Изобретение относится к производству полых керамических изделий методом литья и может быть использовано при проектировании и строительстве новых или модернизации оборудования действующих заводов фарфорово-фаянсовой и майоликовой промышленности.
Известна установка для изготовления керамических изделий методом литья (см. А.С. N950531 (СССР), IPC В 28 В 1/26). Она содержит вертикально-замкнутый конвейер с люльками для форм, привод этого конвейера, дозаторы, отсасывающее устройство, средство управления, выполненное в виде кулачкового распределительного механизма, электрически связанного с приводом конвейера и кинематически с дозаторами и отсасывающим устройством, средство фиксации люлек, установленное под отсасывающим устройством и выполненное в виде подпружиненного рычага, направляющих для люлек, сушильную камеру с коробами тепловентиляционной системы для сушки изделий в формах. Для дополнительной обработки изделий вертикальная секция снабжена переставителем, расположенным над горизонтально-замкнутым конвейером.
Недостатками этой установки являются:
1. Несоответствие кинематической схемы вертикально-замкнутого конвейера теплофизическим параметрам процесса сушки изделий в формах и сушки пустых форм при направленном потоке теплоносителя - горячего воздуха. Это происходит из-за того, что при данной кинематической схеме короба с соплами для интенсивной сушки изделий в формах необходимо располагать над более длинной верхней горизонтальной ветвью сушильной камеры, а короба с соплами для сушки пустых форм необходимо располагать над более короткой нижней горизонтальной ветвью сушильной камеры. Однако для данного режима сушки фактическая длительность процесса сушки пустых форм до восстановления их первоначальной влажности (менее 2%) более чем в 3-4 раза превышает длительность процесса сушки изделий в формах.
Поэтому при заданной производительности установки (время одного рабочего такта) длина сушильной камеры определяется необходимым количеством коробов с соплами для сушки пустых форм, размещаемых над ее более короткой горизонтальной ветвью. При этом короба с соплами для сушки изделий в формах необходимом количестве могут быть размещены лишь над малой частью верхней горизонтальной ветви сушильной камеры, а общая длина вертикально-замкнутого конвейера, а значит и габариты агрегата в целом необоснованно увеличиваются. Также значительно возрастают число люлек, металлоемкость и стоимость изготовления агрегата. Кроме того, из-за увеличения длины сушильной камеры повышается тепловыделение в производственное помещение через ее обшивку.
2. Не предусмотрена автоматическая очистка пустых форм перед их заполнением литьевой массой (шликером). Это приводит к снижению качества отливаемых изделий в виде дефектов на их наружной поверхности из-за накапливания мелких частиц сухой массы и пыли в литьевых формах.
3. Отсутствует механизм подъема и опускания крышек форм. Поэтому нет возможности отливать полые изделия, например чашки, бокалы, пиалы и т.п., с временным технологическим кольцом жесткости и полые изделия бочкообразной формы, так как при работающем переставителе, осуществляющем автоматический выем готовых изделий из форм, не возможен ручной подъем крышек и их возврат на пустую форму.
Задача изобретения - расширение ассортимента и повышение качества изготавливаемых изделий при одновременном уменьшении габаритов и металлоемкости агрегата, снижение стоимости его изготовления и снижение тепловыделения в производственное помещение.
Эта задача решается посредством агрегата с отличительными признаками по пунктам 1, 2 и 3 формулы изобретения.
В соответствии с пунктом 1 в агрегате для изготовления полых керамических изделий методом литья, содержащем вертикально-замкнутый конвейер с люльками для форм, привод, литейную секцию, содержащую дозаторы, отсасывающее устройство, средство для управления, выполненное в виде кулачкового исполнительного и распределительного механизма, электрически связанное с приводом вертикально-замкнутого конвейера и кинематически с дозаторами и отсасывающим устройством, средство фиксации люлек, выполненное в виде подпружиненного штока с роликом, ролика и направляющих для люлек, сушильную камеру, включающую верхнюю и нижнюю горизонтальные ветви вертикально-замкнутого конвейера, короба с соплами тепловентиляционной системы, вертикальную секцию с переставителем, расположенным над горизонтально-замкнутым конвейером для дополнительной обработки изделий, короба с соплами для сушки изделий в формах расположены над нижней горизонтальной ветвью вертикально-замкнутого конвейера в сушильной камере между литейной секцией и вертикальной секцией, а короба с соплами для сушки пустых форм расположены над верхней горизонтальной ветвью вертикально-замкнутого конвейера в сушильной камере по всей ее длине и над нижней горизонтальной ветвью, находящейся над литейной секцией, при этом агрегат снабжен устройством для очистки пустых форм, размещенным в литейной секции перед дозаторами, и механизмом для подъема и опускания крышек форм, размещенным в вертикальной секции на позиции выборки изделий из форм.
В соответствии с пунктом 2 в агрегате для изготовления полых керамических изделий методом литья устройство для очистки пустых форм содержит коллектор с вертикальными патрубками со сменными наконечниками, при этом коллектор расположен на каретке, имеющей возможность вертикального перемещения по направляющим, и соединен гибким шлангом через фильтр и клапан с ресивером вакуумной системы агрегата.
В соответствии с пунктом 3 в агрегате для изготовления полых керамических изделий методом литья механизм для подъема и опускания крышек форм содержит коромысло с гребенкой, при этом коромысло закреплено с возможностью поворота в подшипниках на каретке, имеющей возможность перемещения по вертикальным направляющим.
Расположение коробов с соплами для сушки изделий в формах в сушильной камере над нижней горизонтальной ветвью конвейера между литейной и вертикальной секциями позволяет выполнить минимально возможным расстояние между ними, достаточное для размещения необходимого количества коробов, обеспечивающего гарантированную интенсивную сушку изделий в формах при заданной производительности агрегата.
Расположение коробов с соплами для сушки пустых форм в сушильной камере над верхней горизонтальной ветвью конвейера и над частью нижней горизонтальной ветви над литейной секцией позволяет выполнить минимальные габариты всей сушильной камеры достаточными для размещения необходимого количества коробов, обеспечивающего гарантированную сушку пустых форм до первоначальной влажности перед заливом их шликером. Это также позволяет уменьшить число люлек, снизить металлоемкость и стоимость конвейера.
Устройство для очистки пустых форм дает возможность повысить качество готовых изделий путем автоматической очистки форм непосредственно перед заполнением их шликером.
Наличие механизма подъема и опускания крышек создает возможность отливать изделия с временным технологическим кольцом жесткости, способствующим снижению брака в процессе литья, сушки, первого обжига. При этом исключается деформация края, треск края и т.п. дефекты. При этом также исключаются операции по склейке пары полых изделий перед первым обжигом и отпадает необходимость изготовления и использования бомз при сушке изделий.
Сущность изобретения поясняется чертежами.
Фиг.1 показан общий вид агрегата.
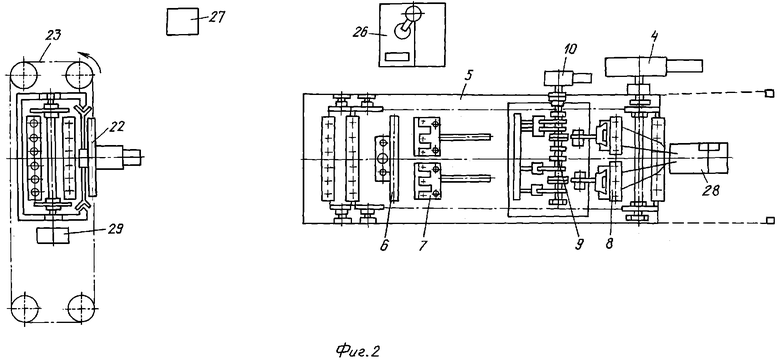
Фиг.2 - разрез А-А фиг.1.
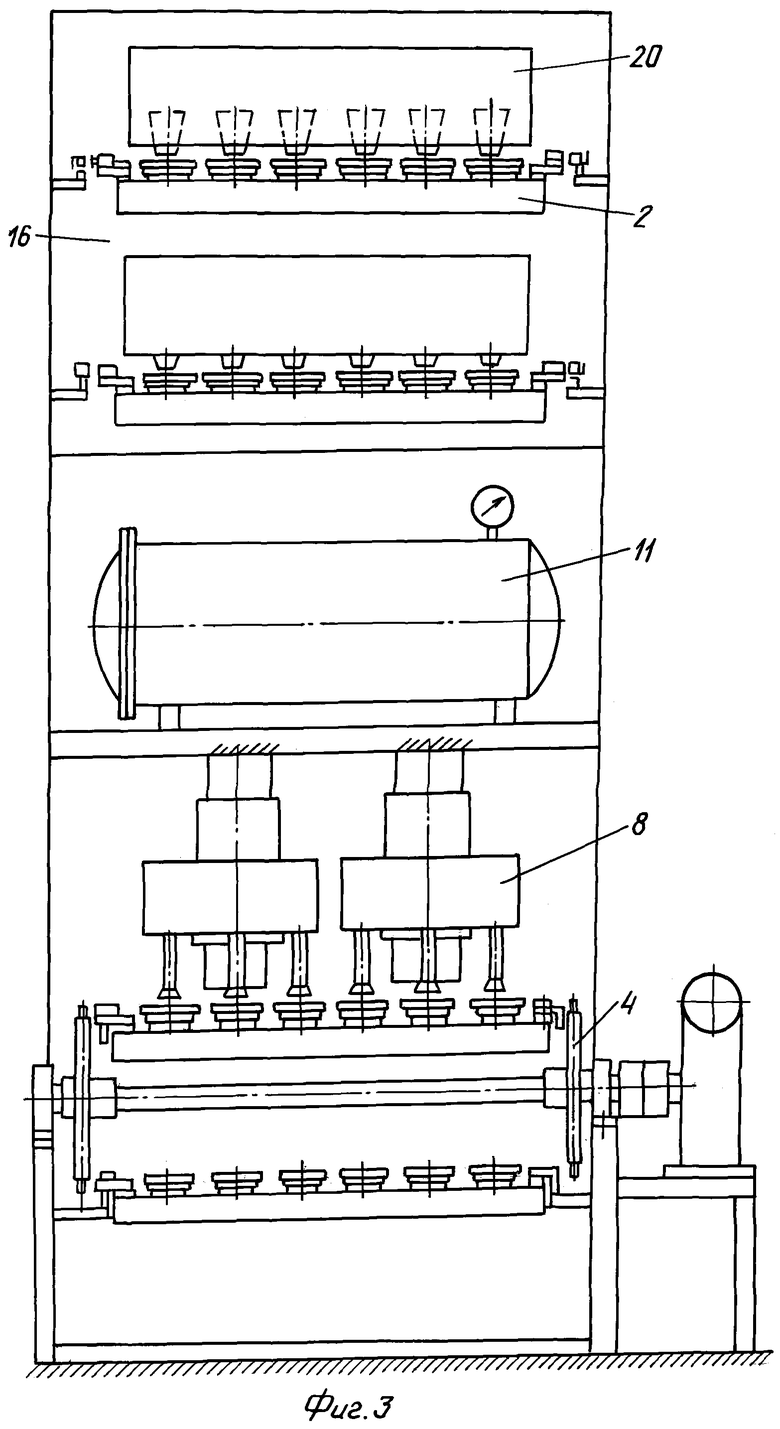
Фиг.3 - разрез В-В фиг.1.
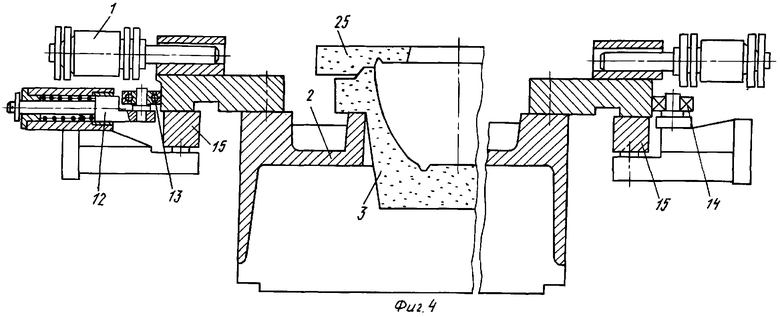
Фиг.4 - устройство фиксации люльки в поперечном направлении.
Фиг.5 - фрагмент установки формы с крышкой на люльке.
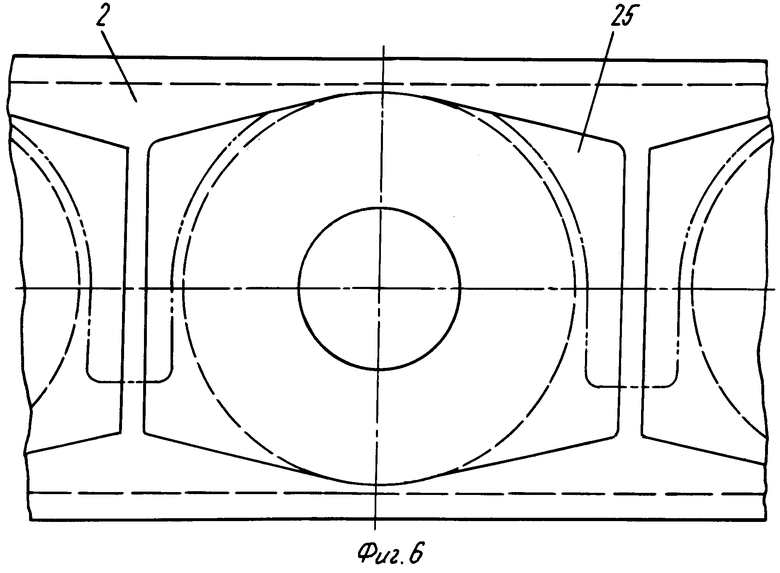
Фиг.6 - вид по стрелке С фиг.5.
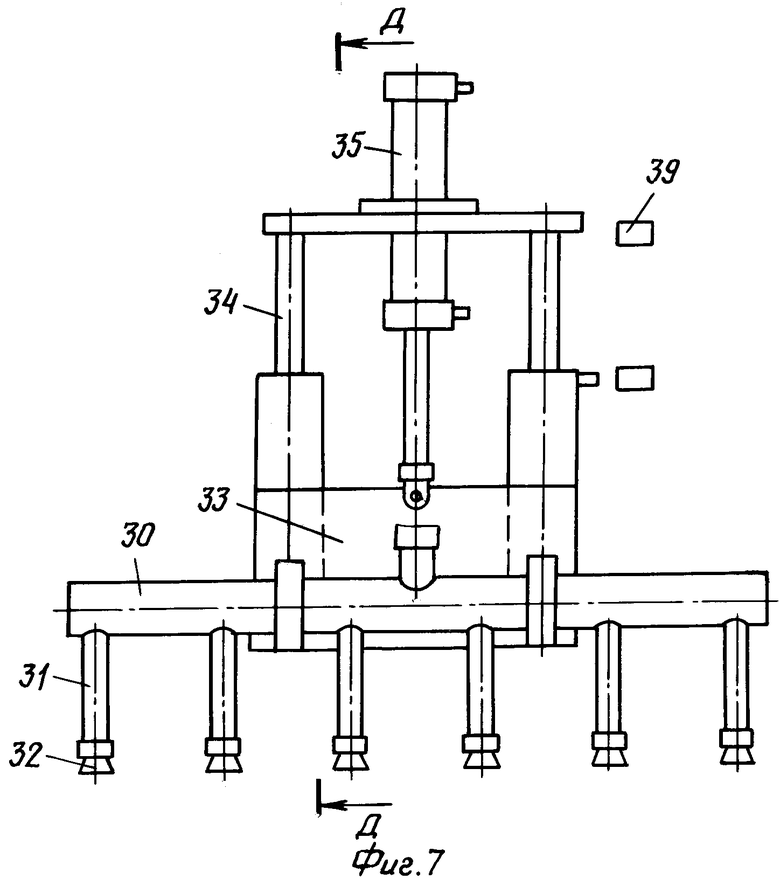
Фиг.7 - главный вид устройства для очистки форм.
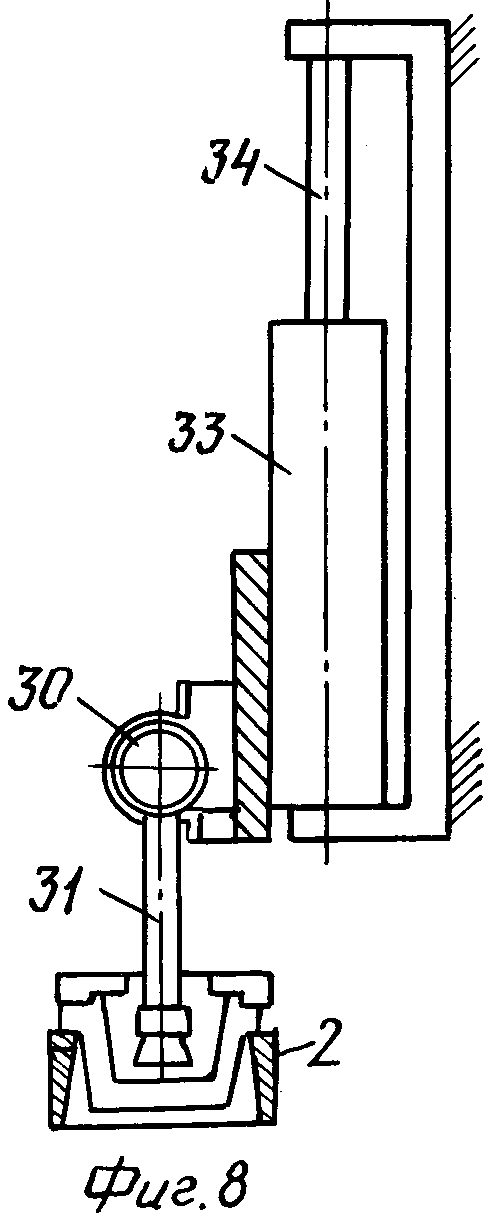
Фиг.8 - разрез D-D фиг.7.
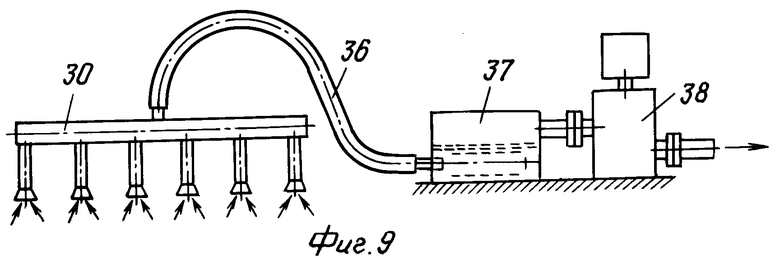
Фиг.9 - схема подключения устройства для очистки форм к ресиверу вакуумной системы.
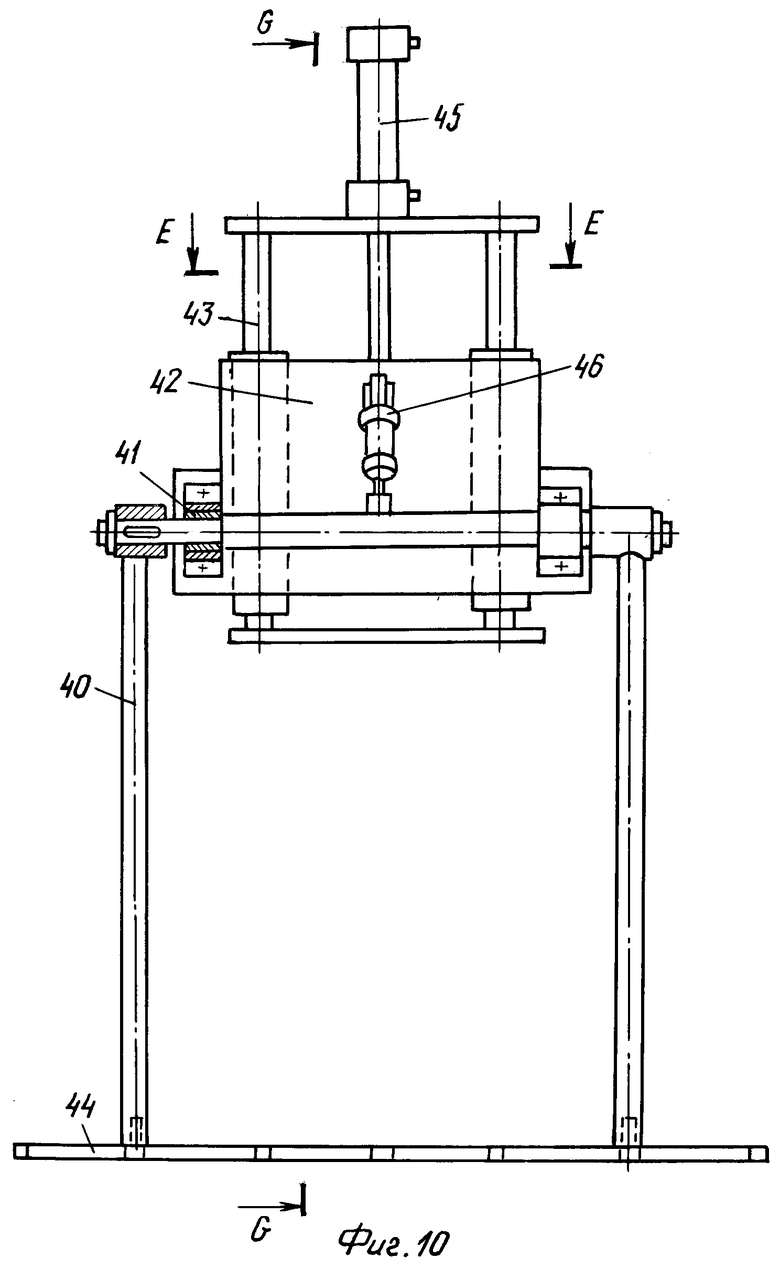
Фиг.10 - главный вид механизма для подъема крышек.
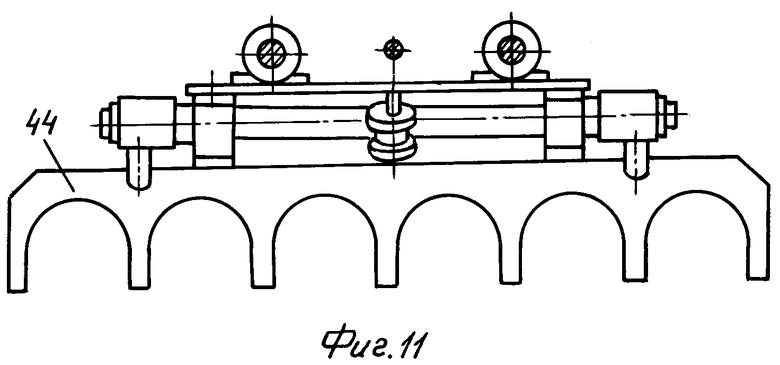
Фиг.11 - разрез Е-Е фиг.10.
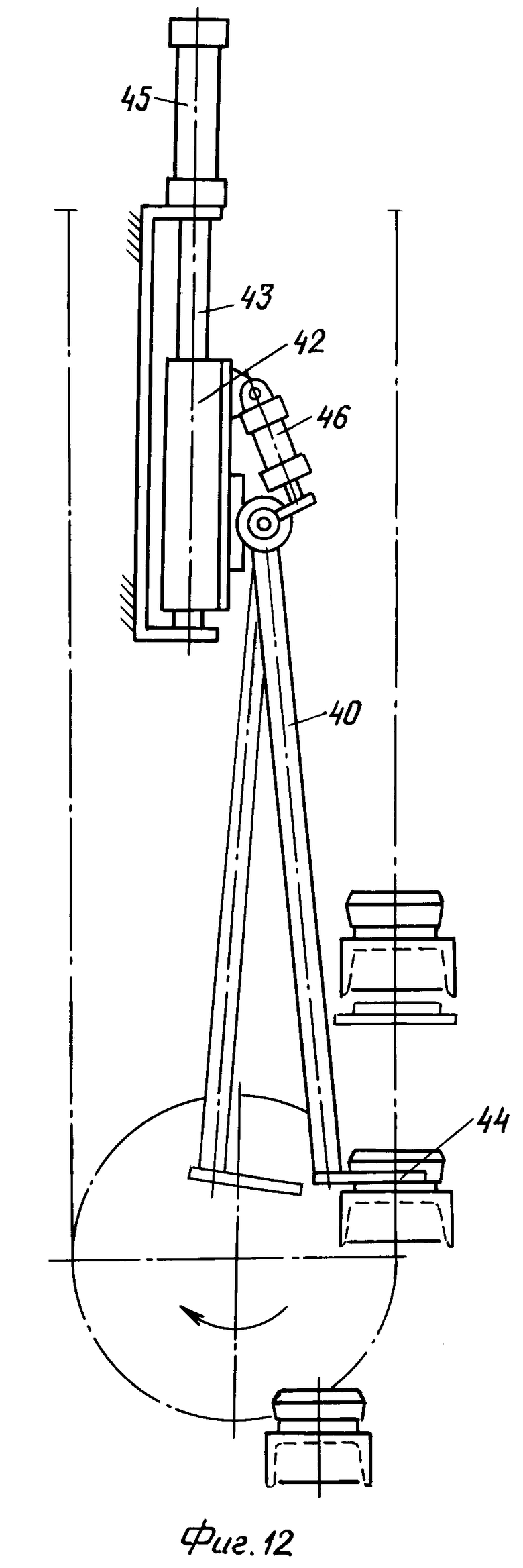
Фиг.12 - разрез G-G фиг.10.
Агрегат для изготовления полых керамических изделий методом литья содержит вертикально-замкнутый конвейер (1) с люльками (2) для форм (3), привод (4) вертикально-замкнутого конвейера (1), литейную секцию (5) с устройством (6) для очистки форм (3), дозаторы (7), отсасывающее устройство (8), средство для управления (9), выполненное в виде кулачкового исполнительного и распределительного механизма. Средство для управления (9) электрически связано с приводом (4) вертикально-замкнутого конвейера (1) и кинематически - с дозаторами (7), отсасывающим устройством (8) и управляющими элементами вакуумной системы агрегата. В состав агрегата также входят привод (10) средства для управления (9), ресивер (II), средство фиксации люлек (2), выполненное в виде подпружиненного штока (12) с роликом (13), упорного ролика (14) и направляющих (15) и установленное под отсасывающим устройством (8). Сушильная камера (16) содержит верхнюю горизонтальную ветвь (17) и нижнюю горизонтальную ветвь (18) вертикально-замкнутого конвейера (1), короба с соплами (19) тепловентиляционной системы для сушки изделий в формах (3), короба с соплами (20) для сушки пустых форм (3). Вертикальная секция (21) снабжена переставителем (22), расположенным над горизонтально-замкнутым конвейером (23), и механизмом (24) подъема и опускания крышек (25) форм (3). В составе агрегата также имеются питатель дозаторов (26), стойка системы числового программного управления (27), бак (28) для сбора шликера, сливаемого из отсасывающего устройства (8), и гидравлическая станция (29). Устройство (6) для очистки форм (3) состоит из коллектора (30) с вертикальными патрубками (31), имеющими сменные наконечники (32). Коллектор (30) закреплен на каретке (33), имеющей возможность перемещения по вертикальным направляющим (34) при воздействии гидроцилиндра (35). Коллектор (30) соединен гибким шлангом (36) с фильтром (37) через клапан (38) с ресивером (11) вакуумной системы. Устройство (6) для очистки форм (3) имеет путевые выключатели (39) для контроля верхнего и нижнего положения каретки (33). Механизм (24) для подъема и опускания крышек (25) состоит из коромысла (40), закрепленного с возможностью поворота в подшипниках (41) на каретке (42), имеющей возможность перемещения по вертикальным направляющим (43). Коромысло (40) снабжено гребенкой (44). Механизм подъема и опускания (24) крышек (25) форм (3) имеет гидроцилиндр (45) для вертикального перемещения каретки (42) и гидроцилиндр (46) для поворота коромысла (40), а также конечные выключатели (47) для контроля крайних положений каретки (42) и коромысла (40).
Агрегат для изготовления полых керамических изделий методом литья работает следующим образом. Вертикально-замкнутый конвейер (1) с люльками (2), несущими формы (3), приводится в прерывистое движение приводом (4), обеспечивающим плавное без рывков движение вертикально-замкнутого конвейера (1) и фиксированную остановку люлек (2) под всеми механизмами агрегата и соплами коробов (19) и (20) тепловентиляционной системы. Одновременно привод (10) осуществляет беспрерывное вращение вала кулачкового распределительного механизма средства для управления (9), управляющего работой переключающих клапанов вакуумной системы устройства для очистки форм (6), дозаторов (7), отсасывающего устройства (8) и питателя дозаторов (26). Кроме того, средство для управления (9) осуществляет с помощью кулачковых коромысловых механизмов открытие и закрытие клапанов дозаторов (7) и вертикальное перемещение кареток с бачками отсасывающего устройства (8).
При движения вертикально-замкнутого конвейера (1) люлька (2) с сухими пустыми формами (3) опускается по вертикальной ветви литейной секции (5), переходит на ее горизонтальный верхний участок и останавливается под устройством (6) для очистки форм (3). При этом люлька (2) станет опираться своими боковыми полозками на горизонтальные направляющие (15), а ролики цепей вертикально-замкнутого конвейера (1) не имеют на этом участке направляющих опор и звенья цепей поддерживаются люльками (2). При нахождении люльки (2) на этой позиции устройство (6) для очистки форм (3) отсасывает с их донышек мелкие сухие частицы массы и пыли. На следующем такте движения вертикально-замкнутого конвейера (1) люлька (2) перемещается на один шаг и останавливается под дозаторами (7). Дозаторы (7) заливают дозы шликера в каждую форму (3) люльки (2). Далее, при последующих тактах работы агрегата люлька (2) с заполненными шликером формами (3) перемещается до позиции под отсасывающим устройством (8). За этот период времени происходит набор черепа изделия до заданной толщины. Отбор избыточного шликера из форм (3) осуществляется отсасывающим устройством (8) во время остановки люльки (2) под ним. Фиксация люльки (2) в поперечном направлении производится при подходе ее на эту позицию при помощи подпружиненного штока (12) с роликом (13) и упорного ролика (14). Фиксация люльки (2) в продольном, по ходу конвейера, направлении обеспечивается размещением отсасывающего устройства (8) в самом начале приводной ветви вертикально-замкнутого конвейера (1). Фиксация люльки (2) в вертикальном направлении обеспечивается тем, что опорная плоскость боковых полозков люльки (2) совпадает с опорной плоскостью форм (3) и плоскостью горизонтальных направляющих (15). Далее люлька (2) с формами (3) поступает на нижнюю горизонтальную ветвь литейной секции (5). При перемещении люлек по этой ветви происходит оформление дна изделия, поэтому люлька (2) также опирается своими боковыми полозками на горизонтальные направляющие (15).
Затем, после подъема по вертикальной ветви вертикально-замкнутого конвейера (1) в литейной секции (5), люлька (2) поступает на нижнюю ветвь (18) сушильной камеры (16), при прохождении которой происходит интенсивная сушка изделий в формах (3), так как при остановках вертикально-замкнутого конвейера (1) изделия в формах (3) омываются направленными потоками теплоносителя - горячего воздуха, истекающего из сопел коробов (19) тепловентиляционной системы. После выхода из сушильной камеры (16) люлька (2) опускается в вертикальной секции (21) и поступает на позицию выборки изделий из форм (3). Во время пребывания люльки (2) на этой позиции механизм (24) подъема и опускания крышек (25) с форм (3) первоначально поднимает одновременно крышки всех форм (3), находящихся на люльке (2), и удерживает их в верхнем положении. Переставитель (22) осуществляет выем подсушенных изделий из форм (3), перенос их в горизонтальной плоскости и установку их в патроны горизонтально-замкнутого конвейера (23), транспортирующего изделия для дальнейшей обработки. После удаления изделий из форм (3) крышки (25) возвращаются на эти формы механизмом (24).
Далее люлька (2) с пустыми формами (3) после подъема в вертикальной секции (21) поступает в сушильную камеру (16) и перемещается по верхней (17) горизонтальной ветви и затем по правой части нижней (18) горизонтальной ветви. При этом происходит интенсивная сушка форм (3) при остановах вертикально-замкнутого конвейера (1), когда люлька (2) с формами (3) находится под соплами коробов (20). После этого люлька (2) с формами (3) опускается вниз в литейной секции (5) и выходит на ее верхний горизонтальный участок цепной трассы на позицию очистки форм (3). Далее начинается следующий рабочий цикл для данной люльки (3).
Устройство (6) для очистки форм (3) работает следующим образом. После остановки люльки (2) с формами (3) на позиции очистки форм гидроцилиндр (35) опускает каретку (33) с коллектором (30) в крайнее нижнее положение. При этом вертикальные патрубки (31) коллектора (30) входят во внутрь форм (3) и расстояние между торцами сменных наконечников (32) и донышками форм (3) достигает заданной величины. Далее срабатывает привод клапана (38) и коллектор (30) соединяется через гибкий шланг (36) и фильтр (37) с ресивером (11) вакуумной системы. Частицы пыли и сухой массы, находящиеся в некоторых формах (3), уносятся потоками засасываемого воздуха и оседают в фильтре (37). Через несколько секунд (около 2-3 сек.) клапан (38) отсоединяет коллектор (30) от ресивера (11) и гидроцилиндр (35) поднимает каретку (33) с коллектором (30) в верхнее положение, когда вертикальные патрубки (31) с наконечниками (32) выводятся полностью из форм (3).
Механизм (24) подъема и опускания крышек (25) форм (3) работает следующим образом. В исходном положении механизма каретка (42) с коромыслом (40) находится в крайнем нижнем положении, а коромысло (40) с гребенкой (44) в крайнем левом положении. После остановки люльки (2) с формами (3) на позиции выема подсушенных изделий из форм срабатывает гидроцилиндр (46), поворачивая коромысло (40) в крайнее правое положение. При этом зубья гребенки (44) подводятся под выступающие за формы (3) части крышек (25) (см. фигуры 4, 5, 6 и 12). Далее гидроцилиндр (45) поднимает каретку (42) с коромыслом (40) по вертикальным направляющим (43) в крайнее верхнее положение. При этом гребенка (44) подхватывает одновременно крышки (25) всех форм (3), находящихся на люльке (2). В таком положении крышки (25) удерживаются механизмом (24) до тех пор, пока переставитель (22) не осуществит выем всех готовых изделий из форм (3) и перенос их к горизонтально-замкнутому конвейеру (23). Далее гидроцилиндр (45) опускает каретку (42) с коромыслом (40) в крайнее нижнее положение и крышки (25) возвращаются на формы (3). Затем гидроцилиндр (46) возвращает коромысло (40) в крайнее левое положение, создавая возможность последующего опускания люльки (2) вниз при движении вертикально-замкнутого конвейера (1).
Агрегат для изготовления полых керамических изделий методом литья позволяет производить массовый (поточный, конвейерный) выпуск большого ассортимента полых изделий (чашки, бокалы, пиалы и т.п.) с высокой производительностью, достигающей 1200 изделий в час, т.е. 1,5-3,0 миллионов изделий в год. При этом обеспечивается получение высококачественных изделий с улучшенными эстетическими свойствами, например с волнистым краем, имеющими форму, отличную от тел вращения, тонкостенных изделий, которые невозможно производить на известных литьевых агрегатах и автоматических линиях, основанных на методе формовки изделий. Агрегат имеет возможность производить одновременно до шести различных фасонов изделий и быстро перестраиваться при изменении технологических параметров шликера. Это позволяет существенно расширить ассортимент изделий с одновременным снижением количества бракованных изделий в процессе производства.
Предлагаемый агрегат имеет меньшие габариты и металлоемкость, а также значительно меньшую стоимость изготовления по сравнению с известными формовочными агрегатами. Он также позволяет существенно снизить себестоимость выпуска готовых изделий, так как в нем:
- отпадает необходимость калибровки форм;
- снижаются требования к механической прочности форм, что позволяет уменьшить толщину их стенок, снизить их массу и расход материала, например гипса, на их изготовление;
- исключаются производственные расходы на транспортировку формовочной массы к линиям формовки и возврат обрезков массы к местам их роспуска, обогащения и переработки;
- шликер подается к агрегату насосами по трубопроводу и полностью потребляется, так как шликер обратного слива засасывается вакуумной системой непосредственно на агрегате и сразу подается в питатель дозаторов для дальнейшего использования;
- стоимость изготовления шликера для литья меньше стоимости формовочной массы, используемой в известных агрегатах.
Таким образом, использование предлагаемого агрегата позволяет достигать существенной экономической выгоды, так как при снижении его материалоемкости и энергопотребления растет его производительность, снижается себестоимость выпускаемых изделий, улучшается их качество, возрастает их ассортимент и художественно-эстетический уровень. Последнее дает возможность увеличения оптовых и розничных цен готовых изделий, что обеспечивает дополнительную выгоду для их производителя и создает реальные условия для окупаемости капитальных затрат на изготовление, монтаж и запуск в работу агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| ТЯГОВЫЙ ЭЛЕМЕНТ С ГРУЗОНОСИТЕЛЯМИ ДЛЯ ДВУХЦЕПНОГО ВЕРТИКАЛЬНО-ЗАМКНУТОГО КОНВЕЙЕРА | 2002 |
|
RU2280603C2 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| Линия для изготовления полых керамических изделий методом литья | 1986 |
|
SU1418041A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Устройство для сушки изделий | 1975 |
|
SU555878A1 |
| ЛИНИЯ ФОРМОВКИ И СУШКИ ФАРФОРО-ФАЯНСОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2040400C1 |
| Агрегат для изготовления керамических изделий методом литья | 1984 |
|
SU1229042A1 |
| Установка для сушки штучных изделий | 1985 |
|
SU1273708A1 |
| Способ обработки внутренних поверхностей хлебопекарных форм и линия для обработки внутренних поверхностей хлебопекарных форм | 1981 |
|
SU1178379A1 |

Изобретение относится к производству полых керамических изделий методом литья и может быть использовано при проектировании и строительстве новых или модернизации оборудования действующих заводов фарфорово-фаянсовой и майоликовой промышленности. Техническим результатом изобретения является расширение ассортимента и повышение качества изготавливаемых изделий при одновременном уменьшении габаритов и металлоемкости агрегата, снижение стоимости его изготовления и снижение тепловыделения в производственное помещение. Агрегат для изготовления полых керамических изделий методом литья содержит вертикально-замкнутый конвейер с люльками для форм, привод, литейную секцию, содержащую дозаторы, отсасывающее устройство, средство для управления, выполненное в виде кулачкового исполнительного и распределительного механизма, электрически связанное с приводом вертикально-замкнутого конвейера и кинематически - с дозаторами и отсасывающим устройством. А также средство фиксации люлек, выполненное в виде подпружиненного штока с роликом, ролика и направляющих для люлек, сушильную камеру, включающую верхнюю и нижнюю горизонтальные ветви вертикально-замкнутого конвейера, и короба с соплами тепловентиляционной системы, вертикальную секцию с переставителем, расположенным над горизонтально-замкнутым конвейером для дополнительной обработки изделий. Короба с соплами для сушки изделий в формах расположены над нижней горизонтальной ветвью вертикально-замкнутого конвейера в сушильной камере между литейной секцией и вертикальной секцией, а короба с соплами для сушки пустых форм расположены над верхней горизонтальной ветвью вертикально-замкнутого конвейера в сушильной камере по всей ее длине и над нижней горизонтальной ветвью, находящейся над литейной секцией. Также агрегат снабжен устройством для очистки пустых форм, размещенным в литейной секции перед дозаторами, и механизмом для подъема и опускания крышек форм, размещенным в вертикальной секции на позиции выборки изделий из форм. Причем устройство для очистки пустых форм содержит коллектор с вертикальными патрубками со сменными наконечниками, расположенный на каретке, имеющей возможность вертикального перемещения по направляющим и соединенный гибким шлангом через фильтр и клапан с ресивером вакуумной системы агрегата. А механизм для подъема и опускания крышек форм содержит коромысло с гребенкой, закрепленное с возможностью поворота в подшипниках на каретке, имеющей возможность перемещения по вертикальным направляющим. 2 з.п. ф-лы, 12 ил.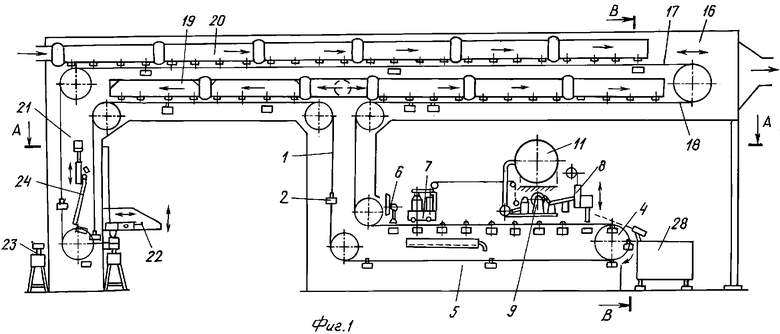
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Устройство для изготовления керамических изделий | 1946 |
|
SU69929A1 |
| Установка для изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU971081A3 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |

