I Изобретение относится к фарфоро- I фаянсовой промышленности, а именно к I способам и устройствам отсоса избы- I точного шликера из литейных форм I при изготовлении керамических изде- ЛИЙ преимущественно сложной формы : сервизного ассортимента.
; Целью изобретения является повы- I шение качества отливаемых изделий
сложной формы сервизного ассортимент ; путем устранения образования натеков на внутренних стенках изделий.
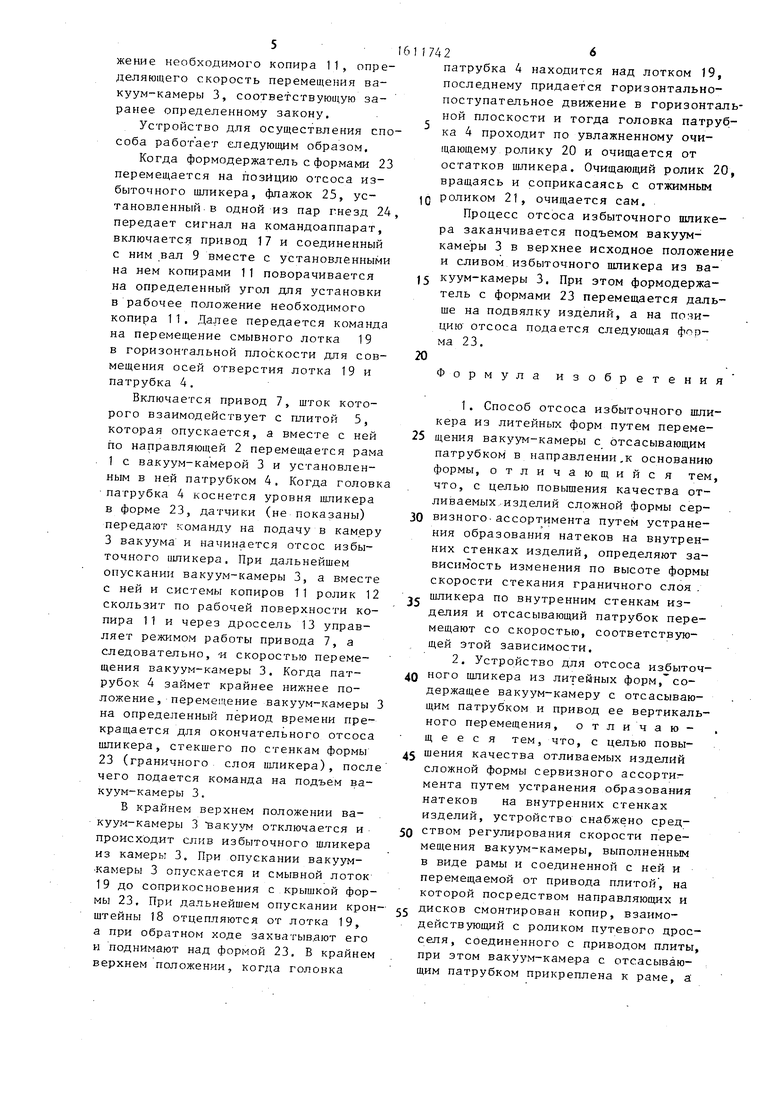
На фиг.1 схематично представлено устройство отсоса избыточного шликера из формы, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фи г. 1 .
. Способ отсоса избыточного ишикера из литейных форм осуществляют путем перемещения вакуум-камеры с отсасывающим патрубком в направлении к основанию формы, определяют зависимость изменения по высоте формы скорости. стекания граничного слоя шликера по внутренним стенкам изделия, образованного в литейной форме, и отсасывающий патрубок перемещают со скоростью, соответствующей этой зависимости.
Устройство отсоса избыточного шликера с.одержит раму 1 , перемещающуюся по направляющим 2. На раме 1 жестко крепятся с одной стороны вакуум-камера 3 с отсасывающим патрубком 4, а :с другой плита 5, связанная со што0 ком 6 привода 7. В подшипниковых опорах 8 плиты 5 установлен вал 9 с закрепленными на нем дисками 10. В последних закреплены копиры 1|, количество которых соответствует количеству типоразмеров изготавливаемых изделий. Рабочая поверхность каждог:о копира 11 построена по известной методике построения рабочей поверхности кулака в кулачковом меха- 0 низме и соответствует закону изменения по высоте формы скорости стекания граничного слоя шликера для каждого типоразмера изделия, который определяется экспериментально, 5 При работе устройст ва рабочая поверхность копира 11 взаимодействует с роликом 12 путевого дросселя 13, являющимся средством регулирования скорости привода 7 и соответственно 0 скорости перемещения вакуум-камеры 3 с патрубком отсоса 4.
На конце вала 9 для фиксации соответствующего копира 11 установлен диск 14, взаимодействующий с роли- 5 ком 15, установленным на подпружиненном рычаге 16, Замена копира Г осуществляется поворотом вала 9 индивидуальным приводом 17.
Для зачистки наконечника патруб- 0 ка 4 от налипшего шликера к вакуум- камере 3 на кронщтейнах 18 крепится смывной лоток 19 с очищающим 20 и отжимным 21 роликами. На рамном основании 22 формодержателя для каждого ти- 5 поразмера форм 23- смонтирована система парных гнезд 24 для флажка 25, для замыкания электроцепи, передающей сигнал на командоапп арат (не показан) , на установку в рабочее поло5
жение необходимого копира 11, определяющего скорость перемещения вакуум-камеры 3, соответствующую заранее определенному закону.
Устройство для осуществления спсоба работает следующим образом.
Когда Формодержатель с формами 2 перемещается на позицию отсоса избыточного шликера, фпажок 25, ус- тановленньш-в одной из пар гнезд 2 передает сигнал на командоаппарат, включается привод 17 и соединенный с ним вал 9 вместе с установленным на нем копирами 11 поворачивается на определенный угол для установки в рабочее положение необходимого копира 11. Далее передается команда на перемещение смывного лотка 19 в горизонтальной плоскости для совмещения осей отверстия лотка 19 и патрубка 4.
Включается привод 7, шток которого взаимодействует с плитой 5, которая опускается, а вместе с ней по направляющей 2 перемещается рама 1 с вакуум-камерой 3 и установленным в ней патрубком 4. Когда головк патрубка 4 коснется уровня шликера в форме 23, датчики (не показаны) передают команду на подачу в камеру 3 вакуума и начинается отсос избыточного ишикера. При дальнейшем опускании вакуум-камеры 3, а вместе с ней и системы копиров 11 ролик 12 скользит по рабочей поверхности копира 11 и через дроссель 13 управляет режимом работы привода 7, а следоватепьно, -и скоростью перемещения вакуум-камеры 3. Когда патрубок 4 займет крайнее нижнее положение, перемещение вакуум-камеры 3 на определенный период времени прекращается для окончательного отсоса ишикера, стекшего по стенкам формы 23 (граничного слоя ишикера), после чего подается команда на подъем вакуум-камеры 3.
В крайнем верхнем положении вакуум-камеры 3 тзакуум отключается и происходит слив избыточного шликера из камеры 3. При опускании вакуум- камеры 3 опускается и смывной лоток 19 до соприкосновения с крышкой формы 23, При дальнейшем опускании кронштейны 18 отцепляются от лотка 19 а при обратном ходе захватывают его и поднимают над формой 23, В крайнем верхнем положении, когда головка
1174 26
патрубка 4 находится над лотком 19, последнему придается горизонтально- поступательное движение в горизонталь ной плоскости и тогда головка патрубка 4 проходит по увлажненному очищающему ролику 20 и очищается от остатков шликера. Очищающий ролик 20, вращаясь и соприкасаясь с отжимным )Q роликом 21, очищается сам.
Процесс отсоса избыточного шликера заканчивается подъемом вакуум- камеры 3 в верхнее исходное положение и сливом избыточного шликера из ваJ5 куум-камеры 3. При этом формодержа- тель с формами 23 перемещается дальше на подвялку изделий, а на позицию отсоса подается следующая фоп- ма 23,
20
Формула изобретения
1. Способ отсоса избыточного шликера из литейных форм путем переме- 25 щения вакуум-камеры с отсасывающим патрубком в направлении,к основанию формы, отличающийся тем, что, с целью повышения качества отливаемых,-изделий сложной формы сер- 30 визного.ассортимента путем устранения образования натеков на внутренних стенках изделий, определяют за- висимЪсть изменения по высоте формы скорости стекания граничного слоя . J5 шликера по внутренним стенкам изделия и отсасывающий патрубок перемещают со скоростью, соответствую- щей этой зависимости.
2. Устройство для отсоса избыточ- 40 ного ишикера из литейных форм,содержащее вакуум-камеру с отсасывающим патрубком и привод ее вертикального перемещения, отличающееся тем, что, с целью повы- 45 шения качества отливаемых изделий сложной формы сервизного ассортимента путем устранения образования натеков на внутренних стенках изделий, устройство снабжено сред- 0 ством регулирования скорости перемещения вакуум-камеры, выполненным в виде рамы и соединенной с ней и перемещаемой от привода плитой, на которой посредством направляющих и 5 дисков смонтирован копир, взаимодействующий с роликом путевого дросселя, соединенного с приводом плиты, при этом вакуум-камера с отсасывающим патрубком прикреплена к раме, а
njoBepxHocTb копира выполнена про- (1 ильной, соответствующей кривой зависимости изменения по высоте формы
скорости отекания граничного слоя шликера по внутренним стенкам изде- |Лия, образованного в литейной форме,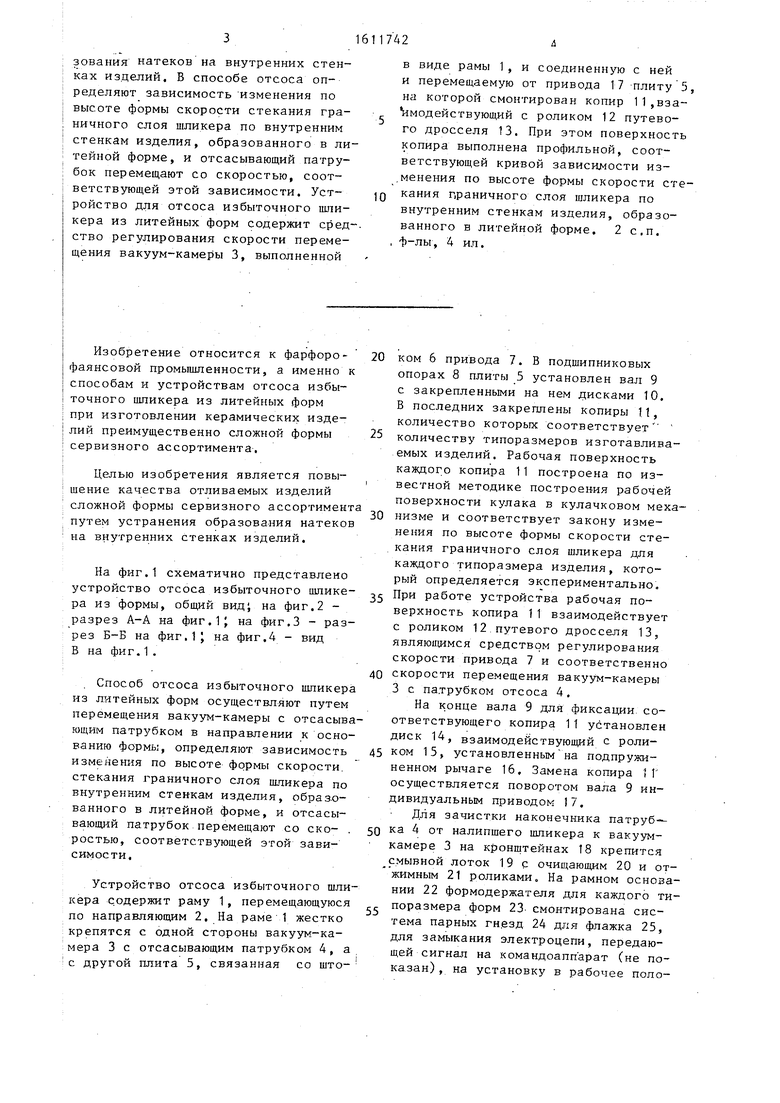
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Способ дозирования шликера в литейные формы и устройство для его осуществления | 1988 |
|
SU1659205A1 |
| РАЗБОРНАЯ ФОРМА ДЛЯ ОДНОВРЕМЕННОЙ ОТЛИВКИ НЕСКОЛЬКИХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ПОД ВАКУУМОМ | 1946 |
|
SU69492A1 |
| Способ шликерного литья керамических изделий | 1988 |
|
SU1595644A1 |
| УСТРОЙСТВО для ОТСАСЫВАНИЯ ИЗБЫТОЧНОГО ШЛИКЕРА ИЗ ФОРМ ПРИ ЛИТЬЕ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1970 |
|
SU284901A1 |
| Устройство для отсоса шликера из форм | 1980 |
|
SU1033329A1 |
| УСТРОЙСТВО для литья полых КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU327062A1 |
| Шликер для изготовления вакуумплотных огнеупорных изделий | 1985 |
|
SU1268547A1 |
| Способ изготовления литейных форм из сырого формовочного песка и устройство для его осуществления | 1986 |
|
SU1422987A3 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
Изобретение относится к фарфоро-фаянсовой промышленности, а именно к способам и устройствам отсоса избыточного шликера из литейных форм при изготовлении керамических изделий преимущественно сложной формы сервизного ассортимента. Цель изобретения - повышение качества отливаемых изделий сложной формы сервизного ассортимента путем устранения образования натеков на внутренних стенках изделий. В способе отсоса определяют зависимость изменения по высоте формы скорости стекания граничного слоя шликера по внутренним стенках изделия, образованного в литейной форме, и отсасывающий патрубок перемещают со скоростью, соответствующей этой зависимости. Устройство для отсоса избыточного шликера из литейных форм содержит средство регулирования скорости перемещения вакуум-камеры 3, выполненной в виде рамы 1, и соединенную с ней и перемещаемую от привода 17 плиту 5, на которой смонтирован копир 11, взаимодействующий с роликом 12 путевого дросселя 13. При этом поверхность копира выполнена профильной, соответствующей кривой зависимости изменения по высоте формы скорости стекания граничного слоя шликера по внутренним стенкам изделия, образованного в литейной форме. 2 с.п.ф-лы, 4 ил.
А А
15
Фиг. г
25 Фи2.1/
| Устройство для отсоса шликера из форм | 1980 |
|
SU1033329A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
