(54) АГРЕГАТ ДЛЯ (ЖРЛБОТКИ ДЕРЕВЯННЫХ ДЕТАЛЕЙ ОПОР ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ



| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ БРЕВНА ПО СПИРАЛИ АРХИМЕДА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2664312C2 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ КРУГЛОПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050259C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2006 |
|
RU2319606C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ | 2000 |
|
RU2186674C2 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
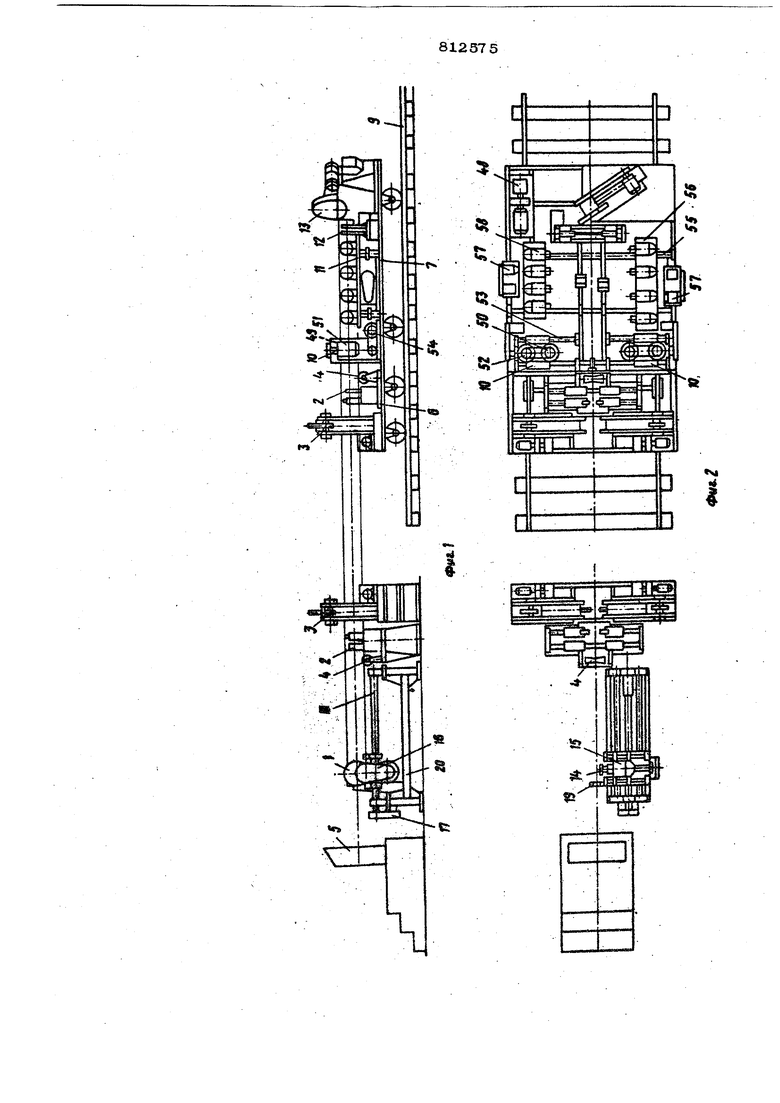
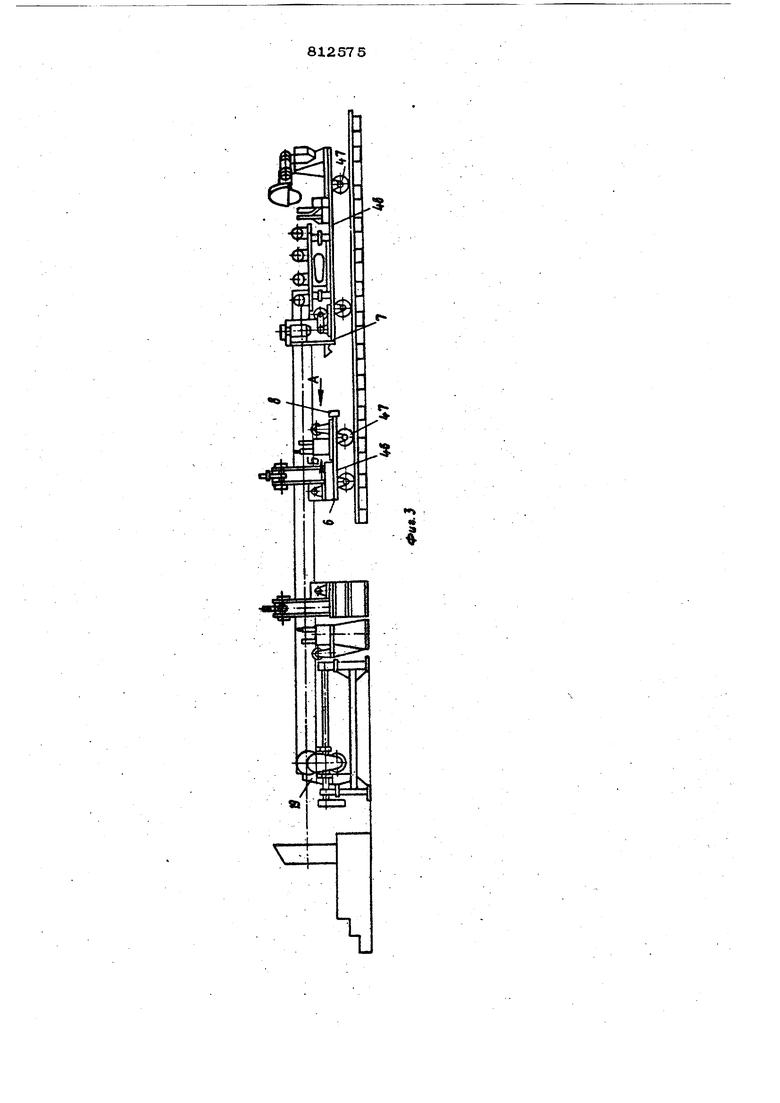



- Агрегат относится к деревообрвботкв jB {феимушественяо может быть шсиользован для изготовления деревяшадх деталей опор линий электропередач, . Известен агрегат для обрскботкв деревянных деталей опор линей электропередач, ссщержащий фреэершлй а свар пильный станки, цепной транспортер, на котором смоитирсвано подъемно-вовсчротное устройство lj. Недостатком данного агрегата является то, что при изготовлении деташл с прямым или косым срезом торца ее необ ходимо обрабатывать на другом станке. Кроме того, нет центрирования детал Нельзя в одном положений бревна осуществлять сверление и 4 езерованве, для этого необходимо перемещение детали вдоль ее продольной оси, но так как деталь поворачивается в свободном, ке зафиксированном псетожении, то расположение ее продольной оси относитвяьао обрабатывающего инструмента может меняться. Указанные недостатки не обесйёчивают необходимой точности обработки, вызывают излишние трудозатраты. Известен также агрегат для обработки деревянных деталей опор линий элшстропередач, содержащий неподвижно смонтйрова1шый на основании фрезерный станок с механизмом зажима и механизмом загрузки и выгрузки деталей, устакоеленшае на гележке сверлильный и круглсшнльный отрезной станки с механизмами зажима, загрузки и вытрузки и приводы 1.2. Однако данный агрегат не позволяет производительно и с высокой точностью обрабатывать детали а двух плоскостях, осуществлять с езерованне и сверление на одном конце детали также в двух плоскостях и торцовать деталь прямым срезом, что предусмотрено ОСТ 34248-74 Детали деревянные для опор линий электропередачи напряжением O,4t 6-iO и 2О кВ. Цель изобретения - повьпиение пр6 взводйтельности я обеспечение точности обработки детали. Поставленная даль достигается тем, что механизмы оажима фрезерного, сверлильного и руглон1шьного отрезного станков снабжены устройствами повеете деталей, а тележка сверлильного и круглопильного отрезного станков снабжена дополнительными 4чреаернь1 ми станками i ксжцевым зажимом и вьшолнена в виде двух соединенньк стыковочным узлом частей, причем круглопипьнь1й отрезной , станок, кониевой ааж|1м, сверлильный и дополнительные фрезерные станки последовательно расположены на одной части тележки, а механизмы зажима, поворота, загрузки и выгрузки - на дру гой. Стыковочный узел выполнен в виде смонтированной на одной части тележки скобы и шарнщ)но установленного на дру гой части тележки подпружиненного двуплечего рычага, причем часть тележки со скобой снабжена пневмоцилиндром с тоя кателем. При этом круглопипьный отрезной станок установлен на тележке посредством шарнирно закрепленной на ней плиты, причем ось шарн1фа расположена соосно пильному диску круглопйльного отрезного станка. Кроме того, механизм за грузки и выгтрузки 4 езерного, сверлильного и круглопйльного отрезного станков выполнены в виде Y -образных цепных транспс)теров с упораьш, расположенных перпендикулярно прсаольной оси вгрегата. На фиг. 1 - показан агрегат, общий вид сбоку (части теяежки состыкованы), на фиг. 2 -то же, вид в шане| флг. 3 - то же вид сбоку (части тележки расстыкованы); на фиг. 4 - вид фиг. ЗТ на фиг. 5 - вид Б на фиг. 3t на фиг. 6 - устройство за1рузки и ки; на фиг. 7 - стыковочный узел, на фиг. 8 - концевой зажим; на фиг. 9 круглошшьный отрезной станок. Агрегат содержит установленные неподвижно фрезехжый станок 1, устрой ство 2 зажима и поворота, устройство 3 загрузки и выгрузки, oпqpный роли 4, пульт 5 управления и подвижные станки, установлешаме на двух частях в и 7 тележки. Части 6 и 7 тележки име ют стыковочный узел 8. Для передвиже ния частей тележки на заданный размер :изготовляемых опор служит рельсовый уть 9. На части 7 тележки установены два дополнительных фрезерных танка Ю, сверлильный Станок 11, кон евой зажим 12 и круглбпильнь1й от езной станок 13. На части 6 тележки становлены устройство зажима и повоота 2| опорный ролик 4, устройство агрузки и выгрузки. 1 езерный станок 1 содержит фрезу 14, закрепленную на валу электродвиателя 15, механизм 16 поперечной , псдйчи, механизм 17, продольной подачи, н равпяюише 18, концевой упор 19 и раму 2О, на которой смонтированы все узлы. Устройство 2 зажима и поворота содержит раму 21, на которой закреплены ролик 4, механизм зажима и г механизм поворота. , Механизм зажима включает два симметрично расположенных ползуна 22, которые имеют возможность Неремещаться по направляюишм 23 в плоскости, перпендикулярной оси бревна, рычажную систему 24 и пнеамоцилшздр 23« Мехнизм включает два ползуна 26 и 27, имеющих возможность перемешаться По направляюишм 28 в плосЕостй, Перпендикулярной оси бревна, ры-i чажную систему 29 и пневмоцилиядр ,:. 30. Каждый из ползунов 26 и 27 снабжен двумя поворотными ролшсами 31, расположенными в вертикальной плоскости симметрично оси бревна, причем пара роликов на ползуне 26 кинематически, посредством цепной передачи 32, связана с электроприводом 33, смонтированном на этом ползуне. Устройство 3 загрузки и выгрузки содержит два механизма, механизм 34 загрузки и механизм 35 выгрузки. Каждый механизм включает раму с наклонно расположенной направляющей 36 для цеяи 37 транспортера, на которой закреплены упоры 38, движение транспортера осуществляется электроприводом 39.. Передвижные части 6 и 7 имеют стыковочный узел, который включает скобу 4О, прикрепленную к части 6 тележки с расположенным под ней пиевмо- шшиндром 41 с толкателем 42, двуплечий рычаг 43, входящий в отверстие скобы 4О и соединенный посредством шарнира 44 С частью 7 тележки, второй конец рычага 43 подпружинен пружиной 45, закрепленной на стержне, который РЕШИМ концом шарнирно соединен с рычагом, а вторым свободно входит в отверстие проушины, жестко закреплейной на раме части 7 тележки. Каждая часть тележки представляет собой раму 46, установленную на катках 47.
Часть 7 тележки снабжена механизмом 48 передвижения, состоящим из электродвигателя, редуктора и цепной передачи.
Дополнительные фрезерные станки 10 установлены на части 7 тележки зеркаль но друг к другу. Каждый из них содержи фрезерную головку, включающую кронштей 49, на вертикально закреплены 4резерный ножевой вал 50 н электродвигатель 51. Вращение от электродвигателя на фрезерный ножевой вал переда(этся посредством клиноременной передачи 52. Фрезерная головка имеет возможность перемещаться по направляющим 53, закрепленньЫ на раме станка, перпендикулярно оси бревна посредством электропривода 54.
Сверлильный станок 11 содержит раму с направляющими 55, две каретки 56, которые имеют возможность перемещаться по направляющим посредством электропривода 57. На каждой каретке установлено несколько сверлильных головок 58 с возможностью перемещения вдоль нее пбфаллельно оси бревна при настройке.для получения заданного расстояния между отверстиями. Каждая сверлильная головка включает сверло, насаженное на вал электродвигателя.
Концевой зажим 12 содержит раму 59 с направляющими 60, два ползуна 61 и электропривод 62, включающий электродвигатель, клиноременную передачу и винтовой механизм.
Круглопильный отрезной станок 13 состоит из балансирного кронштейна 63, пильного диска 64, электродвигателя 65,. станины. 66, гидроцилшздра 67, гидроагрегата 68, плиты 69, соединенной с частью 7 тележки посредством шарнирного соединения 7 О.
Устройство работает следующим образом.
Перед началом работы на сверлш1ь ном станке 11 на заданном расстоянии друг от друга устанавливается в рабочее положение необходимое количество сверлильных головок 58 (по заданному ког личеству отверстий).
Круглопильный отрезной станок 13 устанавливается плоскостью пилы пер певдикулярно к оси бревна ivm под , углом к ней в зависимости от задан ного торцового среза.
После подачи на пульт управления напряжения и сжатого воздуха фреза 14 на фрезерном станке 1 отводится в крайнее заднее и крайнее правое положение, а части 6 и 7 тележки в состыковайном i виде подаются по рельсовому пути 9 при ломощи механизма передвижения 48 на наружный размер изготовляемой опоры.
o
Заготовка с накопителем транспортера подается на наклонно расположенные направляющие 36 двух механизмов загрузки, расположенных по концам подаваемой заготовки. Включаются сишфон5но работающие приводы цепных транспортеров 37 механизмов загрузки, и заготовка на упорах 38 плавно опускается на опорные ролики 4 таким образом, чтобы комлевой частью она упиралась в концевой упор 19 фрезерного станка 1. Затем
0 включаются зажимы 2 и зажимают заготовку, при этом ось последней автоматически располагается вдоль линии центров сверл.
При помощи механизма 16 поперечSной подачи фреза 14 подается на необходимый размер заглубления и механизмом 17- продольной подачи вперед - на необходимую длину обработки. Ограничение хода 4резы осуществляется авто0матически концевыми выключателями. Затем круглопильным отрезным станком 13 производится торцовой рез заготовки. По возвращении пилы ,в исходное положение включаются приводы 57 поперечSной подачи сверлильных головок 58 и двагатель вращения сверл. Возвращение сверлильных головок в исходное положение и отключение электродвигателей осуществляется автоматически.
0
При необходимости фрезерования одной или одновременно двух плоскостей в . вершинной части заготовки части 6 и 7, тележки расстыковываются путем выталкивания толкателем 42, насаженным на . ,
5 шток пн-эвмоиилиндра 41, рычага 43 из зацепления со скобой 40/.
После расцепления частей тележки включается двигатель 51 вращения фрезерного ножевого вала и привод 54 поперечной подачи фрезерной головки на одном или одновременно двух дополнительных фрезерных станках Ю в зависимости от количества фрезеруемых плоскостей.
После углубления фрезы на заданную глубину, фиксируемую конечным выключателем, автоматически включается перемещение вперед части 7 тележки . привсщом, ирн этом удерживаемые . зажимамг ваготоака и часть 6 тележки остаются на месте,а дополнительными фрезершлми станками 1О, установленными на части 7 тележки, фреаеруются в заготовке плоскости необходимой длины. Оракичение хода части 7 тележки осуществляется автоматически концевыми выключателями. Но окончании фрезерования фрезерные головки возвращаются в исходное положение, а часть 7 тележк вскзвращается назад и автоматический состыковывается с частью 6.тележки. При, необходимости обработки заготов ки в других плоскостях производят иоворот ее вокруг оси, С помощью пневмоцилиндра ЗО и ры чажной системы 29 механизма поворота ползуны 26 и 27, сдвигаясь к центру, обжимают заготовку двумя парами повсротных роликов 31 в зафиксированном сцентрированном положении. После этого включается обратной ход зажимов, а затем привод 33 поворота роликов 31. По завершении поворота заготовки на требуемый угол она снова зажимается зажимами, ползуны механизмов поворота разводятся в стороны, и производится необходимая обработка заготовки в повернутом положении. По окончании обработки зажимы 2 разжимаются, и деталь посредством ме ханизмов 35 выгрузки удаляется с ком тшекса. ТехникО -экономическая эффективнос агрегата обуславливается следующим. Выполнение операций торцовки, фрезерювания, сверления на одном конце детали при одной ее установке исключает предварите/шную (йне -агрегата) торцойку детали, перемещение и перекладку на самом агрегате, что сокращает время, трудозатраты, ручной труд и повышает производительность. Осуществление поворота детали механизмом исключает ручной труд, сокращает время, повышае точность обработки. Включение в агрега механизма загрузки и вйполнение его и механизма выгрузки в виде двух цепн транспортеров устраняет ручной труд, повышает производительность и безопас ность работ. Установка концевого зажи ма непосредственно перед 1фуглопильны станком обеспечивает точность обработ надежность работы станка и повьппает безопасность работы. ормула изобретения 1. Агрегат для обработки деревяшсых деталей опор линий электропередач, соержащий неподвижно смонтированный на . основании фрезерный станок с механизмом зажйма и механизмо у| загрузки и выгрузки деталей, установленные на тележке сверяйльный и круглопильный отрезшэй станки с механизмами зажима, загрузки и я 1груэкя и пршршг, о т л и чающийся тем, что, с целью повышения производительности и обеспечения точности обработки деталей, механязмы зажима фрезерного, сверлильного и круглопшгьного отрезного станков снабжены устройствами поворота , а тележка сверлильного к круглопильного отрезного станков снабжена допсшнительными фрезерными станками и концевым зажимом и выполнена в вадё двух соединешшж стыковочным узлом частей, нричем круглоннльный отрезвюй станок, к жцевой зажим, сверлильный и дополнительные (фрезерные станки последовательно расположены на одной части тележки, а механизмы зажима, поворота, зшрулзки и выгрузки - на другой. 2. Агрегат по п. 1, о т л и ч а ющ и и с я тем, что стыковочный узел выполнен в виде смонтированнгбй йа одной части тележки скобы и шарн|фно установленного на другч й части.теяежки подпружи ыешгого двуплечего рычага, гфичем часть тележки со скобой снабжена пневмсв1Ш1ИНдром с толкателем, 3,Агрегат по п. 1, о т л и ч а ющ и и с я тем, что круглопильный отрезной станок установлен на тележке посредством шарнирно закрепленной на ней плиты, щ}ИЧем ось шарнира расположена соосно пильному диску круглопильного отрезного станка. 4.Агрегат по п. 1, о т л и ч а ющ и и с я тем, что механизмы загрузки и выгрузки фрезерного, сверлильного и круглопильного отрезного сташсов вы полнены в виде V - образных цепных транспортеров с упорами, расположенных перпендикулярно продольной оси агрегата Источники информацин, принятые во внимание при экспертизе; 1, Авторское свидетельство СССР К 226123, кл. В 27 С 0/04, 1067. 2. Авторское свидетельство СССР № 411991, кя. В 27 С 9/О4, 1972 (прототип).
В4Г
Фиг.
Фиг,$
Фмв.1
IJ
«V
4/ t
Ss
4f
I
ly
-k-f
.
Фи.З
