до отказа, не препятствуя тем самым последующему движению каретки 2 при обработке бревна.
Одновременно с включением гидроци- линдров 15 оператор нажатием кнопки включает оба электромагнита правых щупов 27. Электромагнитами щупы поворачиваются на 90°С и устанавливаются в рабочее положение, т.е. пер- пендикулярно продольной оси устройства, как это показано пунктирными линиями на фиг.2, 3. Затем оператор включает электродвигатели 23 суппорта 21 на перемещение их с зажатым брев- ном в направлении слева-направо. Первым соприкасается с установленным на щупе концевым выключателем ВК 5 комель бревна, электродвигатель суппорта обесточивается и затормаживается и одновременно с этим обесточивается электромагнит комлевого щупа. Под действием возвратной пружины щуп поворачивается на 90 ° и устанавливается в
гатели 23 суппортов на перемещение последних в направлении справа-налево, после чего включает электродвигатель лебедки 5 на реверсивное движение каретки 2, при котором фиксируетс гребень.
В крайнем положении каретки 2 (позиция Б фиг.2) она автоматически останавливается концевым выключателем ВК 10 (не показан). Таким образом, полная обработка бревна совершается за два прохода каретки.
После обработки бревна оператор реверсирует гидроцилиндр 20 опорного башмака 19, башмак освобождает бревно, и оно скатывается в накопитель готовой продукции (не показан).
лп 45 50
Последняя операция в цикле обработ- 55 ки бревна заключается в установке башмаков 18 и 19 строго в вертикальной плоскости В-В, проходящей через выемки, вилок 14. Установка башмаков в это положение обеспечивается двумя отдель
ными концевыми выключателями ВК 11 и ВК12, (не показаны), которые оператор включает последовательно в цепь электродвигателей 23 и затем включает электродвигатели 23 на перемещение суппортов слева-направо. Когда башмаки при перемещении суппортов придут в плоскость В-В, суппорты воздействую на концевые выключатели ВК 11 и ВК 12, электродвигатели 23 выключаются. Затем оператор выключает ВК 11 и ВК 12 из цепи электродвигателей 23. После этого происходит процесс обработки очередного бревна.
Величина заглубления фрез 7 и 8 регулируется перестановкой щупов 27 в валиках 28.
Предлагаемое устройство настраивается на партию бревен определенной длины с разбегом длин примерно +5 - 3 см. Для обработки бревен иных длин производят переналадку устройства.
При обработке бревен неправильной формы (кривых, сильно сбежистых) оператор переходит на ручное управление устройством. При необходимости устанавливает толщину стружки (величину заглубления фрез 7 и 8) не щупами 27, а управляя перемещением суппортов 21, причем величину заглубления фрез контролирует по световым или теневым ли-ч ниям, которые высвечиваются на поверхности бревна (устройство не показано)
5
Q
5 0
0
Обработка бревна при этом выполняется за несколько проходов фрез.
Для выполнения гребня и выемки на двухкантных брусьях необходимо заменить вилки 14 плоскыми уголковыми приемниками .
Устройство обеспечивает высокое качество стенового материала благодаря плотности прилегания сопрягаемых поверхностей бревен, в том числе различных диаметров, а также сокращаются затраты труда на обшивку стен внутри помещения плитным, листовым и другими материалами за счет прямолинейной . внутренней плоскости стены, достижение высокого коэффициента использования древесины обеспечивается благодаря сохранению сбега в бревнах. Формула изобретения.
Устройство для обработки бревен и брусьев рубленых домов, включающее балки, накопитель, узлы крепления и подачи бревен, механизм фрезерования паза и гребня и привод, отличающееся тем, что, с целью повышения качества обработки сбежистых бревен, узел крепления бревен выполнен в виде зеркально установленных на балках суппортов с центрирующими вилками и П-образными скобами, при этом вилки и скобы соединены между собой закрепленными на балках кулисами.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| Устройство для подачи бревен в деревообрабатывающие станки | 1973 |
|
SU475264A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 1999 |
|
RU2171741C2 |
| Устройство для разворота бревен | 1980 |
|
SU882885A1 |
| Установка по обработке бревен для срубов | 1949 |
|
SU84284A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| Захватно-центрирующее устройство длядлиННОМЕРНыХ лЕСОМАТЕРиАлОВ | 1979 |
|
SU802016A1 |
| Устройство для центрирования и замера диаметров круглых лесоматериалов | 1974 |
|
SU608647A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СБРАСЫВАНИЯ И ТОРЦОВКИ КРУГЛОГО ЛЕСА | 1968 |
|
SU220843A1 |
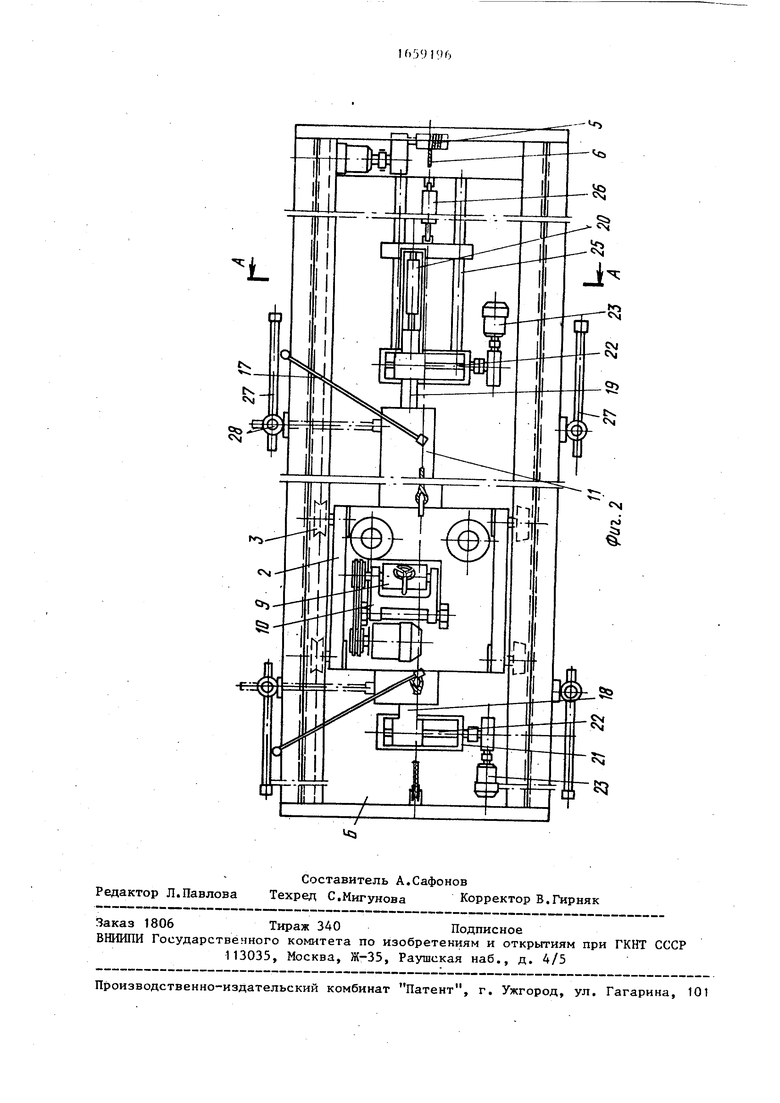
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию деревянного домостроения. Цель изобретения - повышение качества обработки сбежистых бревен. По балкам 1 установлена каретка 2, снабженная направляющими катками 3 и ограничительными роликами 4, а также фрезами 7,8 и 9, накопителем 13, центрирующими вилками 14, связанными между собой кулисами 16 со скобами 17 П-образной формы. Для установки бревен в такое положение, чтобы паз и гребень располагались параллельно образующей поверхности бревна, . сохраняли сбег, предназначены четыре щупа 27. На щупах 27 закреплены концевые выключатели. Бревно из накопителя 13 подают на центрирующие вилки 14, которые обеспечивают его подъем. Затем скобы 17 опускаются, подъем бревна останавливается, и концы его занимают необходимое положение, после чего включают фрезы, и цикл повторяется. 3 ил.
Фиг.1
| Устройство для отбора и перемещения жидких проб | 1978 |
|
SU684375A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для выборки пазов | 1984 |
|
SU1311934A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
