Изобретение относится к области машиностроения и может быть использовано для формирования некруглых цилиндрических поверхностей.
Известен способ сверления отверстий с наклонным входом-выходом (см. а.с. №961863). По этому способу врезание осуществляется одной режущей кромкой сверла, а к нерабочей режущей кромке при врезании и выходе прикладывают усилие, равное по величине и противоположное по направлению результирующей составляющих сил резания.
Недостатком данного способа является дополнительное поджимающие усилие, прикладываемое к инструменту.
Известен способ многопроходной обработки отверстий (см. а.с. №1779478), принятый за прототип. По этому способу в детали на первом проходе обрабатывают цилиндрическое отверстие и осуществляют формирование конической поверхности, которая располагается точно по оси цилиндрического отверстия. Для выполнения второго прохода в шпиндель станка устанавливают режущий инструмент, оснащенный направляющим элементом. Последний имеет на конце коническую поверхность, эквидистантную конической поверхности отверстия. Для получения некруглых отверстий направляющий элемент имеет фасонную в поперечном сечении наружную поверхность.
Недостатком данного способа является то, что поверхность направляющего элемента выполняют эквидистантной поверхности фасонного отверстия. Значит, первоначально требуется изготовление сложной фасонной поверхности направляющего элемента.
Известна роторная машина, поперечное сечение рабочей камеры которой очерчено двумя сопряженными кривыми, одна из которых является дугой окружности, опирающейся на перпендикулярную вертикальной оси хорду, длина которой равна длине ротора (см. а.с. №2095593).
Технической задачей изобретения является расширение технологических возможностей посредством получения отверстий фасонного профиля при использовании копирных поверхностей простой формы.
Поставленная техническая задача решается тем, что в способе обработки некруглых отверстий, включающем обработку на первом проходе круглого цилиндрического отверстия, на последующем проходе обработку некруглого цилиндрического отверстия инструментом в виде плавающей расточной пластины, поперечное сечение которой вписывается во внутреннюю огибающую получаемого отверстия и которую направляют по направляющему элементу, согласно изобретению на первом проходе обрабатывают круглое цилиндрическое отверстие диаметром:

где Zmin - минимальный припуск на втором проходе,
затем заготовку переустанавливают, для чего ось предварительно обработанного круглого отверстия смещают по оси симметрии образуемой фигуры относительно середины хорды в направлении той части некруглого цилиндрического отверстия, которую профилируют дугой окружности, на величину
где К=1.5 - коэффициент запаса, учитывающий действие сил трения, несоосность наружной и внутренней поверхностей заготовки и другие случайные факторы,
m - масса режущей пластины,
R - радиус окружности, дуга которой является частью требуемой кривой,
е - эксцентриситет, ω - угловая скорость инструмента,
СPY - коэффициент, учитывающий свойства обрабатываемого материала,
KPY - коэффициент, учитывающий геометрическую форму инструмента, свойства материала режущей части и условия обработки,
S - подача,
а на последующем проходе растачивают некруглое отверстие, прижимая инструмент к направляющему элементу силами резания, при этом сечение направляющего элемента выбирают равным по размеру и форме той части сечения готовой детали, которое ограничено дугой окружности, при этом ось инструмента совмещают с осью поворота хорды, а направляющий элемент выполняют с возможностью поворота вокруг своей оси.
Для осуществления способа предлагается устройство, содержащие корпус, кондукторную плиту с тремя закрепленными в ней скалками, установленными в корпусе с возможностью перемещения, зубчатый валик, связанный со средней скалкой-рейкой, рукоятку для подъема кондукторной плиты, направляющие элементы для переднего и заднего направления инструмента и установочно-зажимное приспособление, согласно изобретению оси направляющих элементов расположены параллельно друг другу и смещены на расстояние "е", а опорные губки установочно-зажимного приспособления, настроенные на наружный диаметр заготовки D, установлены на корпусе таким образом, что ось центрирования опорных губок смещена от оси элемента заднего направления по линии, соединяющей оси направляющих элементов в направлении оси переднего направляющего элемента на расстояние 
где  - величина, необходимая для прижима инструмента к рабочей части элемента переднего направления,
- величина, необходимая для прижима инструмента к рабочей части элемента переднего направления,
е - расстояние между осями элементов переднего и заднего направления,
R - радиус рабочей поверхности элемента переднего направления,
m - масса режущей пластины,
К=1.5 - коэффициент запаса, учитывающий действие сил трения, несоосность наружной и внутренней поверхностей заготовки и другие случайные факторы,
CPY - коэффициент, учитывающий свойства обрабатываемого материала,
КPY - коэффициент, учитывающий геометрическую форму инструмента, свойства материала режущей части и условия обработки,
S - подача,
ω - угловая скорость инструмента.
Особенностью изобретения является то, что обработку ведут за два прохода, причем на первом обрабатывают круглое отверстие определенного диаметра, величина которого зависит от геометрических характеристик некруглого отверстия, от минимального припуска под дальнейшую обработку и от разности припусков, снимаемых противолежащими режущими кромками инструмента. Для получения некруглого отверстия на втором проходе заготовку с предварительно обработанным круглым отверстием устанавливают таким образом, что ось предварительно обработанного круглого отверстия отстоит от оси поворота инструмента на определенном расстоянии, а сам инструмент при обработке базируют на круглую цилиндрическую поверхность копира, сечение которой по форме и размерам совпадает с частью сечения получаемой некруглой цилиндрической поверхности. Благодаря смещению оси обработанного на первом проходе круглого отверстия и оси вращения инструмента противолежащие кромки инструмента снимают разный припуск, а значит, возникают разные силы резания, результирующая которых превышает динамические силы, возникающие при движении инструмента и стремящиеся нарушить контакт инструмента с копиром. Таким образом, разность сил резания обеспечивает поджим инструмента к копиру.
Сущность изобретения поясняется чертежами, где
На фиг.1 показано образование кривой, положенной в основу получаемой некруглой поверхности;
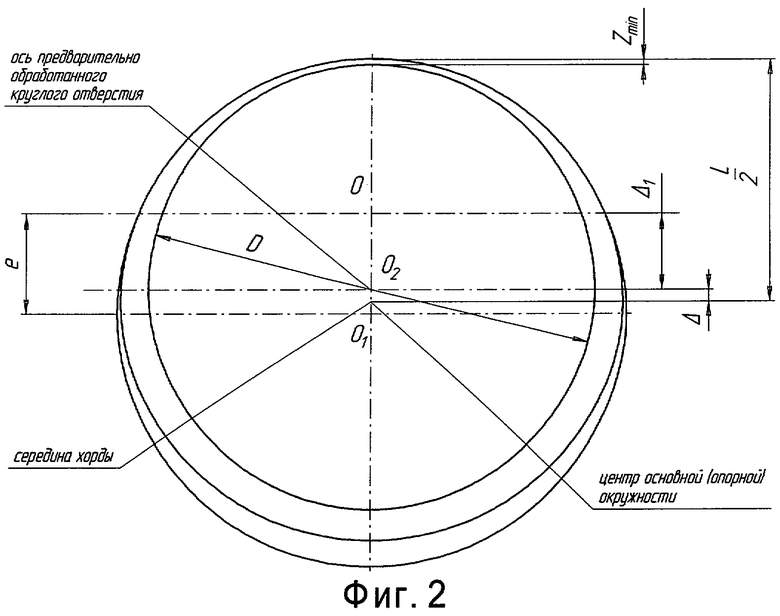
на фиг.2 - положение предварительно обработанного круглого отверстия относительно получаемой кривой, а также величина смещения Δ;
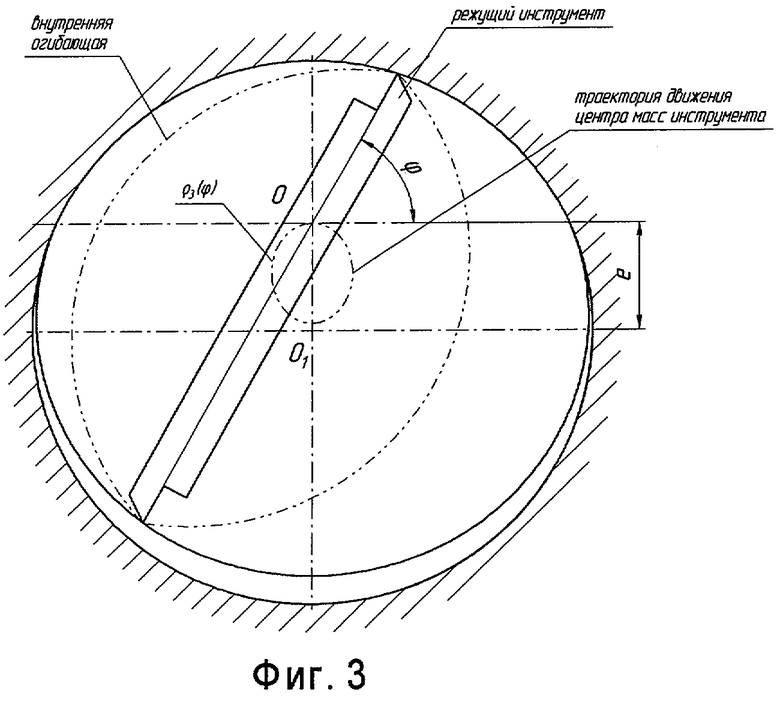
на фиг.3 показана форма рабочей части режущего инструмента при обработке некруглого цилиндрического отверстия;
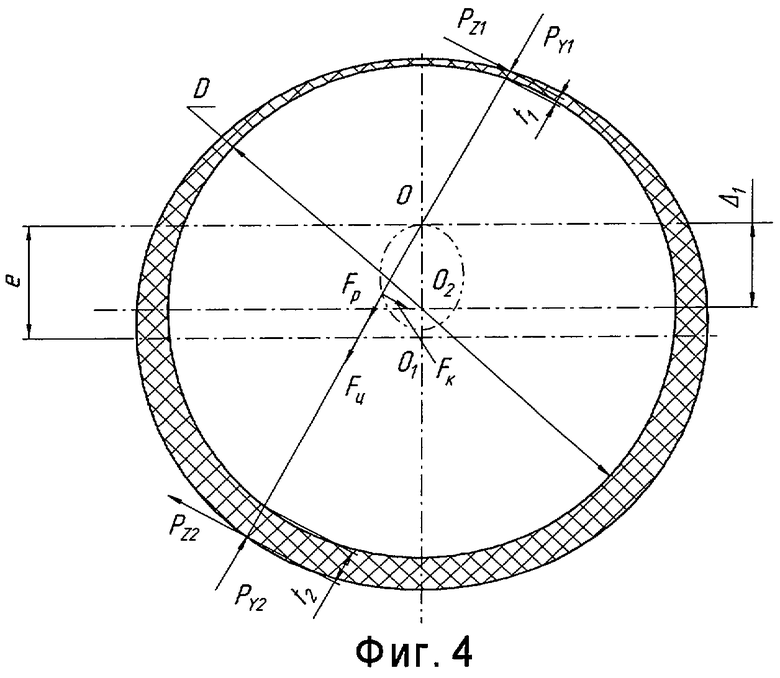
на фиг.4 - силы, действующие при обработке некруглой поверхности, благодаря которым осуществляется поджим инструмента к направляющему элементу;
на фиг.5 - устройство для осуществления способа;
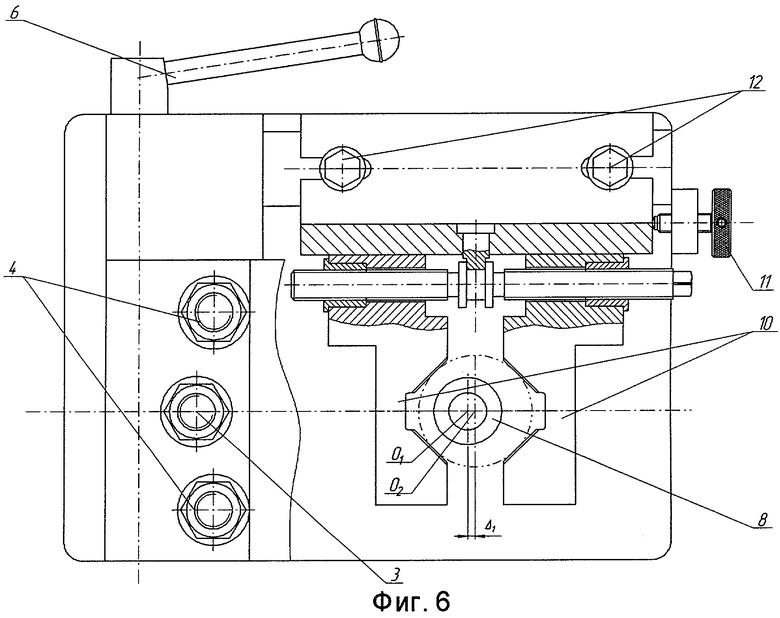
на фиг.6 - разрез А-А фиг.5.
Согласно способу необходимо получить некруглое отверстие равной ширины, сечение которого очерчено двумя кривыми, одна из которых является дугой окружности радиуса R, а другая, сопряженная с ней, - кривой, которую описывает конец хорды длиной  при ее повороте относительно полюса О, причем другим своим концом хорда опирается на дугу окружности радиуса R, а полюс О отстоит от оси этой окружности на расстоянии е (фиг.1).
при ее повороте относительно полюса О, причем другим своим концом хорда опирается на дугу окружности радиуса R, а полюс О отстоит от оси этой окружности на расстоянии е (фиг.1).
Если ось поворота инструмента, выполненного в виде расточной пластины, поперечное сечение рабочей части которой вписывается во внутреннюю огибающую требуемой кривой, совместить с полюсом О, то радиус-вектор движения центра масс инструмента будет описываться следующим законом:

При движении инструмента по вышеописанному закону на него будут действовать следующие динамические силы: центробежная Fц, радиальная Fp и касательная Fк. Центробежная и радиальная составляющие динамических сил направлены по радиус-вектору и стремятся оторвать инструмент от направляющего элемента. Для прижатия инструмента к направляющему элементу этим силам должна противостоять результирующая сил резания, противоположная по направлению и превышающая по модулю центробежную и радиальную составляющие динамических сил. Силами трения пренебрегаем, так как они незначительны.
ΔРY≥Fц+Fp
Fц=m·ац,
где m - масса инструмента,

где ω - угловая скорость инструмента.
Fp=m·ар,

Для того чтобы разность радиальных сил резания на противолежащих режущих кромках превосходила динамические силы, необходимо, чтобы разность глубин резания при повороте инструмента превосходила определенную величину:

где СPY - коэффициент, учитывающий свойства обрабатываемого материала, KPY - коэффициент, учитывающий геометрическую форму инструмента, свойства материала режущей части и условия обработки, S - подача.
Это условие будет выполнено, если ось предварительно обработанного круглого отверстия сместить по оси симметрии образуемой фигуры относительно середины хорды в направлении той части некруглого цилиндрического отверстия, которое профилировано дугой окружности, на величину  при угле поворота инструмента
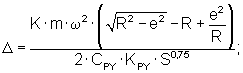
при угле поворота инструмента  . Таким образом, величина смещения равна
. Таким образом, величина смещения равна
где К=1.5 - коэффициент запаса, учитывающий действие сил трения, несоосность наружной и внутренней поверхностей заготовки и другие случайные факторы.
На первом проходе в заготовке обрабатывают круглое отверстие до получения размера  , например, растачивают. Для выполнения второго прохода заготовку с предварительно обработанным круглым отверстием устанавливают на столе станка таким образом, чтобы ось предварительно обработанного круглого отверстия была смещена на величину
, например, растачивают. Для выполнения второго прохода заготовку с предварительно обработанным круглым отверстием устанавливают на столе станка таким образом, чтобы ось предварительно обработанного круглого отверстия была смещена на величину  относительно оси шпинделя (полюса конхоиды) (фиг.4). Далее инструментом, выполненном в виде расточной пластины, поперечное сечение рабочей части которой вписывается во внутреннюю огибающую требуемой кривой (фиг.3), обрабатывают некруглое отверстие. При этом инструмент опирают на направляющий элемент, выполненный в виде кондукторной втулки, сечение которой представляет собой окружность, причем поджим инструмента к направляющему элементу осуществляют действующими при обработке силами резания (фиг.4).
относительно оси шпинделя (полюса конхоиды) (фиг.4). Далее инструментом, выполненном в виде расточной пластины, поперечное сечение рабочей части которой вписывается во внутреннюю огибающую требуемой кривой (фиг.3), обрабатывают некруглое отверстие. При этом инструмент опирают на направляющий элемент, выполненный в виде кондукторной втулки, сечение которой представляет собой окружность, причем поджим инструмента к направляющему элементу осуществляют действующими при обработке силами резания (фиг.4).
Например, необходимо обработать некруглое отверстие с R=50 мм, е=15 мм, материал заготовки сталь 45, материал режущей части инструмента Р6М5, масса инструмента m=1 кг. Обработку производят при числе оборотов шпинделя станка n=250 об/мин и подачей S=0.12 мм/об. В качестве минимального припуска под обработку принимаем Zmin=0.1. Таким образом, величина смещения равна  Диаметр предварительно обработанного отверстия
Диаметр предварительно обработанного отверстия  Смещение оси предварительно обработанного отверстия относительно оси задней направляющей
Смещение оси предварительно обработанного отверстия относительно оси задней направляющей 
Предлагаемое устройство для осуществления способа содержит корпус 1, кондукторную плиту 2 с тремя закрепленными в ней скалками - средней 3 и крайними 4, установленными в корпусе с возможностью перемещения, зубчатый валик 5, связанный со средней скалкой-рейкой 3, рукоятку 6 для подъема кондукторной плиты. Кроме того, устройство содержит направляющие элементы для переднего и заднего направления инструмента в виде кондукторных втулок 7 и 8, причем кондукторная втулка 8 для заднего направления инструмента заневолена в корпусе 1, а кондукторная втулка 7 для переднего направления инструмента посажена на подшипник 9, который заневолен в кондукторной плите 2. На корпусе 1 установлено с возможностью перемещения самоцентрирующее установочно-зажимное приспособление 10 для базирования и закрепления заготовки. В установочно-зажимное приспособление 10 упирается винт 11, установленный в корпусе 1 и служащий для перемещения приспособления. Надежную фиксацию приспособления 10 на корпусе 1 обеспечивают болты 12.
Описанное выше устройство работает следующим образом. Первую заготовку из партии с предварительно обработанным круглым отверстием устанавливают в установочно-зажимное приспособление 10 с базированием по наружной поверхности. Затем установочно-зажимное приспособление 10 при помощи винта 11 смещают на определенную величину и фиксируют его в этом положении посредством болтов 12. Обработку осуществляют инструментом, выполненным в виде плавающей расточной пластины (фиг.3), установленной в пазу инструментальной оправки. Переднюю часть оправки направляют по поверхности отверстия задней направляющей втулки 8. Плавающую расточную пластину опирают на поверхность отверстия передней вращающейся кондукторной втулки 7. При резании из-за смещения оси предварительно обработанного отверстия в заготовке на величину  относительно оси задней кондукторной втулки 8 по линии, соединяющей оси передней 7 и задней 8 кондукторных втулок в направлении оси передней кондукторной втулки 7 возникает разница глубин резания на противолежащих режущих кромках (фиг.6). Неуравновешенные силы резания поджимают инструмент к поверхности кондукторной втулке 7, обеспечивая обработку заданного некруглого отверстия. Следующие заготовки из партии базируют в уже смещенное приспособление 10 и производят обработку.
относительно оси задней кондукторной втулки 8 по линии, соединяющей оси передней 7 и задней 8 кондукторных втулок в направлении оси передней кондукторной втулки 7 возникает разница глубин резания на противолежащих режущих кромках (фиг.6). Неуравновешенные силы резания поджимают инструмент к поверхности кондукторной втулке 7, обеспечивая обработку заданного некруглого отверстия. Следующие заготовки из партии базируют в уже смещенное приспособление 10 и производят обработку.
Использование предлагаемого устройства позволит получать некруглые отверстия, используя простые направляющие элементы.
Изобретение может быть использовано в технологических системах, применяемых для обработки некруглых цилиндрических поверхностей, профилированных замкнутыми кривыми, например для изготовления деталей роторно-поршневых машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ В ВИДЕ ЭКВИДИСТАНТЫ "ТРЕУГОЛЬНИКА РЕЛО" | 2003 |
|
RU2243863C1 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство для обработки отверстий | 1989 |
|
SU1706781A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ОТНОСИТЕЛЬНОГО ПОЛОЖЕНИЯ И ЖЕСТКОСТИ ИНСТРУМЕНТАЛЬНОЙ ОСНАСТКИ В РАСТОЧНЫХ ОПЕРАЦИЯХ ПО ПОКАЗАТЕЛЯМ ТОЧНОСТИ ОБРАБОТАННЫХ ДЕТАЛЕЙ | 2011 |
|
RU2496611C2 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
Изобретение относится к области машиностроения, изготовлению деталей роторно-поршневых машин. Способ включает обработку на первом проходе круглого цилиндрического отверстия, на последующем проходе обработку некруглого цилиндрического отверстия инструментом в виде плавающей расточной пластины, поперечное сечение которой вписывается во внутреннюю огибающую получаемого отверстия и которую направляют по направляющему элементу. Для расширения технологических возможностей путем использования направляющих поверхностей простой формы на первом проходе обрабатывают круглое цилиндрическое отверстие диаметром, определенным по приведенной формуле. Затем заготовку переустанавливают путем смещения оси предварительно обработанного круглого отверстия по оси симметрии образуемой фигуры относительно середины хорды в направлении той части некруглого цилиндрического отверстия, которую профилируют дугой окружности, на величину, определяемую по приведенной зависимости. На последующем проходе растачивают некруглое отверстие, прижимая инструмент к направляющему элементу силами резания. При этом сечение направляющего элемента выбирают равным по размеру и форме той части сечения готовой детали, которая ограничена дугой окружности, ось инструмента совмещают с осью поворота хорды, а направляющий элемент выполняют с возможностью поворота вокруг своей оси. Устройство содержит корпус, кондукторную плиту с тремя закрепленными в ней скалками, установленными в корпусе с возможностью перемещения, зубчатый валик, связанный со средней скалкой-рейкой, рукоятку для подъема кондукторной плиты, направляющие элементы для переднего и заднего направления инструмента и установочно-зажимное приспособление. Для достижения того же технического результата оси направляющих элементов расположены параллельно друг другу со смещением, а опорные губки установочно-зажимного приспособления, настроенные на наружный диаметр заготовки, установлены на корпусе со смещением оси их центрирования от оси элемента заднего направления по линии, соединяющей оси направляющих элементов в направлении оси переднего направляющего элемента на расстояние, определяемое по приведенной зависимости. 2 н.п. ф-лы, 6 ил.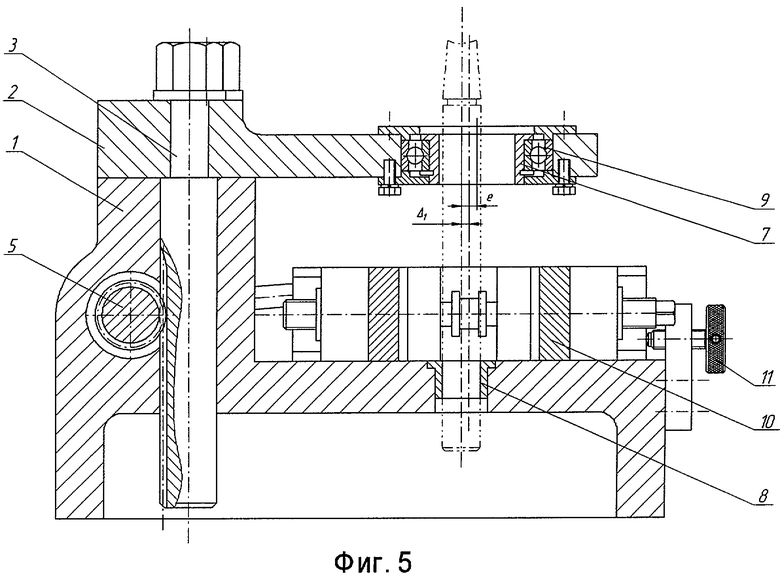

затем заготовку переустанавливают для получения смещения оси предварительно обработанного круглого отверстия по оси симметрии образуемой фигуры относительно середины хорды в направлении той части некруглого цилиндрического отверстия, которую профилируют дугой окружности, на величину

где Zmin - минимальный припуск на втором проходе;
К=1,5 - коэффициент запаса, учитывающий действие сил трения, несоосность наружной и внутренней поверхностей заготовки и другие случайные факторы;
m - масса режущей пластины;
R - радиус окружности, дуга которой является частью требуемой кривой;
е - эксцентриситет;
ω - угловая скорость инструмента;
CPY - коэффициент, учитывающий свойства обрабатываемого материала;
KPY - коэффициент, учитывающий геометрическую форму инструмента, свойства материала режущей части и условия обработки;
S - подача,
а на последующем проходе растачивают некруглое отверстие, прижимая инструмент к направляющему элементу силами резания, при этом сечение направляющего элемента выбирают равным по размеру и форме той части сечения готовой детали, которая ограничена дугой окружности, при этом ось инструмента совмещают с осью поворота хорды, а направляющий элемент выполняют с возможностью поворота вокруг своей оси.
где Δ - величина, необходимая для прижима инструмента к рабочей части элемента переднего направления,
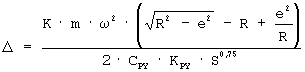
е - расстояние между осями элементов переднего и заднего направления;
R - радиус рабочей поверхности элемента переднего направления;
m - масса режущей пластины;
К=1,5 - коэффициент запаса, учитывающий действие сил трения, несоосность наружной и внутренней поверхностей заготовки и другие случайные факторы;
CPY - коэффициент, учитывающий свойства обрабатываемого материала;
KPY - коэффициент, учитывающий геометрическую форму инструмента, свойства материала режущей части и условия обработки;
S - подача;
ω - угловая скорость инструмента.
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Приспособление для расточки некруглых отверстий на токарных и горизонтально расточных станках | 1953 |
|
SU96083A1 |
| Коляска-ванна | 1925 |
|
SU2096A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| ЖИДКОФАЗНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ И ЧЕРНЫЕ МЕТАЛЛЫ | 2006 |
|
RU2348881C2 |

