Изобретение относится к металлургии, в частности к химико-термической обработке режущего инструмента, и может быть использовано в инструментальной и деревообрабатывающей промышленности.
Целью изобретения является повышение эксплуатационной стойкости инструмента за счет сохранения микрогеометрии режущей кромки.
В способе цементации стальных деталей, включающем частичную цементацию поверхности деталей и их последующую термообработку, цементацию ведут в твердом карбюризаторе при 930-950°С в течение 2 ч через защитную медную маску, снабженную щелевидным узором шириной 0,1 мм и шагом 0,3 мм, расположенным под углом 75-90° к режущей кромке.
Микропилы, выступающие из-за неоднородного износа карбидные включения, обеспечивают в процессе эксплуатации поддержание мгновенного точечного контакта между лезвием и обрабатываемым материалом, в результате чего снижается усилие резания и нагрев инструмента и уменьшается износ режущей кромки.
л
Повышение стойкости достигается за счет того, что высокоуглеродистые участки, имеющие большую твердость, выступают по мере изнашивания менее твердой матрицы и воспринимают основное давление резания, тогда как более мягкие участки оказываются во впадинах и изнашиваются при скольжении материала вдоль режуа ей кромки значительно медленнее. Преимущественная работа твердой карбидной фазы, поддерживаемой вязкими участками тро- остита, обеспечивает высокую стойкость инструмента.
Маска представляет собой узорчатый медный слой, создаваемый гальваническим способом через узорчатое лаковое покрытие, наносимое при помощи кисти или валиW
Ё
О
о
ю
CJ
ка с последующим процарапыванием необходимого узора железной щеткой.
Опыт показывает, что существенное повышение стойкости режущего лезвия достигается ориентацией твердых цементованных прослоек под углом 75-90° к режущей кромке. Чем тоньше эти прослойки и меньше расстояние между ними, тем выше режущая способность лезвия и его стойкость, так как упругие прослойки тро- остита между карбидными включениями препятствуют их выкрашиванию при работе. Часть рисок узора имеет большую длину для обеспечения повышенной гибкости лезвия.
П р и м е р. На стальную пластину (лезвие) с содержанием 0,17% углерода наносится кистью или валиком тонкий слой битумного лака {раствор битума в бензине) или разогретого стеарина, на котором при помощи железной щетки процарапывается щелевидный узор.
После обезжиривания в содовом растворе и просушки пластина помещается в ванну с обычным кислым электролитом и покрывается слоем меди толщиной 0,02 мм в течение 30-40 мин при плотности тока 2-3 А/дм , Затем пластина помещается в ящик с твердым карбюризатором и подвергается цементации при 930 950°С в течение 2 ч
После нормализации при 950°С в течение 15 мин производится закалка с 760- 780°С в минеральном масле и отпуск при 180-200°С в течение 0,5-1 ч.
Твердость цементованных прослоек достигает HRC 60-64, а промежуточных зон - HRC 30-45.
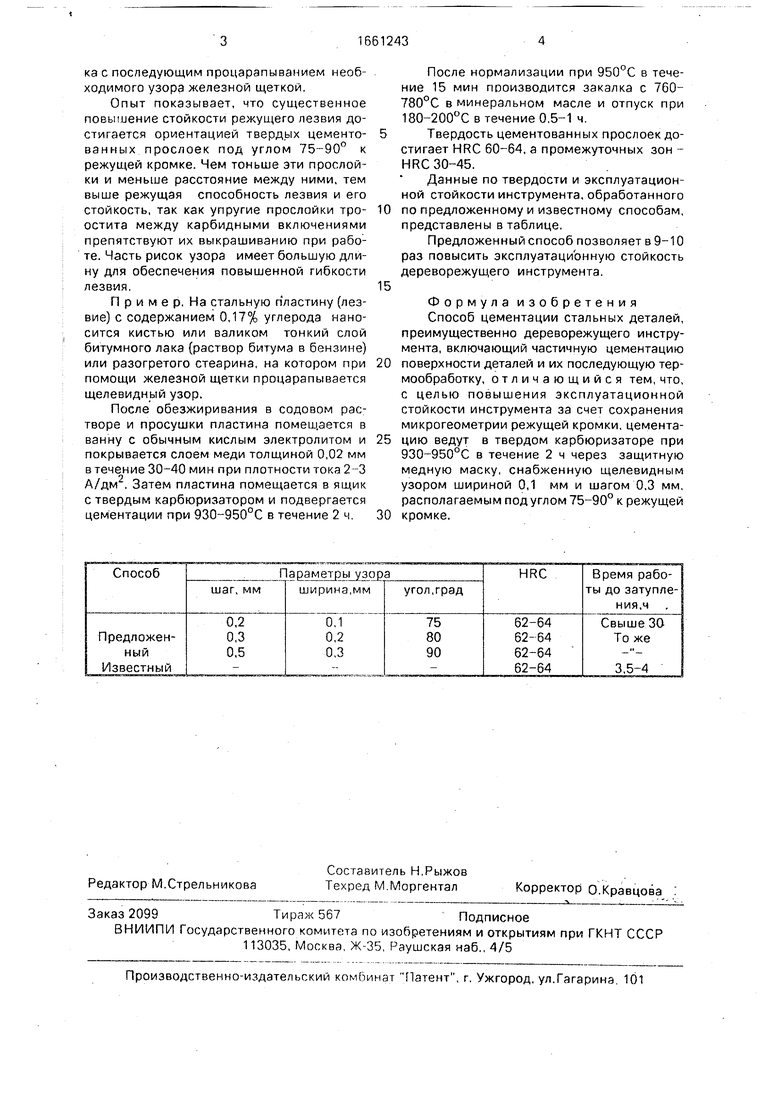
Данные по твердости и эксплуатационной стойкости инструмента, обработанного
по предложенному и известному способам, представлены в таблице.
Предложенный способ позволяет в 9-10 раз повысить эксплуатационную стойкость дереворежущего инструмента.
Формула изобретения Способ цементации стальных деталей, преимущественно дереворежущего инструмента, включающий частичную цементацию
поверхности деталей и их последующую термообработку, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента за счет сохранения микрогеометрии режущей кромки, цементацию ведут в твердом карбюризаторе при 930-950°С в течение 2 ч через защитную медную маску, снабженную щелевидным узором шириной 0,1 мм и шагом 0,3 мм, располагаемым под углом 75-90° к режущей
кромке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ цементации стальных деталей | 1989 |
|
SU1661244A1 |
| Способ упрочнения стальных деталей | 1989 |
|
SU1678896A1 |
| Способ химико - термической обработки концевого инструмента малых диаметра и длины | 1990 |
|
SU1759949A1 |
| Способ цементации стальных изделий в твердом карбюризаторе | 1989 |
|
SU1654375A1 |
| СПОСОБ ЦЕМЕНТАЦИИ БЫСТРОРЕЖУЩЕЙ СТАЛИ В ТВЕРДОМ КАРБЮРИЗАТОРЕ | 2008 |
|
RU2382829C1 |
| Способ упрочнения стальных деталей | 1990 |
|
SU1752828A1 |
| Способ цементации стальных изделий | 1990 |
|
SU1759950A1 |
| Способ обработки деталей из нержавеющих хромистых сталей | 1990 |
|
SU1765250A1 |
| СПОСОБ И СОСТАВ ДЛЯ КАРБОХРОМИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2285741C2 |
| Способ химико-термической обработки деталей из низкоуглеродистых легированных сталей | 1990 |
|
SU1786181A1 |
Изобретение относится к металлургии, в частности к химико-термической обработке режущего инструмента, и может быть использовано в инструментальной и деревообрабатывающей промышленности. Целью изобретения является повышение эксплуатационной стойкости инструмента за счет сохранения микрогеометрии режущей кромки. В способе, включающем частичную цементацию поверхности деталей и их последующую термообработку, цементацию ведут в твердом карбюризаторе при 930 - 950°С в течение 2 ч через защитную медную маску, снабженную щелевидным узором шириной 0,1 мм и шагом 0,3 мм, расположенным под углом 75 - 90° к режущей кромке. Способ позволяет в 9 - 10 раз повысить эксплуатационную стойкость дереворежущего инструмента. 1 табл.
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 0 |
|
SU346404A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
