Изобретение относится к черной металлургии и может быть использовано сплошной и выборочной зачистке металла любого сечения в цехах металлургических заводов.
Известен способ наведения жидкой ванны металла при огневой зачистке, согласно которому проволочный электрод подается до контакта с поверхндстью металлаi Между электродом и металлом возникает электрическая дуга, и металл быстро расплавляется После Этого включается кислород и газ основных резаков и начинается обычный процесс огневой зачистки металла l .
Однако для осуществления известного способа требуются дополнительные мощности, такие как электрические источники питания, а также вспомогательное оборудование по подводу электрического тока к электроду и зачищаемому металлу.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ зажигания металла при огневой зачистке, согласно которому на поверхность зачищаемого металла из резака . (подают поток горючего газа и режущего Кислорода, а также стальную проволоку, подогреваемую потоком горю-, чего газа до образования капель расплавленного металла 21. /
H- -достатками известного способа являются необходимость точной ориентации проволоки относительно отражен ного пламени основных газокислородных резаков; большое время термохимического начала зачистки; отсутстви устойчивости термохимического начала сплошной зачистки одним соплом, т.е. решение этой задачи может быть обеспечено только установкой напротив каждой секции основных газокислородных резаков дополнительных сопел и проволокоподающих механизмов. Это усложняет конструкцию машины огневой зачистки и управление ею вцелом. Перенос капли расплавленного металла осуществляется за счет сил гравитации, что не позволяет быстро создавать необходимое количество расплавленного метёшла для обеспечения устойчивости термохимического начала/ что приводит к снижению надежности наведения жидкой ванны металла и, следовательно, к снижению производительности и надежности выборочной огневой зачистки, особенно при движении металла.
Цель изобретения - ускорение термохимического начала зачистки для наведения жидкой ванны металла, обеспечение устойчивости этого начала и повышение.надежности и производитель,ности выборочной и сплошной
огневой зачистки, в том числе при движении металла.
Указанная цель достигается тем, что стальную проволоку вводят в поток горючего газа и режущего кислорода прерывисто-поступательно, при этом проволока пересекает поток режущего кислорода в точке, находящейся между поверхностью защищаемого металла и торцом резака.
Кроме того, стальную проволоку вводят в поток режущего кислорода на величину, равную 0,5-1 диаметра режущей струи.
На чертеже схематически изображено устройство для осуществления предлагаемого способа.
Устройство состоит из газокислородного резака 1, предназначенного для создания греющего факела для проволоки 2, и расположенного под углом к нему сопла 3 режущего кислорода. Газокислородный резак снабжен 1коаксиально расположенными каналами 4 и 5, газа и кислорода соответственно и каналам 6 для подачи проволоки
Технология способа заключается .в следующем.
Включается резак, т.е.. по каналам 4 и 5 подают газ и кислород под давлением 0,5 кгс/см и 0,8 кгс/см соответ4;твенно, а по каналу 6 подаютстальную проволоку 2, которая в греющем факеле, создаваемом за счет горения струи газа в струе кислорода этого резака, прогревается до по;явления на конце проволоки жидкой фазы. Одновременно под углом центральной оси греклдего факела и углом 80 к поверхности зачищаемого металла через сопло 3 подают режущий кислород под давлением 6 кгс/см Проволоку вводят в струю режущего кислорода со скоростью 0,05 м/с с остановкой при введении на глубину 0,5-1,0 диаметра струи. В струе режу щего кислорода происходит оплавление введенного конца проволоки, полученные капли расплавленного металла кинетической .энергией струи кислорода переносят.ся в точку начала термохимической реакции на поверхности зачищаемо17о металла, для наведения жидкой ванны расплавленного металла на зачищаемой поверхности.
Для получения полосы расплавленного металла на зачищаемой поверхности газокислородный резак и сопло режущего кислорода перемещаются вдоль или поперек зачищаемой поверхности в зависимости от вида зачистки - выборочной или СПЛОШНОЙ, а проволоку подают прерывисто. После начала термохимической реакции и образования ванны расплавленного металла на зачищаемой поверхности подают режущий кислород к основному газокис лородному резаку, который осуществляет непосредственно зачистку металла, при этом газокислородный резак для создания греющего факела и . сопло режущего кислорода наводят ванну расплавленного металла по ширине необходимой зоны зачистки.
Быстрое наведение жидкой-ванны . достигается при введении стальной проволоки В струю режущего кислорода на величину 8-15 мм, что равно 0,51,0 диаметра струи режущего кислорода, а время наведения жидкой ванны . составляет 0,8-0,9 с, что примерно в два раза меньше, чем при использо вании известного способа.
Предлагаемыйспособ дает возможность не только наводить жидкую ванну расплавленного металла на зачищаемой поверхности, но и непосредст
венно производить зачистку ручную или механизированную. При этом струю режущего кислорода подают на зачищае мую noBepxHOc:fb под углом 30 , а стальную проволоку подают со стороны дефектного участка поверхности. Ширина зачищаемой поверхности в этом случае составляет 70-80 мм.
Изобретение повышает надежность наведения жидкой ванны, а в результате, надежность и производительность выборочной и сплошной зачистки, в том числе и при движении метал ла на 70 и 10% соответственно.
15 Экономический эффект от использования предлагаемого способа из расчета зачистки 4 млн.т. проката . в год составит 887655 рублей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Способ газокислородной зачистки ме-ТАллА и уСТРОйСТВО для ОСущЕСТВлЕНияСпОСОбА | 1979 |
|
SU812461A1 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Способ газокислородной зачистки металла и устройство для газокислородной зачистки металла | 1980 |
|
SU899292A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Способ выборочной огневой зачистки поверхности металла | 1987 |
|
SU1496941A1 |
| Устройство для огневой зачистки металла | 1976 |
|
SU849989A3 |
1. СПОСОБ ОБРАЗОВАНИЯ БАННЫ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ОГНЕВОЙ ЗАЧИСТКЕ, при котором на поверхность зачищаемого металла подают из резака //////////// ////////// поток горючего газа и режущего кисло рода, а также стальную проволоку, подогреваемую потоком горючего газ; до образования капель расплавленного металла, отличающийся тем, что, с целью ускорения образова ния ванны расплавленного металла, -стальную проволоку вводят в поток горючего газа и режущего кислорода прерывисто-поступательно, при этом проволока пересекает поток режущего кислорода в точке, находящейся между поверхностью зачищаемого металла и торцом резака. 2.. Способ по п. 1, отличающийся тем, что стальную проволоку вводят в поток режущего кислоро.да на величину, равную 0,5-1 диамет ра режущей струи. sj ND 00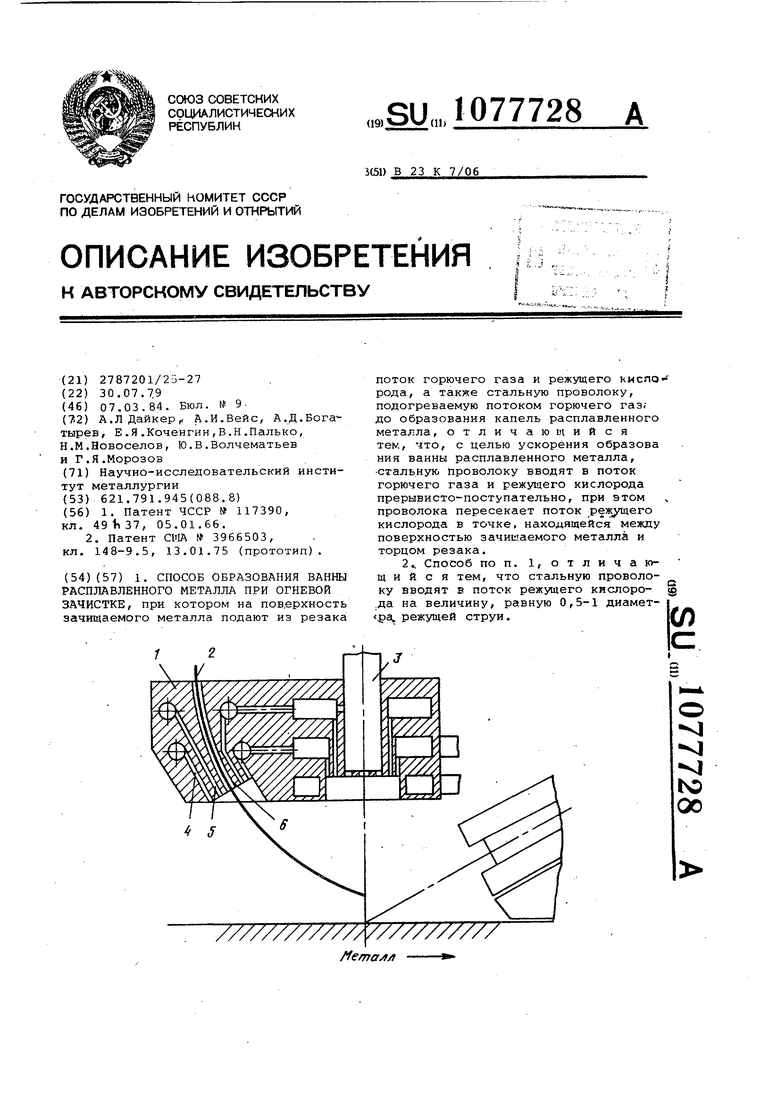
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрическое устройство для моделирования водопроводных, вентиляционных и т.п. сетей | 1957 |
|
SU117390A2 |
| , 05.01.66 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент CWA № 3966503, кл | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
