Известны машины для выборочной огневой зачистки поверхности холодного проката с размещенными на тележке электродвигателем, механизмом привода и пультом управления. На раме тележки установлена колонка, к которой на болтах крепится хобот с ходовым винтом для перемещения суппорта с резаком.
Предлагаемая машина для выборочной огневой зачистки поверхности холодного проката отличается от известных тем, что она снабжена самоходной тележкой, па которой смонтированы головка, каретка, кабина оператора, пульт управления и шкафы для электро- и газоаппаратуры. Такая конструкция машины позволяет повысить производительность процесса.
Другой отличительной особенностью машины является то, что она снабжена кареткой, смонтированной на консольной балке, поворотом которой обеспечивается перемещение каретки в плоскости, параллельной наклонной поверхности зачищаемого металла. Это обеспечивает последовательную зачистку боковой грапи металла после горизоптальиой одним и тем же резаком.
Машина отличается также и тем, что резак ее закреплен на конце шпинделя при помощи шарнирного четырехзвенника с управляемым гидроцилиндром. Благодаря этому производить равномерную зачистку поверхности
и изменять угол наклона газокислородного резака к зачишаемой поверхности.
Для обеспечения необходимой траектории движения резака шпиндель его приводится в возвратно-поступательное и реверсивно-поворотное движение от индивидуальных электроприводов со следящей системой управления. Кроме того, машина снабжена следящим электроприводом, первичный сельсин-датчик
которого соединен со штурвалом управления движением резака, что обеспечивает управление движепие.м газокислородного резака по заданной кривой с соблюдением направления проекции его оси на зачищаемую поверхность
по касательной к описываемой кривой.
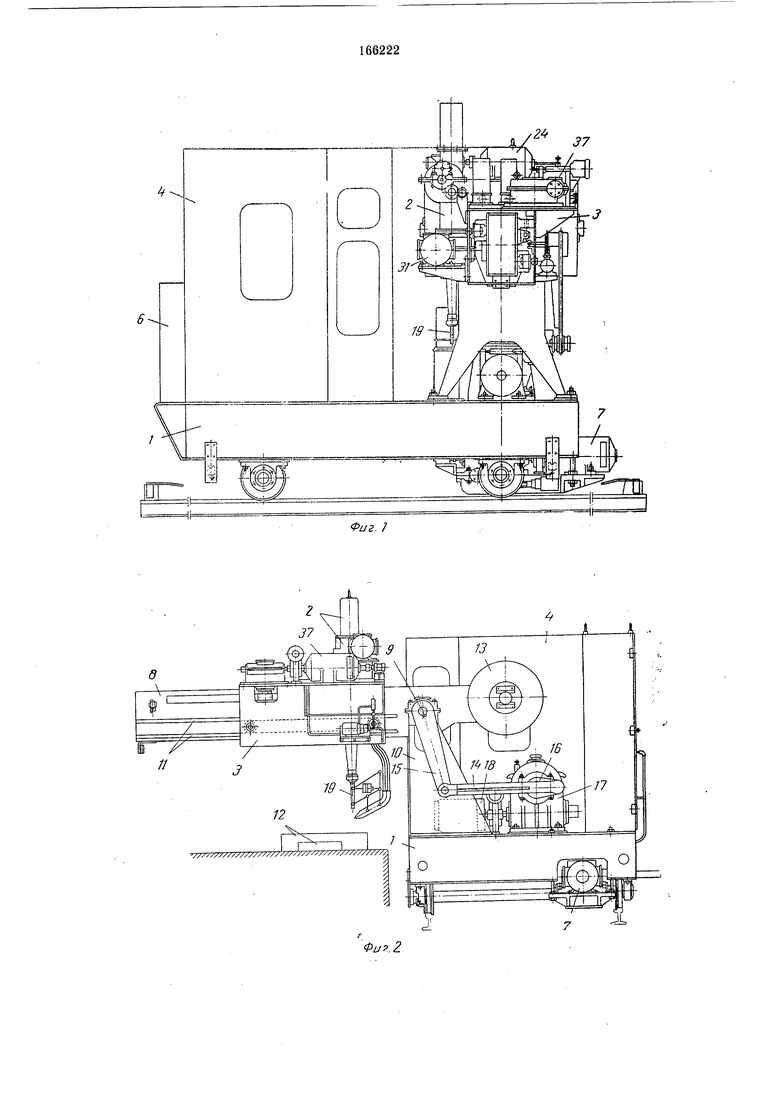
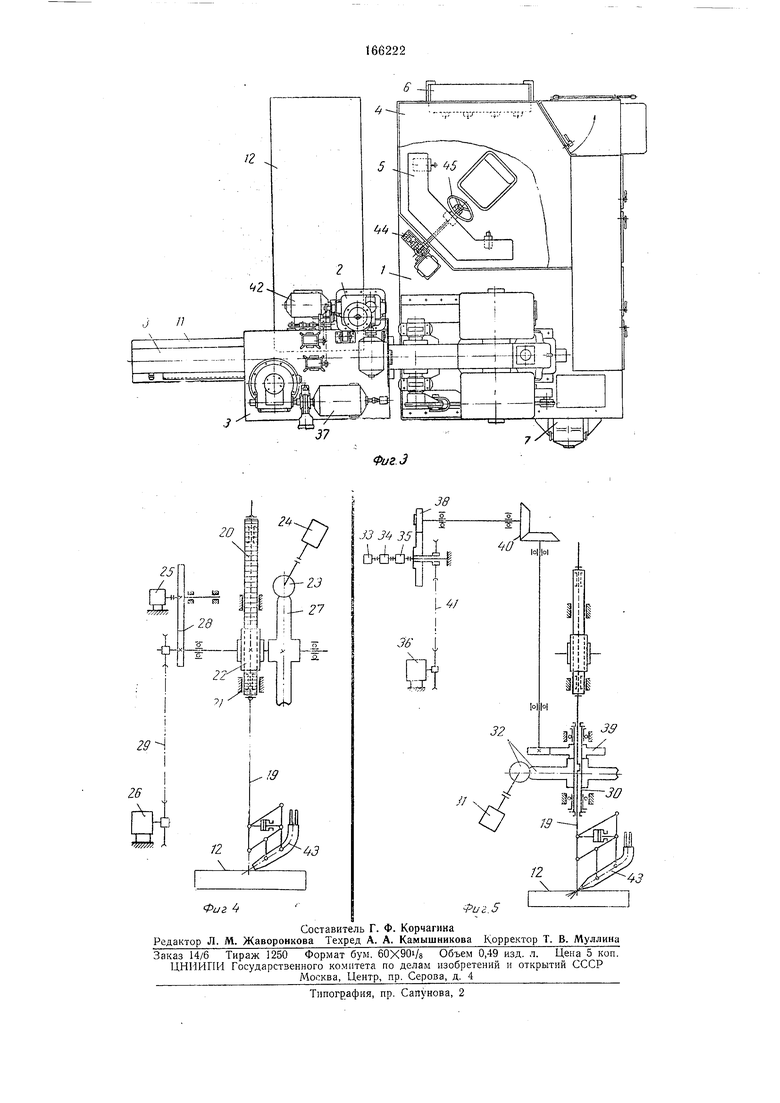
На фиг. 1 изображена схема машины для выборочной огневой зачистки поверхности холодного проката, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид в плане; на фиг. 4 - кинематическая схема устройства для подъема и опускания шпинделя; на фиг. 5 - кинематическая схема устройства для поворота шпинделя.
Машина снабжена самоходной тележкой 1,
на которой смонтированы головка 2, каретка 3, кабина 4 оператора, пульт управления J и шкафы 6 для электро- и газоаппартуры. Тележка состоит из платформы на двух скатах, из которых один снабжен электродвигателем
Каретка, являющаяся несущим устройством для смонтированной на ней головки, опирается своими бегунками (не -показаны) на консольную балку 8. опирающуюся своей осью .9 на подшипники качения, находящиеся в гнездах стойки 10, установленной неподвижно на платформе телелаш. По направляющим // консольной балки передвигается каретка поперек зачищаемой поверхности 12 металла. Противовес /5 уравновешивает подвижную каретку с расположенным на ней оборудованием в среднем положении.
Консольная балка может быть повернута при помощи кривошипно-шатунной передачи 14, 15, 16 через червячую передачу 17 от электродвигателя 18 ъ наклонное положение, соответствующее наклонному положению стеллажа со слябом при необходимости зачистки одним и тем же резаком поверхности сляба.
Головка представляет собой механизм, в котором смонтирован шпиндель 19 с устройством для его подъема, опускания и поворота (фиг. 4 и 5).
Верхняя часть шпннделя - цилиндрический стержень - пропущена через полый зал 20, внутри которого она зафиксирована от взаимного перемеш,ения в осевом направлении собеспечением свободного вращения относительно друг друга радиальноунорными подшипниками качения. Полый вал заключен в направляющих 21, подвижен вдоль своей оси и зафиксирован от сращения.
К наружной поверхности полого вала прикреплена зубчатая рейка, сцепляющаяся с шестерней 22, неподвижно сидящей на одном валу с червячным колесом 23, червяк которого соединен с электродвигателем 24.
При включении электродвигателя шестерня, вращаясь, поднимает или опускает шпиндель.
Сельсин 25 и командоаппарат 26, осуществляющие необходимые функции в электрической системе управления двигателем 24, приводятся в движение им через червячную 27, зубчатую 28 и цепную 29 передачи.
Для поворота шпинделя нижняя часть его пропущена через второй полый вал 30 и соединена с ним подвил ным шлицевым соединением, обеспечивающим возможность продольного перемещения шпинделя относительно полого вала и передачу крутящего момента от электродвигателя 31 через червячную передачу 32 при повороте шпинделя.
Сельсины 33, 34, 35 и командоаппарат 36, осуществляющие необходимые функции в электрической системе управления электродвигателями 7 л 37 передвижения тележки и каретки, приводятся в движение через червячную передачу 32, зубчатые передачи 38, 39, 40 я цепную передачу 4 от электродвигателя 2.
К нижнему концу шпинделя 19 крепится четырехзвенник с резаком 43. Четырехзвенних
при помощи в.монтированного в HeiO гидроцилиндра может изменять угол наклона резака относительно зачищаемой поверхности.
Прокат для зачистки укладывается на стеллаже своей длинной стороной параллельно рельсовому пути, по которому двигается машина. Зачистка производится резаком вдоль длинной стороны проката в результате передвижения машины по рельсам или поперек
проката передвижением каретки по консольной балке. Эти движения осуществляются электродвигателями 7 и 57 и могут выполняться с любыми скоростями, что позволяет получать любые диагональные направления по
прямой, а также по кривым траекториям. Необходимое направление для обработки поверхности металла выбирается оператором визуально и следящим электроприводом, первичный сельсин-датчик 44 которого соединен со
штурвалом 45.
Предмет изобретения1.Машина для выборочной огневой зачистки поверхности холодпого проката, отличающаяся тем, .что, с целью повыидения производительности процесса, машина снабжена самоходной тележкой, на которой смонтированы головка, каретка, кабина оператора, пульт управления и шкафы для электро- и газоаппар а туры.
2.Машина по п. 1, отличающаяся тем, что, с целью обеспечения возможности последовательной зачистки боковой грани металла после горизонтальной одним и тем же резаком,
машина снабжена кареткой, смонтированной на консольной балке, поворотом которой обеспечивается перемещение каретки в плоскости, параллельной наклонной поверхности зачищаемого металла.
3. Машина по пп. 1 и 2, отличающаяся тем, что, с целью обеспечения равномерной зачисткн поверхности и изменения угла наклона газокислородного резака IK зачищаемой поверхности, резак машины закреплен на конце
шпинделя при помощи шарнирного четырехзвенника с зПравляемым гидроцилиндром.
4.Машина по пп. 1-3, отличающаяся тем, что, с целью обеспечения .необходимой траектории движения резака, шпиндель резака приводится в возвратно-поступательное и реверсивно-поворотное движение от индивидуальных электроприводов со следящей системой управления.
5.Машина по пп. 1-4, отличающаяся тем. что, с целью обеспечения управления движением газокислородного резака по заданной кривой ссоблюдением направления проекции его оси на зачищаемую поверхность по касательной к описываемой кривой, маш.ина снабжена
следящим электроприводом, первичный сельсин-датчик которого соединен со штурвалом управления движением резака.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧИХ БЛЮМОВ И СЛЯБОВ | 1965 |
|
SU176552A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ЛИСТОВОГО ПРОКАТА | 1966 |
|
SU222894A1 |
| Способ огневой зачистки проката | 1988 |
|
SU1611624A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ МЕТАЛЛА | 1966 |
|
SU181031A1 |
| Станок для зачистки листового проката | 1973 |
|
SU450701A2 |
| УСТРОЙСТВО для ОГНЕВОЙ ЗАЧИСТКИ литья | 1968 |
|
SU231753A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА«ик.;1^Л>&Юс$НАЯШ1цт~штчЕн^1^4Н&Л!/,иГЕНА | 1972 |
|
SU344714A1 |