Изобретение относится к металлургии и может быть использовано в мащинах огневой зачистки для зачистки поверхности проката.
Цель изобретения - улучшение качества зачищаемой поверхности путем исключения образования гребешков на поверхности проката.
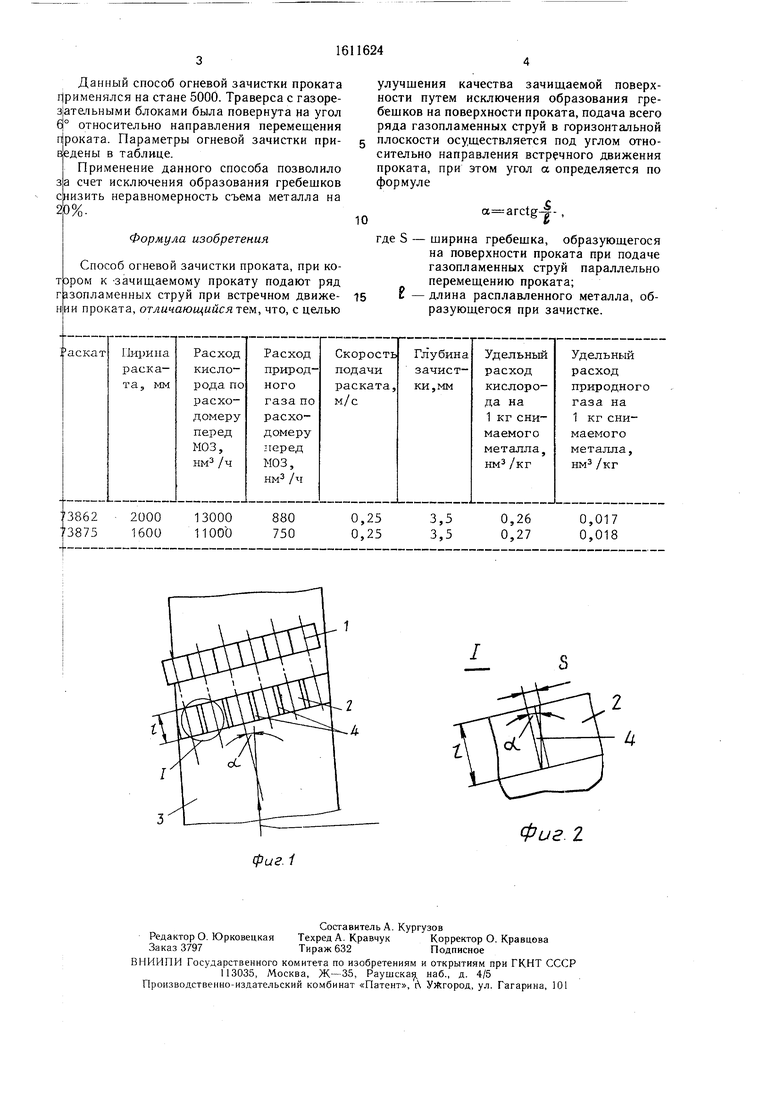
На фиг. 1 изображено устройство для осуществления предлагаемого способа; на фиг. 2 - узел I на фиг. 1.
Способ огневой зачистки включает подачу наклонно к з.ачищаемому прокату ряда газопламенных струй при встречном движении проката, подачу газопламенных струй в горизонтальной плоскости осуществляют под углом «относительно передвижения проката, при этом угол а определяют по формуле
a arctg-|- ,
где S - ширина гребешка, образующегося на поверхности проката при подаче
газопламенных струй параллельно передвижению проката; t - длина ванны расплавленного метат- ла, образующегося при зачистке. Подача газопламенных струй под углом а обеспечивает попадание гребешков под соседние газопламенные струи.
Устройство состоит из ряда параллельных газокислородных резаков I, предназначенных для создания газопламенных струй. Угол между продольными осями газопламенных струй и направлением подачи проката а. При оплавлении поверхности проката против каждой газопламенной струи образуется ванна расплавленного металла 2 длиной более 50 мм. При перемещении проката 3 во время зачистки гребешки 4 между ваннами попадают под соседнюю газопламенную струю и оплавляются. Для оплавления крайнего гребешка со стороны встречи газопламенной струи с прокатом крайнюю газопламенную струю располагают за габаритом проката.
О5
О5 tsD
4
Данный способ огневой зачистки проката применялся на стане 5000. Траверса с газоре- з|ательными блоками была повернута на угол 6° относительно направления перемещения Проката. Параметры огневой зачистки приведены в таблице.
Применение данного способа позволило за счет исключения образования гребешков снизить неравномерность съема металла на 2р%. I
Формула изобретения
Способ огневой зачистки проката, при ко- тЬром к -зачищаемому прокату подают ряд газопламенных струй при встречном движении проката, отличающийся , что, с целью
улучшения качества зачищаемой поверхности путем исключения образования гребешков на поверхности проката, подача всего ряда газопламенных струй в горизонтальной плоскости осуществляется под углом относительно направления встречного движения проката, при этом угол а определяется по формуле
a arctg - ,
где S - ширина гребешка, образующегося на поверхности проката при подаче газопламенных струй параллельно перемещению проката;
ь - длина расплавленного металла, образующегося при зачистке.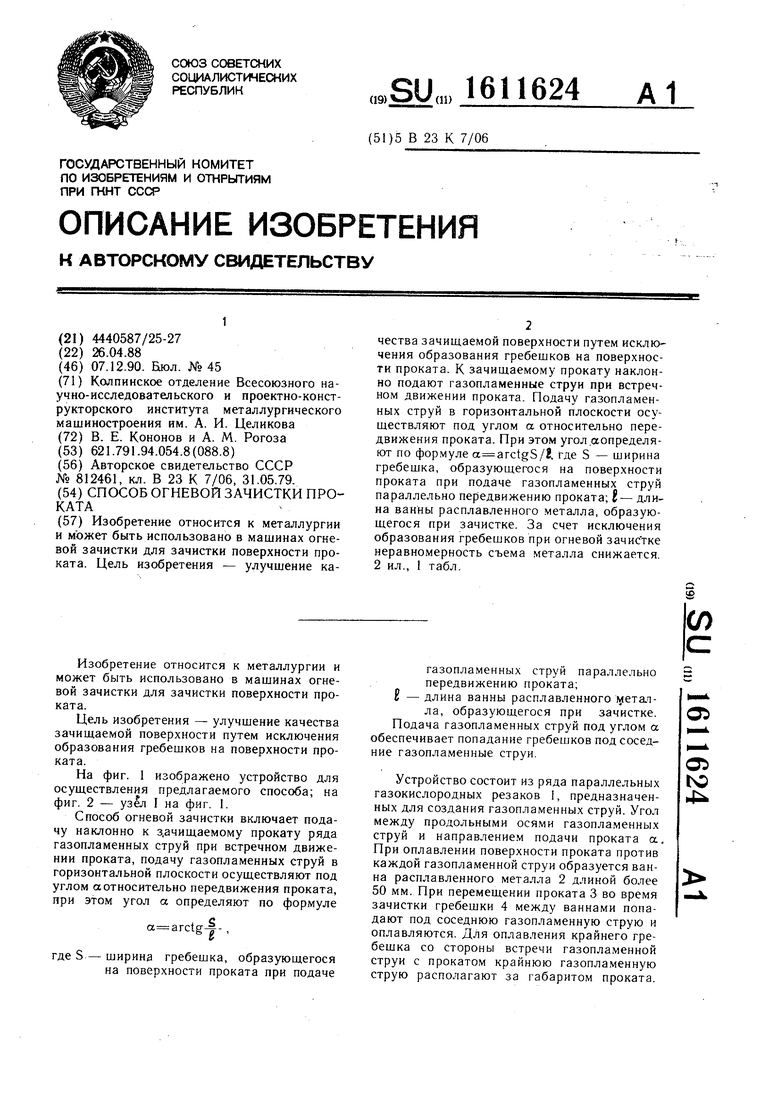
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Устройство для зачистки поверхности металлических изделий | 1979 |
|
SU1087058A3 |
| Способ поверхностного легирования металла | 1987 |
|
SU1511035A1 |
| ВЫБОРОЧНОЙ ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТИ ХОЛОДНОГО ПРОКАТА | 1964 |
|
SU166222A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Устройство для огневой зачистки металла | 1976 |
|
SU849989A3 |
| Устройство для удаления металлических отходов при помощи струй воды и сбора отходов при огневой зачистке прокатных заготовок | 1981 |
|
SU963751A1 |
Изобретение относится к металлургии и может быть использовано в машинах огневой зачистки для зачистки поверхности проката. Цель изобретения - улучшение качества зачищаемой поверхности путем исключения образования гребешков на поверхности проката. К зачищаемому прокату наклонно подают газопламенные струи при встречном движении проката. Подачу газопламенных струй в горизонтальной плоскости осуществляют под углом α относительно передвижения проката. При этом угол α определяют по формуле Α=ARCTGS/L, где S - ширина гребешка, образуемая на поверхности проката при подаче газопламенных струй параллельно передвижению проката
L - длина ванны расплавленного металла, образующегося при зачистке. За счет исключения образования гребешков при огневой зачистке неравномерность съема металла снижается. 2 ил., 1 табл.
L S
Фиг. г
| Способ газокислородной зачистки ме-ТАллА и уСТРОйСТВО для ОСущЕСТВлЕНияСпОСОбА | 1979 |
|
SU812461A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
