Изобретение относится к деревообрабатывающей, бумажной и химической промышленности, в частности к технологии поверхностного склеивания плоских заготовок, например полос облицовочного шпона.
Цель изобретения - повышение эффективности склеивания за счет улучшения прочностных характеристики клеевого шва, сокращения потребляемой энергии и улучшения санитарно-гигиенических условий труда и техники безопасности.
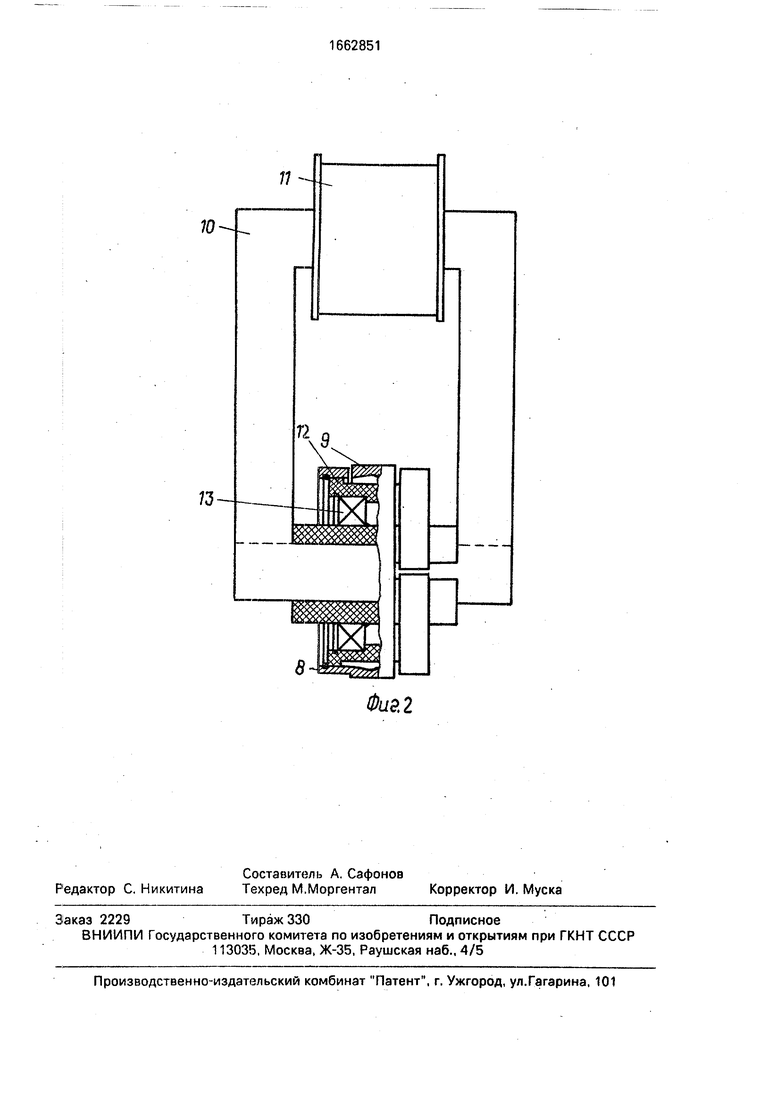
На фиг.1 представлена схема установки для поверхностного склеивания плоских заготовок; на фиг.2 - схема электротермопре- образователя и прижимного ролика.
Пример. Для реализации способа поверхностного склеивания заготовок, например облицовочных листов шпона, в условиях индивидуального или мелкосерийного производства используют приспособления.
Коэффициент запаса К был принят равным 0,90.
Для конкретного случая условия принимают вид:
,90 -300%;(1)
.;(2)
Тпл Т,
нп
КТнр
(3)
Проведенные исследования по определению оптимального значения температуры нагрева рабочей поверхности прижимного ролика Тир показали, что антиадгезионные свойства пленки клея расплава в виде покрытия на рабочей поверхности прижимного ролика определяются его вязкостью: величина при прочих равных условиях зависит от температуры его нагрева и может быть вычислена по формуле (метод Андраде)
ln,« А+В/Т,(4)
где /л - вязкость;
Т - температура;
А и В - константы.
При относительно больших значениях вязкости клея-расплава пленки технологи
ческого покрытия рабочей поверхности прижимного ролика, имеющих место при температуре ее нагрева в пределах 160-200°, антиадгезионные свойства упомянутой
5 пленки технологического покрытия ролика практически не проявляются.
По мере увеличения температуры нагрева рабочей поверхности прижимного ролика и соответствующего снижения вязкости
10 пленки клея-расплава улучшают ее антиадгезионные свойства, которые достигают оптимума в конкретныхусловиях при температуре 280-290° (Тнр, ТКр).
Реализация технологического процесса
15 осуществляется е следующей последовательности.
С помощью электротермопреобразова- теля, подключенного к регулируемому источнику переменного тока, рабочая поверхность
20 прижимного ролика нагревается до температуры 280-290° С и поддерживается на таком уровне в течение всего времени реализации процесса.
Склеиваемые полосы шпона размеща25 ются на плоскости стола и фиксируются в требуемом положении.
Клеевая термонить с помощью шаблона и приспособления укладываются в зоне стыка соединяемых полос по зигзагообразной
30 линии с фиксацией в отдельных точках.
Операция разогрева термонити до температуры 280-290° С и ее проглаживания (прокатывания) с усилием прижима 0,8 кг осуществляется одновременно с помощью
35 одного инструмента - прижимного ролика
путем -перемещения клеильной головки с
элект ротермопреобразователем по линии
стыка; соединяемых полос,/
По мере выхода термонити из зоны тех40 нологического ваимодействия с прижимным роликом происходит ее охлаждение и сопутствующее ему локальное отверждение частиц клея-расплава, в результате чего
достигается эффект склеивания термонити и шпона.
Результаты испытаний клеевого шва опытных образцов на прочность (по типовой методике) подтверждают соответствие их предъявляемых техническим требованиям (фактические значения разрывного усилия отдельных образцов превышают 4 хг при норме 3 кг).
Несмотря на отсутствие вспомогательной операции непрерывного смачивания рабочей поверхности прижимного ролика защитной антиадгезионной жидкостью (например, алеиновойкислотой)явлений прилипания к ней засохших частиц клея-расплава, обрывков термонити и других инородных частиц не наблюдается.
Установка для поверхностного склеивания плоских заготовок клеевой термонитью содержит стол 1 с направляющей 2, механизмом 3 для подачи склеиваемых заготовок и термонити в зону склеивания, устройство 4 для раскладки термонити по зигзагообразной линии, клеильную головку 5 с нитеводи- телем 6 и злектротермопреобразователем 7, прижимной ролик 8 с нагревателем 9 кольцеобразной формы, установленным с возможностью вращения относительно неподвижной направляющей, выполненной из материала, обладающего магнитомягкими свойствами, в виде шихтованного сердечника, представляющего часть замкнутого магнито- провода 10, на одном из участков которого размещена катушка 11 с обмоткой, подключенной к регулируемому источнику переменного тока 12.
Электротермопреобразователь 7 установки выполнен в виде трансформатора, содержащего замкнутый магнитопровод 10 и только одну первичную обмотку, при этом своеобразной вторичной одновитковой обмоткой служит корпус прижимного ролика кольцеобразной формы, охватывающий один из участков магнитопровода по замкнутому контуру и являющийся одновременно нагревателем электротермопреобразователя 7,
Для обеспечения электрической и тепловой изоляции нагревателя 9 от других деталей прижимного ролика 8 предусмотрена изготовленная из асбоцемента изоляционная втулка 13, в которой закреплены подшипники качения.
Нагреватель 9 изготовлен из кадмиевой бронзы, обладающей повышенной электропроводностью, и выполнен в виде кольца с наружной модифицированной поверхностью, характеризующейся повышенной твердостью, износостойкостью, термостойкостью, а также способностью хорого смачиваться клеем-расплавом покрытия термонити.
С целью сокращения потребляемой установкой электроэнергии, снижения энергопотерь 5 и повышения КПД электротермопреобразователя в конструкции подшипников прижимного ролика 8 предусмотрено использование специального внутреннего кольца (или обоих колец) со сквозным пазом шириной 0.1-0,5 мм, соединяющим его внутреннюю и наруж- ную поверхности, заполненного другим материалом, обладающим диэлектрическими свойствами, образующими вместе с ним единый монолит кольцеобразной формы, содержащим металлическую и диэлектрическую 0 части.
Механизм функционирования электротермопреобразователя, предназначенного для преобразования электрической энергии (из сети питания) в тепловую (нагрев рабо- чей поверхности прижимного ролика) состоит в следующем
При подаче на первичную обмотку преобразователя переменного электрического напряжения и в корпусе кольцевой формы 0 прижимного ролика 8 (электронагревателя) наводится переменная ЭДС, и следовательно, возникает электрический ток, величина которого может быть определена из соотношения
5liUi l2U2,(5)
где h и (2 - величина электрического тока соответственно в первичной обмотке электротермопреобразователя и корпусе прижимного ролика кольцеобразной формы 0 (электронагревателе);
Ui и U2 - величина напряжения соответственно в первичной и вторичной обмотках.
Из выражения (5) может быть определена величина электрического тока 12
Из формулы вытекает, что изменением переменного напряжения на входе преобразователя можно регулировать величину 0 тока 12 и, следовательно, температуру нагрева рабочей поверхности прижимного ролика.
В установке предусмотрена возможность регулировки основных параметров 5 технолического процеса склеивания, а именно: скорости подачи склеиваемых заготовок и клеевой нити в оперативную зону склеивания; силы прижатия нити к клеевой поверхности заготовок; температуры нагре- 0 ва рабочей поверхности прижимного ролика и клеевой нити непосредственно в оперативной зоне склеивания; шага и амплитуды (размаха) зигзагообразной линии.
В качестве исходных при реализации технологического процесса ребросклеива- ния облицовочных листов шпона используются следующие материалы и полуфабрикаты: полосы шпона толщиной 0,8 мм и размерами 900x320 мм; клеевая термонить типа КН-54 с клеевым теплопла- стичным покрытием на основе полиамидной смолы П-54 /ПА-6/66-3/ с температурой плавления ТПл 160° С и температурой разложения 300° С.
Реализация технологического процесса поверхностного склеивания плоских заготовок, облицовочных листов шпона, на основе предложенного способа осуществляется следующим образом.
Однократно, только при первой реализации технологического процесса на весь период работы с использованием клеевой термонити конкретного типа, в данном слу- чае типа КН-54 с термопластичным покрытием на основе полиамидной смолы, на рабочую поверхность прижимного ролика, предварительно нагретого до температуры 280-290° С методом окунания в расплав полиамидной смолы, также нагретой до температуры 280-290° С, был нанесен тонкий слой термопластичного покрытия.
Номинальное значение температуры нагрева рабочей поверхности прижимного ролика Тип определяется с учетом выполнения условий
К-Тр,(7)
где ТПл - температура плавления материала термопластичного покрытия клеевой термонити (полиамидной смолы П-54);
Тр - температура термического разрушения (разложения) материала клеевого термопластичного покрытия;
К-коэффициент запаса (принят равным 0,95).
Для конкретного случая условия (7) принимают вид
160°С Тнп 285°С(8)
В указанном диапазоне температур эмпирически определяется оптимальное значение температуры нагрева рабочей поверхности прижимного ролика с точки зрения достижения наибольшей эффективности технологического процесса, в том числе с учетом обеспечения требуемых антиадгезионных свойств рабочей поверхности ролика.
В течение подготовительного периода производится подключение установки к сети питания, устанавливаются значения основных параметров технологического процесса: V - скорость подачи полос шпона в оперативную зону склеивания; р - силы прижатия термонити к клеевой поверхности; ТКр - температуры нагрева рабочей поверхности прижимного ролика; t - шаг и амплитуда раскладки клеевой термонити по зигзагообразной линии.
После предварительной проверки работоспособности установки и нагрева рабочей поверхности прижимного ролика электро- термопреобразователя до требуемой температуры подлежащие склеиванию полосы шпона с помощью направляющей линейки
0 устанавливаются на рабочей поверхности стола и фиксируются в требуемом положении.
С момента предварительной подачи подлежащих склеиванию полос по мере их ручно5 го перемещения происходит переключение установки на работу по автоматическому циклу, при этом операции выполняются в следующей последовательности синхронно в оперативную зону склеивания осуществля0 ется подача полос шпона и клеевой термонити; по мере перемещения склеиваемых полос и смотки термонити с отдающей бобины происходит ее раскладка в зоне стыка соединяемых полос по зигзагообразной ли5 нии; операция разогрева термонити до температуры 280-290° С и ее проглаживания (обкатывания) с определенным усилием прижима осуществляется одновременно с помощью одного инструмента - прижимно0 го ролика непосредственно в оперативной зоне склеивания.
В результате гермогидродинамическо- го взаимодействия предварительно нагретой до температуры 280-290° С рабочей
5 поверхности вращающегося прижимного ролика и клеевой термонити непосредственно в оперативной зоне склеивания происходит разогрев последней примерно до такой же температуры, расплавление ее полиамидного
0 покрытия с одновременным прикатыванием (проглаживанием термонити роликом с усилием прижима 0,8 кг), при этом между частицами клея-расплава на взаимодействующих поверхностях прижимного ролика и клевой
5 термонити имеет место активный тепло- и массообмен, вследствие чего толщина защитной антиадгезионной пленки на рабочей поверхности в течение всего времени реализации процесса практически не изме0 няется.
При выходе термонити из оперативной зоны технологического взаимодействия с рабочей поверхностью прижимного ролика происходит ее охлаждение, и как следствие,
5 отверждение частиц клея-расплава, в результате чего достигается эффект склеивания.
Результаты испытания клеевого шва опытных образцов на прочность подтверждают соответствие их предъявляемым к ним техническим требованиям (фактические
значения разрывного усилия отдельных образцов превышают 4 кг при норме З.кг.
Несмотря на отсутствие операции непрерывного смачивания рабочей поверхности прижимного ролика защитной антиадгези- онной жидкостью, а также устройства для его осуществления нарушений производственного процесса, обусловленных прилипанием к ней частиц засохшего клея-расплава, обрывков термонити и других инородных частиц, не наблюдается.
Технический и экономический эффект использования изобретения обусловлен повышением эффективности технологического процесса за счет снижения числа и трудоем- кости вспомогательных операций (например, исключены операции непрерывного смачивания рабочей поверхности прижимного ролика защитной антиадгезионной жидкостью, очистки направляющего отверстия нитеводителя и т.д.), а также числа и длительности межоперационных пауз; повышением стабильности технологического процесса, а также качества формируемого клеевого шва за счет снижения влияния на него дестабили- зирующих факторов; сокращением потребляемой при реализации процессов электроэнергии; улучшением санитарно-гигиенических условий труда и техники безопасности за счет снижения температуры нагрева клеевой термонити и некоторых деталей установки (трубки микропечи, нитеводителя и т.д.) до значений, при которых разложение покрытия нити с выделением токсичных газов не наблюдается, а также за счет сокращения длительности нагрева элементов нити; упрощением установки за счет исключения из ее конструкции пневмоси- стемы с фильтром, стабилизатором и манометром, формирователя струи горячего воздуха, проходной микропечи с проволочным электронагревательным элементом, устройства для непрерывного смачивания рабочей поверхности ролика и т.д.; повышением надежности и долговечности установ- ки за счет исключения из ее конструкции
принципиально ненадежных и недолговечных в эксплуатации микропечи с быстро выходящим из строя проволочным электронагревателем, а также токопрово- да со скользящими контактами.
Формула изобретения
1.Способ для поверхностного склеивания плоских заготовок клеевой термонитью, включающий фиксацию склеиваемых заготовок, нагрев клеевой термонити, ее зигзагообразную раскладку, склеивание заготовокс помощью прижимного ролика с обогревом, отличающийся тем, что, с целью повышения эффективности склеивания за счет улучшения прочностных характеристик клеевого шва, сокращения потребляемой энергии и улучшения санитарно-гигиенических условий труда и техники безопасности, перед скле- иванием заготовок на прижимной ролик наносят идентичное клеевой термонити термопластичное покрытие, при этом обогрев прижимного ролика ведут не ниже температуры плавления и не выше температуры разложения термопластичного покрытия.
2.Установка для поверхностного склеивания плоских заготовок клеевой термонитью, содержащая стол с направляющей линейкой для фиксации склеиваемых заготовок, механизм подачи склеиваемых заготовок и клеевой термонити в зону склеивания, устройство для раскладки клеевой термонити по зигзагообразной линии, электротермопреоб- разователь, головку с нитеводителем, прижимной ролик с нагревателем и неподвижной направляющей, отличающаяся тем, что неподвижная направляющая выполнена в виде сердечника из магнитомягкого материала, прижимной ролик имеет расположенное снаружи кольцо из высокопроводимого материала с возможностью его взаимодействия с нагревателем.
3.Установка по п.2, отличающаяся тем, что кольцо прижимного ролика выполнено с переменной увеличивающейся от центра к краям толщиной стенок.
73
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДРЕВЕСНЫХ ЗАГОТОВОК | 1999 |
|
RU2162405C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ КЛЕЕВОЙ НИТИ И ДЛЯ СКЛЕИВАНИЯ ЗАГОТОВОК КЛЕЕВОЙ НИТЬЮ | 2021 |
|
RU2812112C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АКТИВАЦИИ КЛЕЯ | 2018 |
|
RU2763435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНО ДЕФОРМИРУЕМОГО ИЗГИБОМ ПЛОСКОСТНОГО ЭЛЕМЕНТА | 2002 |
|
RU2259271C2 |
| Способ изготовления строганого шпона | 1987 |
|
SU1498615A1 |
| Устройство для нанесения термопластичного клеевого расплавленного материала | 2019 |
|
RU2712606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| Способ ребросклеивания листов шпона и устройство для его осуществления | 1987 |
|
SU1710341A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2004 |
|
RU2261640C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
Изобретение относится к деревообрабатывающей, бумажной и химической промышленности, в частности к технологии поверхностного склеивания плоских заготовок, например облицовочного шпона. Цель изобретения - повышение эффективности склеивания за счет улучшения прочностных характеристик клеевого шва, сокращения потребляемой энергии и улучшения санитарно-гигиенических условий труда и техники безопасности. Однократно в течение всего периода использования клеевой термонити с конкретным термопластичным покрытием на рабочую поверхность прижимного ролика наносят то же клеевое термопластичное покрытие, что и у используемой термонити, разогревают рабочую поверхность прижимного ролика до температуры, при которой вязкость клея - расплава материала покрытия термонити - достигает значений, гарантирующих сообщение покрытию рабочей поверхности прижимного ролика требуемых антиадгезионных свойств. Установка для поверхностного склеивания плоских заготовок, например облицовочных полос шпона, клеевой термонитью содержит стол 1 с направляющей 2, на рабочей поверхности которого фиксируются склеиваемые заготовки, механизм 3 для подачи склеиваемых заготовок и клеевой термонити в зону склеивания, устройство 4 для раскладки клеевой термонити в зоне стыка соединяемых заготовок по зигзагообразной линии, клеильную головку 5 с нитеводителем 6 и электротермопреобразователем 7 и прижимной ролик 8. 2 с. и 1 з.п.ф-лы, 2 ил.
A/a 2
| Бухтияров В.П | |||
| Технология производства мебели | |||
| - М.: Лесная промышленность, 1987, с.73-76 | |||
| Шумига С.С | |||
| Технология столярно-ме- бельного производства | |||
| - М.: Лесная про- мышленчость, 1984, с.153. |
