формы. Для осуществления способа в устройстве для дозирования шликера патрубок 2 подвода шликера выполнен с возможностью введения в форму и фиксации его конца на заранее заданном расстоянии от основания 33 для форм. Устройство снабжено следящей системой, измерительным преобразователем которой является средство определения расстояния между вводимым концом патрубка 2 и поверхностью шликера, выполненное в виде емкостного датчика 8, а исполнительным устройством является привод 16 вертикального перемещения камеры с патрубком. 2 с. и 2 з,п.ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ откоса избыточного шликера из литейных форм и устройство для его осуществления | 1988 |
|
SU1611742A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| УСТРОЙСТВО И СПОСОБ ДОЗИРОВАННОЙ ПОДАЧИ РАСПЛАВЛЕННОГО МАТЕРИАЛА И ЛИТЕЙНАЯ МАШИНА | 2011 |
|
RU2584197C2 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |
| Смесительное устройство | 1989 |
|
SU1690832A1 |
| ГИДРОПОДКОРМЩИК К СИСТЕМАМ ДИСКРЕТНОГО ПОЛИВА | 2015 |
|
RU2576912C1 |
| СПОСОБ ЛИТЬЯ ПОД ВЫСОКИМ ДАВЛЕНИЕМ САНИТАРНО-ТЕХНИЧЕСКИХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2353512C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2269411C2 |
| СТИРАЛЬНАЯ МАШИНА | 1992 |
|
RU2026908C1 |
| Установка для поения и кормления животных | 1981 |
|
SU1055446A1 |
Изобретение относится к изготовлению изделий методом литья отдозированного Шликер шликера в литейные формы. Целью изобретения является повышение качества отливаемых изделий. Для достижения цели в предложенном способе дозирования шликера в литейные формы патрубок 2 подвода шликера устанавливают в положение заполнения формы, подают шликер в форму, определяют заранее заданный уровень заполнения шликером формы, при достижении которого прекращают подачу шликера. При этом до подачи шликера патрубок вводят в литейную форму и его конец устанавливают на расстоянии 30-60 мм от дна формы, а в процессе заполнения формы патрубок поднимают, при этом поддерживают расстояние между вводимым концом патрубка и поверхностью шликера.которое не превышает первоначальное расстояние между вводимым концом патрубка и дном (Л С Os ел о го о ел 
Изобретение относится к изготовлению керамических изделий методом литья отдо- зированного шликера в литейные формы,
Цель изобретения - повышение качества отливаемых изделий.
Согласно способу дозирования шликера в литейные формы патрубок подвода шликера устанавливают в положение заполнения формы, подают шликер в форму, определяют заранее заданный уровень заполнения шликером формы, при достижении которого прекращают подачу шликера, патрубок вводят в литейную форму и его конец устанавливают на расстоянии 30-60 мм от дна формы, подают шликер, в процессе заполнения формы патрубок поднимают, при этом поддерживают расстояние между вводимым концом патрубка и поверхностью шликера, не превышающим первоначального расстояния между вводимым концом патрубка и дном формы.
Величина расстояния от свободного конца патрубка, вводимого в форму, до дна формы получена экспериментально путем многократного изменения расстояния между вводимым концом патрубка и дном формы.
Устройство для дозирования шликера в литейные формы, содержащее основание для форм, камеру с патрубком для подвода шликера, снабженным запорным клапаном, средство для определения заранее заданного уровня заполнения формы, связанное с запорным клапаном патрубка, привод вертикального перемещения камеры с патрубком, в котором патрубок выполнен с возможностью его введения в форму и фиксация его конца на заранее заданном расстоянии от основания формы, снабжено следящей системой, измерительным преобразователем которой является средство определения расстояния между вводимым концом патрубка и поверхностью шликера, . подаваемого в форму, а исполнительным устройством является привод вертикального перемещения камеры с патрубком.
Средство определения расстояния между вводимым концом патрубка и поверхностью шликера, подаваемого в форму, выполнено в виде емкостного датчика. Емкостной датчик позволяет достаточно просто бесконтактным методом определять расстояние и исключить контакт вводимого конца патрубка с поверхностью шликера и тем самым обеспечить хорошее качество отливаемых изделий.
Средство для определения заранее заданного уровня заполнения формы закреплено по краям отверстия, соосного с патрубком подвода шликера, которое выполнено на лотке, закрепленном на устройстве с возможностью установки его на
форме.
Закрепление средства для определения заранее заданного уровня заполнения формы на лотке, который фиксируется на форме и не опускается с вводимым концом патрубка в форму, позволяет исключить налипание шликера на указанное средство.
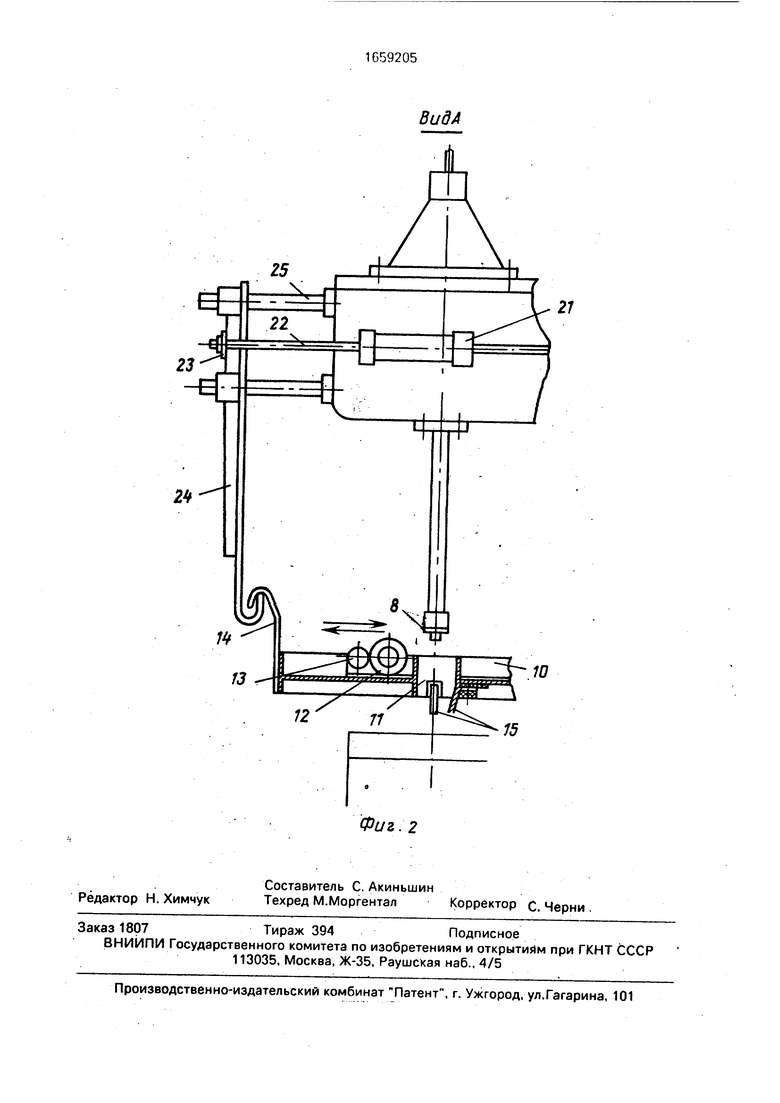
На фиг.1 изображено устройство дозирования шликера в литейные формы; на фиг.2 - вид А на фиг.1.
Устройство для дозирования шликера в
литейные формы содержит камеру 1 для
шликера. К камере 1 присоединен патрубок
2 подвода шликера с запорным клапаном 3,
выполненным в виде конусной насадки, соединенной со штоком 4 с одной стороны и с силовой пружиной 5 с другой. Запорный клапан 3 снабжен электромагнитом 6, управляющим работой штока 4. На конце патрубка 2 установлен наконечник 7, к
которому прикреплен чувствительный элемент бесконтактного емкостного датчика 8, который является средством определения расстояния между наконечником 7 патрубка 2 и поверхностью шликера, подаваемого с
0 форму 9. Устройство оборудовано лотком 10 с соосным патрубку отверстием 11 для прохода патрубка 2, а также зачищающим 12 и отжимным 13 роликами, омываемыми проточной водой. К боковым стенкам лотка 10
5 прикреплены зацепы 14, а на краях отверстий 11 закреплено средство 15 для определения заранее заданного уровня заполнения форм 9, связанное через командоаппарат(не показан)с электромагнитом 6 запорного клапана 3. Указанное средство 15 выполнено в виде проволочных контактов.
Перемещение камеры 1 с патрубком 2 и лотком 10 в вертикальном направлении обеспечивает привод 16, шток 17 которого гибкой связью 18 соединен, например с рамкой 19, связанной с камерой 1 и перемещающейся по вертикальным направляю- щим 20.
Привод 16, являющийся исполнительным устройством следящей системы, через командоаппарат (не показан) связан с чувствительным элементом бесконтактного ем- костного датчика 8, который является измерительным преобразователем следящей системы предложенного устройства для дозирования шликера в литейные формы. Емкостной датчик 8 и блок связи датчи- ка 8 с приводом 16 могут быть выполнены по известным схемам.
Перемещение лотка 10 в горизонтальном направлении обеспечивает привод 21, шток 22 которого через рычаг 23 соединен с кронштейном 24, один конец которого перемещается по горизонтальным направляющим 25, закрепленным на камере 1, а другой конец входит в зацепление с зацепами 14 лотка 10.
В верхней части камеры 1 расположено устройство 26 для вакуумирования шликера и бесконтактный датчик 27 для регулирования уровня заполнения шликером камеры 1. Устройство 26 для вакуумирования шликера состоит из шликероводной трубки 28 с конусными насадками 29, клапаном 30, отражателем 31 и воздухоотводящей трубки 32. Устройство снабжено основанием 3 для форм.
Устройство работает следующим образом.
По сигналу, поступающему от командо- аппарата, включается отсос воздуха wj гер- метично закрытой камеры 1 через воздухоотводящую трубку 32, соединенную с вакуумной линией (не показана). При достижении в камере 1 необходимого разрежения открывается клапан 30 и через шликероводную трубку 28, соединенную с емкостью для шликера (не показана), в камеру начинает засасываться шликер. Струя шликера ударяется в отражатель 31 и стекает по конусным насадкам 29 тонкой пленкой, при этом шликер отдает в разреженное пространство, содержащиеся в нем пузырьки воздуха. Происходит его обезеоздушива- ние, что обеспечивает в дальнейшем получение изделия более качественного по плотности.
Уровень шликера, заполняющего камеру 1, контролируется бесконтактным датчиком 27, работающим, например по принципу изменения электрической емкости воздушной среды между электропроводным шликером и диском датчика 27.
Датчик 27 подает сигнал, по которому производится переключение вакуумной системы на сообщение внутреннего объема камеры 1 с атмосферой. Подача шликера в камеру 1 прекращается, верхняя часть шликероводной трубки 28 закрывается в силу гравитации запорным клапаном 30. Дозатор подготовлен для заливки формы 9 шликером.
По сигналу с командоаппарата, проходящему через блок-контакты (не показаны), регистрирующие наличие формы 9 на основании 33 (на позиции заливки), включается в работу привод 16, и камера 1, связанная с рамкой 19, скользящей по направляющим 20, опускается. Работа привода 16 осуществляется таким образом, что конец патрубка 2 фиксируется на высоте 70-100 мм от основания устройства. Учитывая, что толщина дна формы 9, как правило, 40 мм, при введении патрубка в форму его конец фиксируется на расстоянии 30-60 мм от дна формы 9 (величина Б).
Экспериментально установлено, что при быстром заполнении формы 9 с расстояния, величина которого лежит в указанных пределах, исключается разбрызгивание шликера и залипание шликером выходного отверстия патрубка 2.
Вместе с камерой 1 опускается и лоток 10. При дальнейшем их перемещении лоток 10, достигнув верха формы 9, остается на ней, расцепившись с кронштейном 24. При этом проволочные контакты средства 15 для определения заранее заданного уровня шликера входят в устье формы 9. Окончание опускания камеры 1 фиксируется конечным выключателем (не показан), который передает сигнал на включение электромагнита 6. Электромагнит 6 поднимает шток 4 и конечная насадка 3 выходит из гнезда наконечника 7 патрубка 2. Начинается истечение шликера в форму 9,
Подъем уровня шликера в форме 9 и уменьшение величины Б до 30-20 мм вызывает срабатывание емкостного датчика 8. Порог срабатывания емкостного датчика 8 соответствует зазору, определенному условием исключения контакта между наконечником 7 патрубка 2 и поверхностью шликера. Емкостной датчик 8 передает на командоаппарат сигнал о включении привода 16 на подъем камеры 1 с патрубком 2 для восстановления первоначального расстояния (величины Б) 30-60 мм, при этом сигнал от чувствительного элемента емкостного датчика 8 пропадает и камера 1 с патрубком 2 останавливается. Так повторяется до тех пор, пока уровень шликера в форме 9 не достигнет проволочных контактов средства 15 определения заранее заданного уровня шликера, которые передают на командоап- парат сигнал об отключении электромагнита 6, после чего шток 4 под действием силы тяжести и силовой пружины 5 опускается и конусная насадка 3 закрывает выходное отверстие. Подача шликера прекращается. Одновременно передается сигнал о подъеме камеры 1 с патрубком 2 в крайнее верхнее положение, при этом кронштейны-24 входят в зацепление с зацепами 14 лотка 10 и захватывают его, снимая с форм 9. Конечный выключатель (не показан) включает привод 21. Шток 22 привода 21 через рычаг 23 воздействует на кронштейн 24, который перемещается по горизонтальным направляющим 25, осуществляя перемещение лотка 10 в горизонтальной плоскости вправо. При этом зачищающий ролик 12, касаясь выходного отверстия наконечника 7 патрубка 2, снимает оставшиеся капли шликера. В конце хода лотка 10 конечный выключатель передает на командоаппарат сигнал на реверс привода 21 и лоток 10 возвращается в исходное положение. Затем по сигналу ко- мандоаппарата залитые шликером литейные формы 9 перемещаются на следующую технологическую позицию, а под устройство дозирования шликера подаются новые формы 9, и цикл повторяется
Формула изобретения 1, Способ дозирования шликера в литейные формы, включающий установку заливочного патрубка камеры для шликера в форму, заполнение последней до заданного уровня, от л ича ющийсятем.что, с целью повышения качества отливаемых изделий,
осуществляют введение патрубка внутрь формы на заданное расстояние от дна формы, а выведение его из формы производится по мере заполнения последней при сохранении постоянного расстояния между поверхностью шликера и концом патрубка.
для определения заданного уровня заполнения формы и привод вертикального перемещения камеры, отличающееся тем, что, с целью повышения качества отливаемых изделий, оно снабжено средством для
определения расстояния между вводимым концом патрубка и поверхностью шликера, подаваемого в форму, закрепленным на конце патрубка, и лотком для сбора капель шликера, имеющим центральное отверстие,
в котором расположен патрубок с возможностью его вертикального перемещения.
и поверхностью шликера, подаваемого в форму, выполнено в виде емкостного датчика.
заранее заданного уровня заполнения формы закреплено в выполненном на лотке со- осмого с патрубком подвода шликера отверстии и имеет возможность установки его на форме.
0
п
13
10
15
| Способ определения местоположения центра тяжести области генерации нейтронов в газоразрядной камере с плазменным фокусом | 1988 |
|
SU1584581A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
