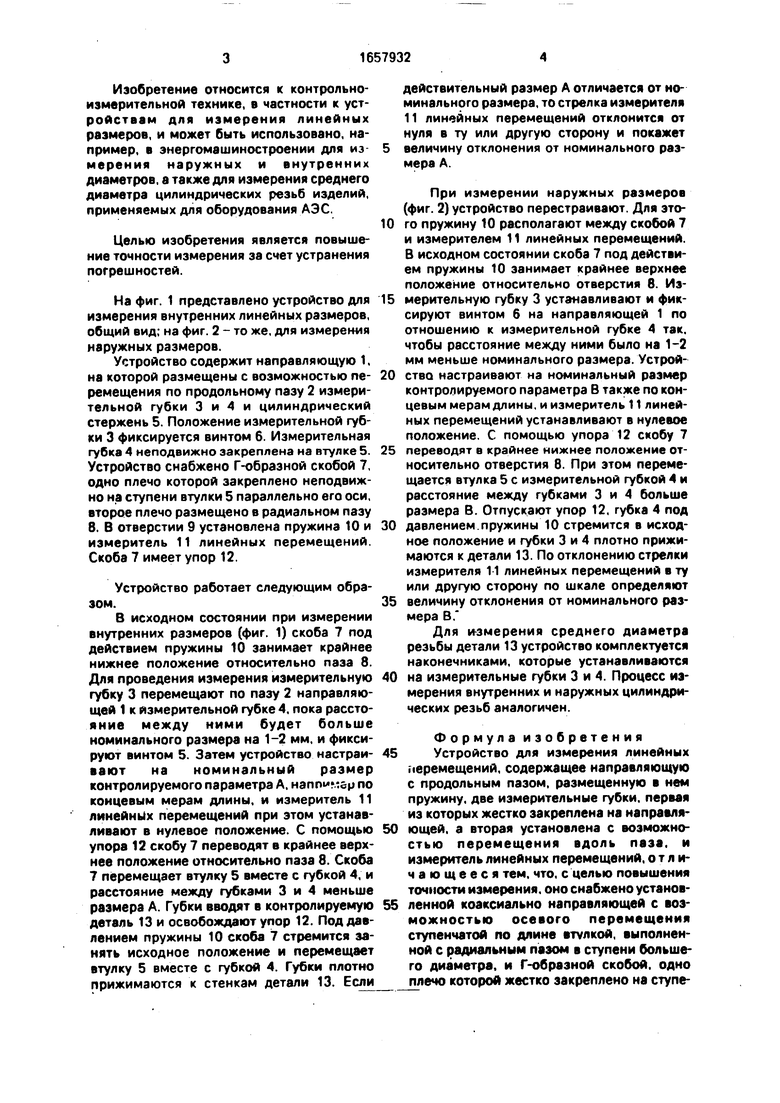
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения отклонений линейных размеров детали от эталона | 1989 |
|
SU1675653A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1991 |
|
RU2011154C1 |
| Устройство для измерения линейных размеров | 1986 |
|
SU1368618A1 |
| ДЕФОРМОМЕТР ДЛЯ КОНТРОЛЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ В БЛОЧНЫХ СТРУКТУРАХ ГЕОСФЕРЫ | 2006 |
|
RU2305186C1 |
| Устройство для контроля линейных перемещений при сборке подшипниковых узлов | 1986 |
|
SU1308823A1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
Изобретение относится к контрольно- измерительной технике и может быть использовано для измерения линейных размеров Цель изобретения - повышение точности измерения. Цель достигается за счет снабжения устройства установленной коаксиально направляющей 1 ступенчатой по длине втулкой 5, выполненной с радиальным пазом 8 и Г-образной скобой 7, одно плечо которой жестко закреплено на ступени втулки 5. Ось этого плеча параллельна оси направляющей 1, другое плечо скобы 7 размещено в радиальном пазу 8 втулки 5 и предназначено для взаимодействия с пружиной 10 и измерителем 11 линейных перемещений. Губка 3 размещена на направляющей 1, а губка 4 закреплена на втулке 5. 2 ил. И ч fe О ел vj ЧЭ СО ьо Фиг I
| Рекламный проспект | |||
| Langenpruftechnik МаЫ-.ДТЗОО, ФРГ | |||
| с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
