(54) МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ХОЛОДНЫХ СЛЯБОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| ВЫБОРОЧНОЙ ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТИ ХОЛОДНОГО ПРОКАТА | 1964 |
|
SU166222A1 |
| Машина для огневой зачистки металла | 1976 |
|
SU599875A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО РАСКАТА | 1966 |
|
SU224292A1 |
| Машина огневой зачистки горячих блумов и слябов | 1961 |
|
SU140402A1 |
| Способ газокислородной зачистки металла и устройство для газокислородной зачистки металла | 1980 |
|
SU899292A1 |
| Машина огневой зачистки горячего металла в технологическом потоке блюминга | 1960 |
|
SU132180A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧИХ БЛЮМОВ И СЛЯБОВ | 1965 |
|
SU176552A1 |
| ВПТБ mi :1"ОПЕ | 1973 |
|
SU406665A1 |

Изобретение относится к металлургическому Производству и может быть использовано для зачистки, холодного металла,в частности непрерывнолитых слябов в поточной линии машин непрерывного литья кислородноконверторного цеха.
Известна машина для огневой зачистки слябов 1, в которой каждая газорежущая головка снабжена флюсовыми подставками с трубопроводами флюса, по которым железный порошок поступает в зону факела Ьгня, газорежущих головок.
Недостатком такой машины является то, что для слябов шириной 2000мм и более требуется большое количество флюсовых подставок с трубопроводами флюса (через 50 мм), которые,нахо-дясь впереди газорежущих головок, затрудняют доступ к резакам при обслуживании последних.
Резаки и газорежущие головки требуют частой ревизии и замены, что возможно только после снятия флюсовых подставок.
Возможно также окомкование флюса при смачивании его водой, имеющейся в большом количестве для охлаждения.
Расход флюса достигает значительной величины до 300 кг/ч.
Известна также машина для огневой зачистки колодных слябов 2, со- 1 держащая траверсу, на которой смонтирована каретка с газорежущими головками, а также пусковой газокислородный резак и проволокоподающий механизм. Эта машина является наиболее
10 близкой к предложенной по технической сущности и достигаемому эффекту.
Недостатком этой машины является невозможность наведения ванны рас- , плавленного металла на вертикальной
15 грани заготовки и зачистки заготовки по всей длине, начиная с передней торцовой кромки, так как струю кислорода направляют против хода движения заготовки.
20
Недостатком явля« тся и то, что для зачистки широких слябов каждая газорежущая головка,снабжена пусковым резаком с проволокоподающим механизмом.
25
Такая конструкция усложняет машину для огневой зачистки слябов и особенно ухудшает обслуживание газорежущих головок и резаков.
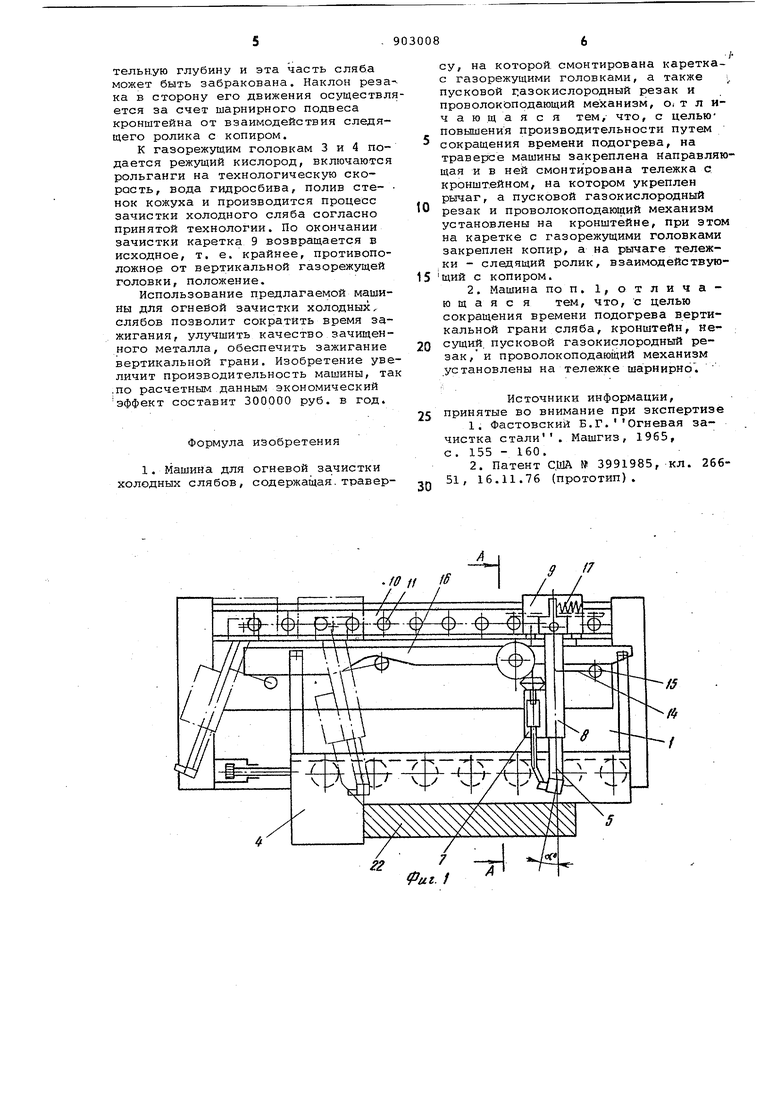
Целью изобретения является повы30 щение производительности машины путем сокращения времени подогрева, улучшения количества зачищенного металла, а также обеспечения зажига ния вертикальной грани в начале зачистки. Для достижения этой цели в машин для огневой зачистки холодных слябо содержагг1ей траверсу, на которой смо тирована каретка с газорежущими головками, а также пусковой газокислородный резак и проволокоподающий механизм, на траверсе закреплена на правляющая и в ней смонтирована тележка с кронштейном, на которой укреплен рычаг,.а пусковой газокислородный резак и проволокоподающий механизм установлены на указанном кронштейне, при этом на каретке с газорежущими головками закреплен копир, а на рычаге тележки следящий ролик, взаимодействующий с копиром. Кронштейн, несущий пусковой газокислородный резак, и проволокоподающий механизм установлены на теле ке щарнирно. На фиг. 1 изображена схематически предлагаемая машина для огневой зачистки; на фиг. 2 - разрез А-А на фиг. 1. Машина состоит из траверсы 1, ка ретки 2 с газорежущими горизонтальными 3 и вертикальной 4 головками и устройства. 5 ус-коренного зажигания. Устройство состоит из газокислородного пускового резака б, проволо коподающего механизма 7, кронштейна 8, приводной каретки 9, направляюще с неприводными роликами 11, электро привода 12. Резак я проволокоподающий механизм установлены на кронште не 8, который шарнирно закреплен на ОСИ 13 каретки 9. На кронштейне 8 имеется Ж1чаг 14 со следящим роли ком 15, находящимся в контакте с копиром 16. Ролик 15 поджимается к копиру пружиной 17. Направляющая установлена на траверсе Г. Копир 16 установлен на каретке 2, несущей горизонтальные 3 и вертикальную 4 -. газорежущие головки. Проволокоподающий механизм состоим из бабины 18 для проволоки.19, мембранного привода 20 и подающего устройства 21. В исходном положении газорежущие головки отведены от сляба 22. Резая б находится в крайнем, противоположном от вертикальной газо|р ущей головки 4 , положении. При подйче сляба 22 к машине осуществляется посадка газорежущих головок на сляб и пусковой резак с предварительно зажженым факелом подводится к вертикальной (дальней от вертикальной газорежущей головки) грани сляба. В подогревающий факел резака подают проволоку 19. Проволока нагре вается в подогревающем пламени и при включении режущего кислорода мгновенно сплавляется. Расплавленная масса попадает в зону зачистки и образует жидкую ванну. Режущий кислород резака 6 раздувает ее и при движении резака б вдоль фронта газорежущих головок наводит жидкую ванну металла на всей ширине сляба 22, которая поддерживается факелом газорежущих головок 3. При движении резака вдоль фронта газорежущих голо-, вок следящий ролик 15 находится в контакте с копиром 16 посредством пружины 17 и при этом резак все время остается наклоненным от вертикали на угол зС 5 - 15°. При подходе к вертикальной грани сляба, примыкающей к вертикальной газорежущей головке-4, кронштейн 8 поворачивается на оси 13 посредством ролика 15, следящего за профилем копира 16. Половина факела резака простреливает вдоль вертикальной грани, а половина находится на горизонтальной поверхности. Форма кривой копира обеспечивает поворот резака с центром вращения, совпадающим с ребром сляба. Происходит зажигание вертикальной грани, а резак следует дальше и останавливается в крайнем положении, удаленном от зоны огня газорежущих головок. Каретка продолжает движение, сопло Же резака остается некоторое время неподвижным относительно угла сляба, переходя за контур сляба, но оставаясь частично на горизонтальной поверхности. Сокращение времени зажигания при использовании одного пускового резака на всей ширине сляба достигается тем, что пусковой резак и прополокоподающий механизм . выполнены перемещающимися вдоль фронта газорежущих головок с возможностью изменения угла наклона резака. В предлагаемом устройстве зажигание начинается при вертикальном расположении сопла резака, после чего струя кислорода направляется по ходу движения пускового резака. При вертикальном расположении сопла резака скорость Перемещения резака может быть около 0,1 м/с, дальнейшее увеличение скорости ведет к исчезновению ванны расплавленного металла. При наклоне сопла резака на угол « 5 - 10° к вертикали по ходу движения скорость перемещения резака может быть увеличена до 0,5 м/с без срыва ванны расплавленного металла. Улучшение же качества зачищенного металла находится в прямой зависимости от скорости зажигания, так как при ширине сляба 2000 мм и болёе и скорости 0,1 м/с время зажигания составит 20 с. За это время поверхность сляба может быть выжжена плаенем газорежущих головок на значительную глубину и эта часть сляба может быть забракована. Наклон резака в сторону его движения осуществлется за счет шарнирного подвеса кронштейна от взаимодействия следящего ролика с копиром.
К газорежущим головкам 3 и 4 подается режущий кислород, включаются рольганги на технологическую скорость, вода гидросбива, полив стенок кожуха и производится процесс зачистки холодного сляба согласно принятой технологии. По окончании зачистки каретка 9 возвращается в исходное, т. е. крайнее, противоположное от вертикальной газорежущей головки, положение.
Использование предлагаемой машины для огнейой зачистки холодных слябов позволит сократить время зажигания, улучшить качество зачищенного металла, обеспечить зажигание вертикальной грани. Изобретение увеличит производительность машины, та ,по расчетным данным экономический эффект составит 300000 руб. в год.
Формула изобретения
0 резак и проволокоподающий механизм установлены на кронштейне, при этом на каретке с газорежущими головками закреплен копир, а на рычаге тележки - следящий ролик, взаимодействую5щий с копиром.
Источники информации, принятые во внимание при экспертизе
5
с. 155 - 160.
0 9 fput. / 17
А-А
//
