Изобретение относится к станкостроению, в частности к устройствам для направ- ления режущего инструмента при обработке отверстий малого диаметра на глубину более десяти диаметров, и может быть широко использовано при обработке глубоких отверстий в деталях с пермычка- ми, например, в рабочих колесах шаровых турбин.
Цель изобретения - повышение точности обработки отверстий малого диаметра в деталях с перемычками за счет обеспечения дополнительного направления инструменту.
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
. Устройство (фиг.1) содержит кондукторную плиту 1, в которой установлены кондукторные втулки 2 по числу отверстий, обрабатываемых в детали 3, держатель 4, представляющий собой дополнительную кондукторную плиту с элементами его монтажа и демонтажа, выполненными в виде ручек 5. В держателе 4 на одной оси размещены кондукторные втулки 6 (фиг.2), в частности в количестве пяти групп с отверстием одного размера. Любая пара из указанных втулок может быть использована для установки установочных штифтов, размещаемых в отверстиях втулок 2 и 6. Держатель 4 кондукторных втулок б выполнен гребенчатой формы (фиг.1 и 3), при этом толщина каждой гребенки выполнена меньше расстояния между перемычками в обрабатывамой детали, а длина кондукторных втулок б равна этому расстоянию. При этом последние размещены в гребнях держателя в каленных втулках 8 по подвижной посадке и имеют со стороны торцев на своей наружной поверхности скосы под углом, большим угла самоторможения. Конструктивно предусмотрено размещение указанных втулок в пазах между перемычками с наименьшим зазором, соответствующим подвижной посадке. С целью предохранения втулок 6 от разворота в них выполнен паз, в котором установлен палец 9. Длина данного паза выбирается из условия обеспечения надлежащего осевого смещения втулок в каждом пазу между перемычками при центрировании держателя с кондукторной плитой. Для фиксирования держателя в определенной позиции предусмотрен зажимной элемент, выполненный в виде размещенных в нем винтов 10 с шарнирно установленной на их концах пятой 11.
Устройство работает следующим образом.
Перед началом процесса обработки отверстий кондукторная плита 1 устанавливается на обрабатываемой детали 3 и жестко закрепляется на ней. Затем производят обработку отверстий по кондукторной плите на глубину, меньшую трех-пяти диаметров режущего инструмента. Затем в пазы детали 3 заводят держатель 4, и с помощью установочных штифтов 7, размещаемых в
двух отверстиях втулок 2 и 6, устанавливают его в первую позицию обработки, центрируя с кондукторной плитой 1. После этого держатель фиксируют в данном положении винтами 10. Затем производят окончательную обработку отверстий на полную глубину, ориентиру инструмент по трем свободным от установочных штифтов 7 втулкам 2. После обработки указанных отверстий штифты 7 устанавливают по оси уже
обработанных отверстий и производят обработку в оси освобожденных от штифтов отверстий. Затем держатель 4 раскрепляют от воздействия зажимного винта 10, штифты 7 демонтируют и производят сдвиг
держателя по круговой траектории вокруг оси обрабатываемой детали на вторую пози-. цию обработки следующих пяти отверстий. Далее описанные операции повторяются. Формула изобретения
Устройство для сверления, содержащее кондукторную плиту с установленными в ней по крайней мере двумя двумя кондукторными втулками и фиксирующий элемент, отличающееся тем, что, с целью
повышения точности обработки отверстий малого диаметра в деталях с перемычками, устройство снабжено дополнительной плитой гребенчатой формы с фиксирующим элементом, при этом в каждой гребенке дополнительной плиты расположены по крайней мере две кондукторные втулки, устройство также снабжено установочным штифтом, предназначенным для обеспечения соосности кондукторных втулок кондукторной и
дополнительной плит при установке, при этом кондукторные втулки дополнительной кондукторной плиты устновлены с возможностью смещения вдоль своей оси, а на их обоих торцах выполнены скосы под углом,
большим угла самоторможения.
ВидА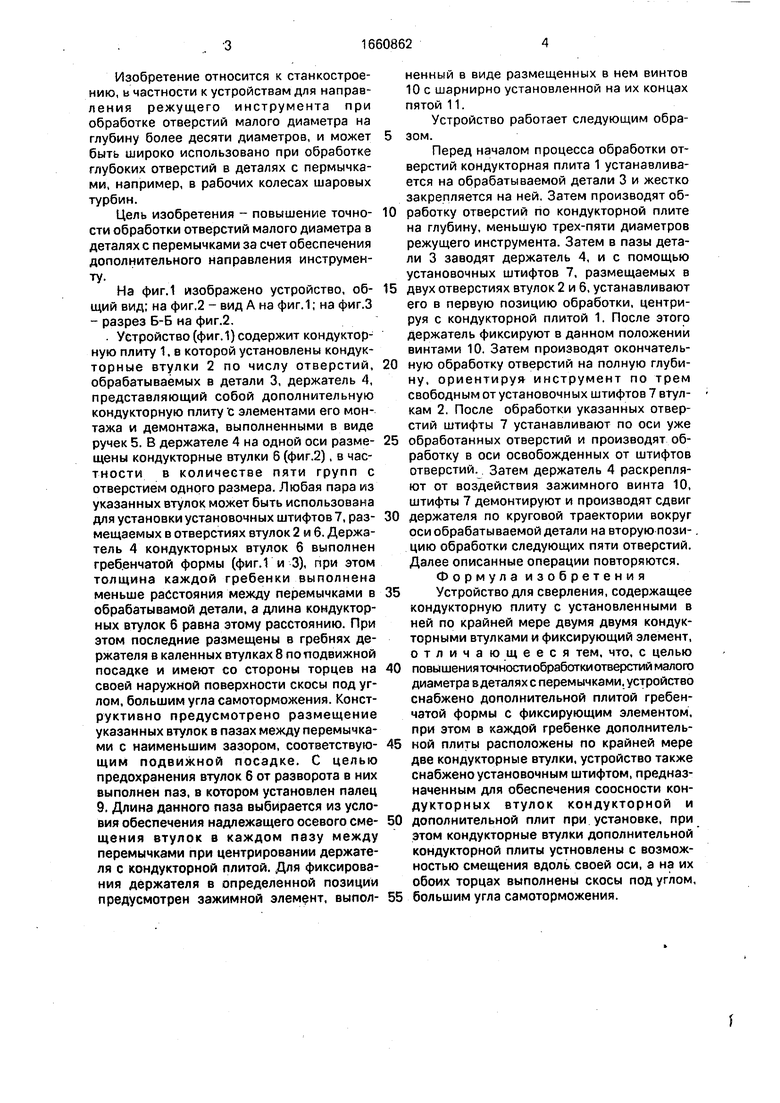
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| Устройство для сверления отверстий | 1987 |
|
SU1511011A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ДВУХ ЭЛЕМЕНТОВ | 1993 |
|
RU2109995C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| В С ..СОЮЗНАЯ | 1973 |
|
SU372033A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Устройство для сверления | 1991 |
|
SU1816566A1 |
Изобретение относится к станкостроению, в частности к устройствам для направления режущего инструмента при обработке глубоких отверстий малого диаметра. Цель изобретения - повышение точности обработки за счет обеспечения дополнительного направления инструмента. Устройство содержит кондукторную плиту 1 с кондукторными втулками 2 по числу отверстий, обрабатываемых в деталях 3. В держателе 4, выполненном в форме гребенки, установлены с возможностью смещения вдоль своей оси кондукторные втулки 6, на обоих торцах которых выполнены скосы под углом, большим угла самоторможения. Любая пара из указанных втулок может быть использована для установки штифтов 7, предназначенных для обеспечения соосности втулок, плиты 1 и держателя 4. Держатель снабжен фиксатором - винтовым зажимным элементом 10. 3 ил.
Фиг.2
ФигЪ
| Конаневич Е.Г | |||
| Проектирование станочных приспособлений в приборостроении | |||
| М.: Машгиз, 1954, с.118 | |||
| Счетный сектор | 1919 |
|
SU107A1 |
